
国際特許分類[B29C65/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 加熱した工具を用いるもの (288)
国際特許分類[B29C65/18]の下位に属する分類
直接接触によるもの,例.鏡を用いて (159)
加熱した針金 (5)
工具の加熱手段に特徴があるもの (42)
国際特許分類[B29C65/18]に分類される特許
31 - 40 / 82
ヒートシール装置
【課題】設定温度と実際のシール面の温度差を確認でき、連続シール作業を行った際のシール面の低下温度と加熱応答性を正確に把握でき、シール面の温度低下や熱分布の悪化によるシール不良等の不具合を防止可能なヒートシール装置を提供する。
【解決手段】少なくともヒーターブロックとシールバーが接合したシールヘッドを有し、加熱されたシールバーを押し当てることにより、フィルムやシーラントを熱し、フィルムやシーラントの温度を溶融温度付近まで上げることで、フィルム同士やフィルムと容器等を熱溶着せしめるヒートシール装置において、前記ヒーターブロックの温度制御用熱電対とは別に、前記シールバーのシール面直近に、温度測定用熱電対を該シールバーの長手幅方向に1つ以上具備する。
(もっと読む)
プラスチックパイプ熱融着機

【課題】プラスチックパイプの1本の主管に対し、多数の枝管群を直交状態に加熱融着する手段を提供する。
【解決手段】架台1の、前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、両間隔Sを保って設置し、枝管用移動テーブル2を枝管側の固定テーブル1T上に前後摺動可能に、主管用移動テーブル3を主管側固定テーブル1T´上に前後摺動可能に配置し、移動テーブル2上には枝管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、両固定テーブル1T,1T´間の間隔Sには、下方から出没するセットプレート装置5Rを、上方から降下する加熱装置9を配設し、枝管移動テーブル2と主管移動テーブル3の前後進退運動により、降下した加熱装置9の両面で枝管8B群と主管8Aの取付孔8Gとを溶融し、加熱装置9を上昇離脱させて、枝管8Bの端縁ebと主管8Aの取付孔8Gとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材とを接合するシート部材の接合方法であって、第一のシート部材の端面と、第二のシート部材の端面とを突き合せ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離することを特徴とするシート部材の接合方法による。
(もっと読む)
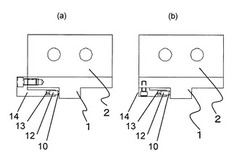
樹脂製品のカシメ留め用溶着チップ
【技術課題】 冷却効率を高めて生産性を高めることのできる溶着チップを提供する。
【解決手段】 溶着チップ1の外に冷却管10を組み付けて冷却エアー通路14を形成する。冷却エアー供給パイプ9から吹き付けた冷却エアーを溶融面3と溶着チップ1の外側全体に流して排出孔11、11aから排出する。
このような冷却エアーの流れをつくることにより、溶着チップ1はその全体が冷却されるため、冷却効率が高まって、連続運転時には特に生産性が向上する。
(もっと読む)
偏光板の製造方法および偏光板の製造装置
【課題】フィルム光学特性を高精度に安定化させることができる偏光板の製造方法および偏光板の製造装置を提供する。
【解決手段】偏光膜を有する長尺状光学フィルムに少なくとも一層の他の長尺状光学フィルムを貼り付けて、多層積層体1を連続的に得る偏光板の製造方法であって、各長尺状光学フィルムのうち少なくともいずれかの被貼着フィルム25に対して、該被貼着フィルム25の貼り付け処理前に光学特性を測定し、被貼着フィルム25の光学特性および各長尺状光学フィルム25の貼り付け処理条件に対する多層積層体1の光学特性の関係を表す第1の光学特性対応情報を参照して、測定した光学特性の結果に基づいて多層積層体1が所望の光学特性となる第1の貼り付け条件を決定し、決定した第1の貼り付け条件で長尺状光学フィルムの貼り付け処理を行う。
(もっと読む)
チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法
【課題】チタンまたはチタン合金からなるチタン製部材と樹脂層とが接着されたユニットの製造方法に関し、双方の剥離を効果的に抑止することのできる、チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法を提供する。
【解決手段】2枚の面材71,73を間隔を置いて対向させ、該間隔に冷却水用の流路が形成されてなる燃料電池用のセパレータの製造方法であり、面材71,73をチタンまたはチタン合金から製造する過程で該面材表面に形成される炭化チタン層もしくは窒化チタン層を少なくとも除去する第1の工程と、炭化チタン層もしくは窒化チタン層が除去された2つの面材71,73の対向面に、冷却水および/またはガスをシールするための樹脂層72を形成する第2の工程と、からなるものである。
(もっと読む)
車両内装材用積層シート,ルーフライニング及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2を熱板溶着法にて貼合せて構成される。
(もっと読む)
弾性履帯の製造方法及びこれを用いた加硫成形装置
【課題】強固に加硫接着することができる弾性履帯の製造方法及びこれを用いた加硫成形装置を提供する。
【解決手段】帯長手方向において加熱ゾーンHと冷却ゾーンCとに区画された金型8によって帯長手方向の一端部を未加硫または半加硫のままにして帯状ゴム様体7を加硫成形する。このあと、この帯状ゴム様体7の一端部に形成された未加硫または半加硫状態の接合面14をそれと同じ帯状ゴム様体71または他の帯状ゴム様体72の未加硫または半加硫となっている帯長手方向の他端部に接合させて加硫接着する。この単一または複数の前記帯状ゴム様体7の一端部と他端部同士を互いに一体化するようにして製品を構成する。上記の製造方法において、帯状ゴム様体7の接合面14と製品の外面となる製品外面2Aとの境界線Bを冷却ゾーンC内でかつ加熱ゾーンHから離れたところに位置させた状態で当該接合面14を帯状ゴム様体7の他端部に加硫接着させる。
(もっと読む)
熱可塑性無端ベルトの製造装置、及び、熱可塑性無端ベルトの製造方法
【課題】ベルト用基材をほぼ均一な加熱温度で加熱加圧することのできる熱可塑性無端ベルトの製造装置及び熱可塑性無端ベルトの製造方法を提供する。
【解決手段】熱可塑性無端ベルト製造装置1は、熱可塑性を有するベルト用基材のベルト長さ方向に関する両端部が突き合わされた無端ベルトを製造するための装置である。熱可塑性無端ベルト製造装置1は、相対向して配置され、ベルト用基材20Aの突き合わせ部23Aを加熱するための1対の熱盤2と、突き合わせ部23Aのベルト長さ方向に関する両側部分を冷却する冷却部4、5と、1対の熱盤2の対向面10、11にそれぞれ接するように配置され、突き合わせ部23Aを加熱しつつ挟持押圧する1対の金型3とを備えている。1対の金型3は、冷却部4、5には接していない。
(もっと読む)
変性PTFE枠形状成形品及びその製造方法。
【課題】大型の設備を必要とせず、軽微な設備・治具を用いた、後加工での材料ロスを少なくした、接合強度の高く気密性の高い変性PTEF枠形状成形品の製造方法を提供する。
【解決手段】変性PTFE樹脂をシート状成形体に成形し、これを焼成して変性PTFE樹脂シート焼成体を作製し、この焼成シートから所望の型枠形状成形品の一部を構成する複数の細片形状物を切り出し、この細片形状物の端面同士を接合しその上下・左右を取り囲むようにして金型内にセットして拘束状態とし、さらに端面同士を接合した細片形状物の長さ方向も拘束状態とし、その後、細片形状物の取り囲む金型に装備したヒータで細片形状物の接合部近傍を加熱して細片形状物の端面同士を融着して接合し、その後接合部近傍を冷却する。
(もっと読む)
31 - 40 / 82
[ Back to top ]