
国際特許分類[B29C70/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074)
国際特許分類[B29C70/06]の下位に属する分類
母材の中に異なる形状の繊維補強材が組み合わされて含まれ,一層以上の層をなしており,非補強層があるもの,あるいはないもの。
繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/06]に分類される特許
501 - 510 / 534
FRP構造体、並びにFRP構造体の製造装置及び製造方法
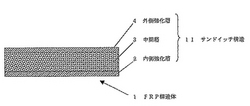
【課題】FRPを用いる構造体は、ガソリンスタンドの地下油タンクや消防用の地下水槽などの構造物に利用されているが、剛性や外圧座屈強さが要求される。他方、FRP、熱可塑性プラスチック等からなる樹脂成形物の廃材を有効活用すべきとする要請が高まっている。廃FRPを有効利用しつつ、安価で高剛性のFRP構造体を得ることを目的とする。
【解決手段】FRP構造体1において、外側強化層4と内側強化層2との間の中間層3とを備えるサンドイッチ構造11とし、このサンイッチ構造では、外側強化層4により構造体1に必要な剛性、引張応力、曲げ応力等を確保し、複数の樹脂層を備える中間層により構造体に必要な圧縮・せん断強さを確保する。中間層内の樹脂層は、50重量%以上の高含有率で樹脂成形物(FRP廃材、熱可塑性プラスチック廃材など)の粉砕物又は粉体が配合され、必要な圧縮・せん断強度を有する構造を維持している。
(もっと読む)
衝撃吸収部材の製造方法

【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
コイルワイヤ補強ゴム部材の製造方法及び装置
【課題】コイルワイヤのループ部間の寸法のバラツキを抑制し、寸法安定性を改善することが可能なコイルワイヤ補強ゴム部材の製造方法及び装置を提供する。
【解決手段】未加硫ゴムシート2,3間に偏平コイル状に延在するコイルワイヤ4を挟み込んで構成したコイルワイヤ補強ゴム部材1を製造する方法であり、ガイドフランジ62をプレス面60の両側に突設した第1プレスロール18と、第1プレスロール18に対面して配置した第2プレスロール20を使用する。予め偏平コイル状に癖付けされた長尺のコイルワイヤ4を自重により順次落下させながら、第1プレスロール18のプレス面60上を搬送される一方の未加硫ゴムシート2上に載置し、次いで一方の未加硫ゴムシート2上に載置されたコイルワイヤ4上に他方の未加硫ゴムシート3を順次供給して第1プレスロール18と第2プレスロール20により圧着する。
(もっと読む)
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
成形用樹脂組成物および繊維強化プラスチック成形品の製造方法
【課題】 FRPを成形するに際し、常温あるいは硬化炉を用いた成形時に、表面が乾燥性に優れた、生産性の良好な成形用樹脂組成物及びこれを用いた繊維強化プラスチック成形品の製造方法を提供すること。
【解決手段】 (a)不飽和二塩基酸、飽和二塩基酸、ジアルキレングリコール及びアルキレングリコールを反応させて得られる数平均分子量が1000〜2500の不飽和ポリエステル、(b)ジシクロマレートを有する不飽和ポリエステル、(c)架橋性単量体、(d)0.5〜15ppmのナフテン酸銅、(e)金属石鹸として100〜500重量ppmのナフテン酸コバルト及びまたはオクテン酸コバルト、(f)30〜200ppmのオクテン酸カリウム、(g)0.01〜1.0重量%の水酸基末端の1,4ポリブタジエン、(h)パラフィンワックスを含有してなる成形用樹脂組成物およびこれを用いた繊維強化プラスチック成形品の製造方法。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
浴室床の成形装置及び成形方法
【課題】 部屋の間取り等に応じた所望の大きさの浴室床を比較的簡単に且つ安価に成形することのできる浴室床の成形装置、及びその装置を使用する成形方法を提供する。
【解決手段】 浴室床における床板及び排水口の表面形状を天地反転させてなる型形状を上面に有し、浴室床の面積よりも大きなベース型体11と、浴室床における溝部の形状に対応した突条の型形状を有し、ベース型体11に対して任意の位置に着脱自在に載置される置き型12とを具備する。特に、置き型12は、床板の一辺に対して略直角となる辺に溝部を成形するための部材で、且つ成形する床板の大きさに拘わらず一定寸法に設定された第一置き型24と、一辺または他辺に溝部を成形するための部材で、且つ成形する床板の大きさに応じて高さが設定される第二置き型25とから構成されている。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
航空機胴体の複合セクション、およびこのようなセクションを製造する方法およびシステムがここに開示される。本発明の一実施形態にしたがって構成された複合セクションは、外板および少なくとも第1および第2のスティフナ(730)を含む。外板は、軸周りに360°にわたって延在する連続的な表面を形成する複数の単方向繊維を含むことができる。第1のスティフナ(730)は、外板の内部表面に接合される第1のフランジ部分と、外板の内部表面から離れて内側に突出する第1の突起部とを含むことができる。第2のスティフナは、外板の内部表面に接合される第2のフランジ部分と、外板の内部表面から離れて内側に突出する第2の突起部とを含むことができる。本発明の一実施形態にしたがって胴体のセクションを製造する方法は、複数の未硬化のスティフナをマンドレルアセンブリ上に位置づけることを含む。方法は、複数の繊維トウをマンドレルアセンブリ上の複数の未硬化のスティフナの周囲に適用することをさらに含むことができる。  (もっと読む)
(もっと読む)
501 - 510 / 534
[ Back to top ]