
国際特許分類[B29C45/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799)
国際特許分類[B29C45/40]の下位に属する分類
型外から型部品間へ移動する手段を用いるもの (149)
加圧流体を用いるもの (54)
アンダーカット成形品のためのもの (222)
国際特許分類[B29C45/40]に分類される特許
11 - 20 / 374
微小部品製造用金型装置
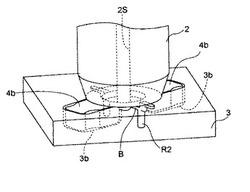
【課題】横ランナー部を線状の構造にしても、樹脂の硬化後に、ゲートカットの際の引き込みを防止し、歩留まりが改善された微小部品製造用金型装置の提供。
【解決手段】スプルー部が形成されたスプルーブッシュ2と、横ランナーBと縦ランナーR2が形成されたキャビティプレート3とを含む固定金型と、キャビティプレートと対向し、開閉可能に設けられた可動金型とを備え、前記スプルーブッシュが前記キャビティプレートに対して長手方向に移動可能にされ、前記スプルーブッシュに対して前記スプルーブッシュの長手方向に移動可能にストリッパープレートが設けられ、キャビティに充填された樹脂が成形された後の横方向ランナーを押えるために機能する押さえバーと、該押さえバーを支持するブロック体4bからなる押さえ部材が前記ストリッパープレートに離脱可能に固着され、前記押さえ部材が前記キャビティに嵌入されてなる。
(もっと読む)
エジェクタピン及び金型装置並びに樹脂成型品及び電子機器

【課題】エジェクタピンとの接触部における反対側面の部分の白化を抑制でき、これにより、外観品位を損なうことを有効に防止できるエジェクタピン及び金型装置並びに樹脂成型品及びそれを備えた電子機器を提供する。
【解決手段】金型装置100におけるエジェクタピン124の第2当接面124bには、リブ220の一側面222に設けられた突起部224を成型する突起部成型凹部124dが設けられている。樹脂成型品200のリブ220の一側面222には、エジェクタピン124における突起部成型凹部124dにより成型された突起部224が設けられている。金型装置100におけるエジェクタピン124が長手方向Hに沿った突き出し方向H1へ突き出されることで押し出される位置は、リブ220の突起部224における突き出し方向H1の上流側の端面224aを含む。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】可動金型に対する成形品の離型抵抗を適切にし、成形品の離型の際に成形品に変形が生じることを防止できる光学素子の製造方法を提供すること。
【解決手段】可動金型42に対する樹脂成形品MPの離型抵抗を適切に調整することにより、型開きの際に、可動金型42側の樹脂成形品MP全体を保持しつつ、固定金型41から樹脂成形品MPを離型することができる。また、可動金型42に対する樹脂成形品MPの離型抵抗が適切であるため、可動金型42から樹脂成形品MPを離型する際にも無理な力を必要とせず、可動金型42から樹脂成形品MPを離型することができる。これにより、樹脂成形品MPに変形が生じることを防ぐことができ、離型時にレンズLPに外観不良や性能不良が生じることを防ぐことができる。
(もっと読む)
成形金型及び光学素子の製造方法
【課題】プラスチックレンズを射出成形する際に、射出成形時の冷却固化による樹脂収縮に起因する離型抵抗を抑制すること。
【解決手段】回折構造を形成する段差形状13A,15Aを有する第1光学転写面11Aを第2光学転写面21Aよりも先にプラスチックレンズPLから離型することによって、例えば3波長互換光学素子のような段差形状の縦横比の値(Y/X)が0.50≦(Y/X)の最大値≦1.0を満たす比較的深い範囲であっても、微細構造において深い段差を有する光学素子であっても、プラスチックレンズPLが固定型10からほとんど抵抗なくスムーズに離型され、プラスチックレンズPLの回折構造の段差すなわち微細形状の変形を防止することができる。
(もっと読む)
樹脂成形品の把持装置
【課題】樹脂成形品の把持装置において、樹脂製形品の把持不良を抑止し、かつ吸着部品による擦り傷等の発生を抑止すると共に、三次元的に複雑な表面形状の多種類の樹脂成形品にも対応可能とし、かつ当該装置の小型化及びコストダウンを図る。
【解決手段】当該装置の長さ方向に移動可能な垂直ロッド17の一端側の支持部材18は、係止部材35により垂直ロッド17に固定可能であり、他端側の支持部材18はシリンダ19により昇降自在であり、中央バキュームハウジング32及び外側バキュームハウジング12の表面には可撓性の当接部材32がそれぞれ配設され、かつ内部にはマニホールドがそれぞれ形成され、各バキュームハウジング12,31の当接部材32には、各マニホールドに連通すると共に樹脂成形品Wの表面に向けて開口する複数の開口32aがそれぞれ開設される。
(もっと読む)
樹脂成形装置
【課題】使用する樹脂の種類や成形部分の形状の違いに拘わらず、成形品を確実に所望の金型に残留させて取り出す。
【解決手段】第1金型、第2金型及び第3金型を接離可能に配置し、第2金型と第3金型の間に基板56を挟持し、第2金型に形成した成形用凹部38と基板56とで形成されるキャビティ内に、第1金型に形成したランナー溝16と、第2金型に形成した縦ランナー孔を介して樹脂を充填することにより、基板56に実装した電子部品を樹脂封止する。第1金型は、ランナー溝16内で固化した樹脂を突き出すランナーエジェクタピン32と、ランナーエジェクタピン32を作動させる第1金型用エジェクタプレートと、を備える。第2金型は、エジェクタプレートに連動し、成形用凹部38で固化した樹脂を突き出す製品エジェクタピン42を備える。
(もっと読む)
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
(もっと読む)
成形品取出し装置及び成形品取出し方法
【課題】簡素な構造で、成形品を確実かつ短時間で取出すことができる成形品取出し装置及び成形品を確実かつ短時間で取出すことができる成形品取出し方法を提供する。
【解決手段】成形品取出し装置20は、開閉可能な下金型11及び上金型12を有する射出成形機10で成形された成形品Pを下金型11から離型させるエジェクト手段であるエジェクタピンと、離型された成形品を射出成形機10外へ取出すため射出成形機10の金型エリアS内へ進退可能な成形品取出し手段18とを備え、成形品取出し手段18は、金型エリアS内への進入動作に伴って開き、エジェクタピン17の復帰動作に伴って閉じる成形品把持機構19を有している。また、成形品把持機構19をガイドレール24に沿って金型エリアSに進入・退出動作させる駆動アーム25と、駆動アーム25を回動させる駆動軸26と、が設けられている。
(もっと読む)
樹脂成形品取出し機及び樹脂成形品処理方法
【課題】樹脂成形機から取出された樹脂成形品を樹脂成形機外に開放するまでの途中で所要の処理を実行することにより樹脂成形品の取出し時間が長くなるのを防止する。また、樹脂成形品に対して所要の処理を実行する際に、樹脂成形品の振動を短時間に収束させて樹脂成形品の処理時間を短縮する。
【解決手段】金型及び開放位置に至るチャックユニット(19)の経路途中に処理手段(35)を配置し、チャックユニット(19)が処理手段(35)の位置に停止した際に、静止手段(37・39)によりチャックユニット(19)の振動を収束して静止する
(もっと読む)
金型エジェクタ装置及びそれを用いる射出成形装置
【課題】生産効率及び成形品精度を向上できる金型のエジェクタ装置及びそれを用いる射出成形装置の提供。
【解決手段】対向する第一表面及び第二表面を有する本体251と、前記第一表面の第一収容凹部2521と、前記第一収容凹部を密封して第一密封キャビティ2522を形成する第一シール部材と、前記第一密封キャビティ内にスライド可能に設置された第一ピストンと、前記第一ピストンに接続し且つ前記第一シール部材を貫く第一突出しピンと、前記本体に設置され且つ前記第一密封キャビティに連通される第一通路2526、2527とを備える第一エジェクタ機構252と、前記第二表面の第二収容凹部と、第二シール部材と、第二ピストンと、第二突出しピンと、前記本体に設置された第二通路2536、2537とを備える第二エジェクタ機構253と、を備える。
(もっと読む)
11 - 20 / 374
[ Back to top ]