
国際特許分類[B29C70/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074)
国際特許分類[B29C70/06]の下位に属する分類
母材の中に異なる形状の繊維補強材が組み合わされて含まれ,一層以上の層をなしており,非補強層があるもの,あるいはないもの。
繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/06]に分類される特許
481 - 490 / 534
強化プラスチック成形品
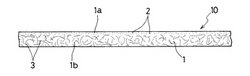
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
FRP複合物を製造する方法

【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
繊維補強樹脂製品の製造方法
【課題】現場への輸送が困難な長尺の繊維補強樹脂製品であっても、現場で一体物として容易に得ることができる繊維補強樹脂製品の製造方法を提供する。
【解決の手段】繊維補強樹脂製品に対して長さの一部を補強繊維のみとした半製品を現場に輸送し、現場において補強繊維のみの部分に樹脂液を含浸・硬化させる。補強繊維のみの部分の可撓性のために、折り曲げ等により全体的に外郭寸法を縮小できるから容易に輸送できる。更に、輸送先で製品の本来の形態に戻し、補強繊維のみの部分に樹脂液を含浸・硬化させて完成品とすることにより、現場への輸送が制限される長尺製品でも、連続した補強繊維に基づく繊維補強樹脂製品の有利性を保持させつつ工場内での取り扱いや輸送時の取り扱いの容易性を保証して現場での使用が可能となる。
(もっと読む)
繊維補強樹脂成形品の製造方法、並びに、中間成形品及びその製造方法
【課題】 長繊維で補強された繊維補強樹脂成形品を製造でき、非常に長いものや、途中で屈曲したり、ねじれたりする形状であっても、製造しやすく、強度の高い成形品の製造を可能とする。
【解決手段】 本発明の繊維補強樹脂成形品の製造方法は、中間成形品11を製造し、中間成形品11を用いて繊維補強樹脂成形品を製造する。この中間成形品11には、樹脂存在部20と樹脂非存在部21とを有し、樹脂非存在部21は繊維部23だけであるので曲げることができる。そのため、中間成形品11の移動や保管が容易であり、また、使用現場で樹脂非存在部21に樹脂を含浸させて成形することにより、全域に繊維部23が設けられた成形品を製造することができる。
(もっと読む)
電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法
【課題】繊維強化プラスチック板の製造後にも電気特性を任意に設定出来る電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法を提供する。【解決手段】電気特性変更可能な繊維強化プラスチック板1は、ガラス繊維,芳香族ポリアミド繊維等の補強繊維布に熱可塑性樹脂材料を含浸させた繊維強化プラスチック板1の内部に内径(0.7mm), 外径(0.85mm)から成る微細な中空ファイバー2を複数本並列に埋設して一体的に形成してある。中空ファイバー2の中空部2aには、中空ファイバー2の端末部から電気特性変更可能な繊維(例えば、アルミ繊維)や、電気特性を有する液体(例えば、磁性流体)を注入して電気特性を変更可能にするものである。このような繊維強化プラスチック板1を製造する場合には、補強繊維布に樹脂材料を含浸させた繊維強化シート1aに微細な中空ファイバー2を複数本並列に配設して複数枚形成し、この繊維強化シート1aを所定枚数積層させた後、加熱硬化することにより一体的に成形する。 (もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
FRP製グレーチングの成形方法
【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
航空宇宙応用分野のテープ材料を敷設するための装置
複数ヘッドテープ配置システム(100)は、いくつかのテープヘッド(102)を含む。各テープヘッドは、複合材料をマンドレルに搬送するための、ガイドシュート(116)および転圧ローラ(136)を含む。裏当ては転圧ローラに達する前に複合テープ材料から除去される。各テープヘッドはまた、裏当てが除去された後に、かつ材料が転圧ローラに達する前に、複合テープ材料を切断するように配置される、材料カッタ(138)を含む。材料カッタは、凸状の切断面を備えた湾曲したブレード(152)と、平坦なブレードが水平方向に揺動運動しながら湾曲したブレードを垂直に上下に通過するにつれ平坦なブレードの切断ブレードに沿って湾曲したブレードと多くても2つの接点で接触する平坦なブレード(156)とを含む。湾曲したブレードおよび平坦なブレードは、複合テープ材料を横に心ずれさせずに、複合テープ材料を2つの対向する方向に同時に切断する。 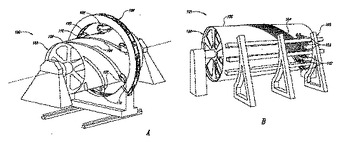 (もっと読む)
(もっと読む)
大型成形品生産型
【課題】多種類の周辺型を用意しておけば、共通型に対して周辺型だけを交換着脱することによりFRPのハンドレイアップ成形による多種類の大型成形品の成形に対応でき、型にかかるコストを低減できると共に型の保管に場所を取らない大型成形品生産型を提供する。
【解決手段】主要部4aと主要部4aの周辺に設けた周辺部4bとを一体に有し、主要部4aが共通形状で周辺部4bが異形状である多品種の大型成形品1をFRPのハンドレイアップで成形する生産型1である。そして大型成形品4の主要部4aに相当する部分を成形する共通型1aと周辺部4bに相当する部分を成形する多品種の周辺型1bを有し、共通型1aに周辺型1bを交換着脱自在に取り付ける。
(もっと読む)
481 - 490 / 534
[ Back to top ]