
国際特許分類[B29C49/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649)
国際特許分類[B29C49/00]の下位に属する分類
プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
ブロー成形中における二軸延伸 (269)
複数段階で実施するもの (49)
挿入物または補強材を有する物品の製造 (181)
多層のプリフォームまたはパリソンを用いるもの (192)
ライニングまたはラベリング (66)
ブロー成形装置 (75)
構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/00]に分類される特許
11 - 20 / 86
バリア性を有する容器及びその製造方法
【課題】多層又は単層のプラスチック容器の製造方法が開示されている。この容器は、(i)ポリエステル樹脂、好ましくはポリエチレンテレフタレートのような芳香族ポリエステル樹脂と、(ii)ポリアミド材料、好ましくは芳香族ポリアミド材料と、(iii)脱酸素材料、好ましくは遷移金属と、から調製されるバリア層を有している。また、本発明は、多層又は単層の本体を有する容器を提供する。
【解決手段】バリア層の調製に於いては、最初に予備成型物が、希釈剤ポリエステル、ポリアミド材料、及び脱酸素材料を含むプレブレンドが射出成形プロセスの間にベースポリエステルに添加される射出成形プロセスで調製される。次に、予備成型物が延伸されて容器が形成される。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体
【課題】優れた曲げ弾性率、耐熱性及び耐衝撃性と、優れた溶融張力を持ちブロー成形体などの押出成形体を容易に形成することができる押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体を提供する。
【解決手段】下記成分(A)30〜89.5重量%、成分(B)0.1〜5重量%、成分(C)10〜50重量%及び成分(D)0.4〜15重量%を含有する樹脂組成物であって、MFR(230℃)5g/10分以下、曲げ弾性率1500MPa以上、190℃の溶融張力10g以上、熱変形温度80℃以上である押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物など。
成分(A):MFR(230℃)10g/10分以下で曲げ弾性率1800〜2600MPaのポリプロピレン樹脂
成分(B):無水マレイン酸変性ポリオレフィン系樹脂など
成分(C):MFR(190℃)1〜7g/10分のポリ乳酸系樹脂
成分(D):エポキシ変性ポリオレフィン系樹脂
(もっと読む)
ブロー成形品用芯材
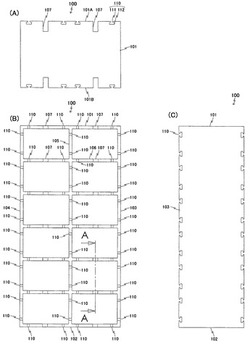
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
ポリ乳酸組成物及びポリ乳酸系成形体の製造方法
【課題】生分解性があり、かつ透明性に優れ、成形効率よく成形体を製造することのできるポリ乳酸組成物を提供する。当該ポリ乳酸組成物から透明性、耐熱性に優れた成形体を効率よく製造することができるポリ乳酸系成形体の製造方法を提供する。また、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体を提供する。
【解決手段】DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含み、かつステレオコンプレックス晶とは異なる結晶核剤を含むことを特徴とするポリ乳酸組成物。このポリ乳酸組成物を、当該ポリ乳酸組成物の融点より20℃高い温度以下の温度に維持してインジェクション成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
プラスチックボトルの製造方法
【課題】生産サイクルの改善を可能にし、更に、製造されるプラスチックボトルの外観も透明で良好なプラスチックボトルの製造方法を提供する。
【解決手段】
スルホンアミド化合物金属塩又はスルホンイミド化合物金属塩からなるポリエステル樹脂用結晶核剤を含むポリエステル樹脂組成物を成形してなるプラスチックボトルの製造方法であって、固有粘度0.5−1.1dL/gのポリエステル樹脂100質量部に対し、前記ポリエステル樹脂用結晶核剤0.1〜90質量部を含むマスターバッチを作製し、次いで、該マスターバッチをポリエステル樹脂に混合して、固有粘度0.5−1.1dL/gのポリエステル樹脂100質量部に対し、前記ポリエステル樹脂用結晶核剤が0.005〜0.025質量部含まれる樹脂組成物を作製し、該樹脂組成物を85〜160℃の金型温度でボトル形状に延伸ブロー成形することを特徴とするプラスチックボトルの製造方法である。
(もっと読む)
ブロー成形用組成物
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
自動車用ダクト

【課題】安価な材料構成で、混合材料の種類を少なくした軽量で低温衝撃性の高い自動車用ダクトの提供を目的とする。
【解決手段】発泡性樹脂を押し出した発泡パリソンからブロー成形したダクト1において、0.95〜0.96の長鎖分岐構造を有し、メルトフローレイト(MFR)3〜7g/10分、溶融張力100〜250mNの高密度ポリエチレンである樹脂A60〜30重量部と、メルトフローレイト(MFR)0.3〜1.0g/10分の高密度ポリエチレンである樹脂B40〜70重量部を混合した混合樹脂100重量部に、化学発泡剤を1〜3重量部添加した発泡性樹脂を用いた。
(もっと読む)
難燃性ポリエステル樹脂組成物とブロー成形容器
【課題】優れた難燃性、特に自己消火性を示し、しかも、射出成形性に優れ、ブロー成形とりわけ射出成形性の悪かった従来のポリエステルの問題を解決し2軸延伸ブロー成形法でも成形可能にした難燃性ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂50〜80質量%、(B)ポリカーボネート樹脂10〜40質量%、(C)Tgが35℃未満の重合体5〜30質量%、及び(D)残炭素率15質量%以上の芳香族樹脂0.5〜5質量%、を含有することを特徴とする難燃性ポリエステル樹脂組成物。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 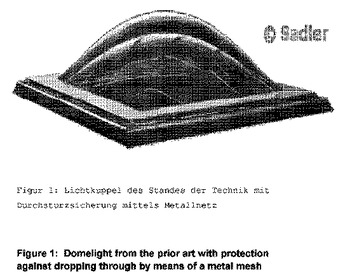 (もっと読む)
(もっと読む)
11 - 20 / 86
[ Back to top ]