
国際特許分類[B29D30/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 空気タイヤもしくは中実タイヤまたはその部品の製造 (2,668) | 空気タイヤまたはその部品 (2,533)
国際特許分類[B29D30/06]の下位に属する分類
タイヤの組立て (1,265)
平らな形状のタイヤの拡張,例.フラットタイヤ法または二個のビードリングを一体的に被覆する方法により製造されたタイヤの拡張 (9)
織物挿入物,例.コードまたはキャンバス層 (226)
ビードリングまたはビードコア;そのタイヤを組立てる前の処理 (134)
未加硫トレッド,例.中古タイヤに対するもの;トレッドの再生 (490)
環状ブレーカー (18)
サイドウォール (87)
国際特許分類[B29D30/06]に分類される特許
101 - 110 / 304
空気入りタイヤ及びその製造方法
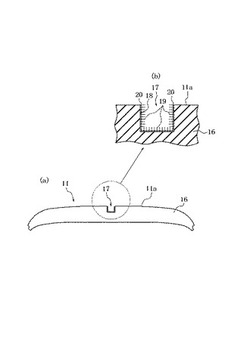
【課題】トレッドの周方向溝に起因する気柱共鳴音の発生を低減させた空気入りタイヤ及びその製造方法を提供する。
【解決手段】トレッド部11に、トレッド11aに開口しタイヤ周方向に連続するトレッド周溝17を有する空気入りタイヤにおいて、トレッド周溝17の溝面18の少なくとも一部に、溝面18の表面から立ち上がる毛状繊維19を有する。毛状繊維19は、溝面18の表面に設けられた繊維取付層20を介して溝面18に取り付けられており、繊維取付層20は、溝面18の表面処理を行う表面処理層及び毛状繊維19を溝面18に接着する接着層からなる。
(もっと読む)
タイヤトリミング装置、およびスピュー除去方法

【課題】 加硫後に金型から取り出したタイヤに形成されたスピューを切除し、タイヤのインナーライナー側の空間に入り込んだスピューの切除片を確実に取り除く。
【解決手段】タイヤトリミング装置1は、搬送されてきたタイヤ100の径方向を鉛直方向に一致して配置した状態で、押さえロール31,32と駆動ロール41,42とで挟み、スピューカッター10A,10Bをタイヤ100の表面に当てた状態で、駆動ロール41,42を回転させて、タイヤ100とスピューカッター10A,10Bとを相対的に移動させながらスピューを切除する。このとき、タイヤトリミング装置1は、タイヤ100のインナーライナーの表面(タイヤ内側という)に向けて噴射器60から気体を噴射し、タイヤ内側に入り込んだスピューの切除片を吹き飛ばし、キャッチャー70で受け止める。
(もっと読む)
タイヤ成型設備
【課題】成形ドラム面に一定のテンションでストリップゴムを貼り付けることが可能なタイヤ成型設備を提供する。
【解決手段】タイヤ内面形状に対応した曲面を有する成型ドラム1と、成型ドラム1の表面にストリップゴムを押し出す押出機2と、押出機2と成型ドラム1を駆動する駆動装置12と、を備え、駆動装置12は、押出機2を成型ドラム1に対して前進・後退させるための押出機駆動部11と、押出機2のスクリュー2cを回転させるスクリュー駆動部10と、成型ドラム1をドラム軸1a周りに回転させるドラム回転駆動部12と、成型ドラム1を左右方向に移動させるための第1ドラム駆動部15と、成型ドラム1を垂直軸周りに回転させる第2ドラム駆動部14と、成型ドラム1を垂直軸に対して、押出機2に近づく側と遠ざかる側の間で傾斜させる第3ドラム駆動部13と、傾斜角度θの大きさに対応して、スクリューの回転数を制御する制御部20と、を備えた。
(もっと読む)
生カバー変形矯正装置
【課題】生カバーを加硫装置にセットする前に、生カバーの変形を矯正してタイヤ品質を確実に向上させることができる生カバー変形矯正装置を提供する。
【解決手段】タイヤ加硫装置に生カバーを供給するバーチカルローダーに設けられる生カバー変形矯正装置であって、前記生カバーの上ビード部を係止して前記生カバーを吊り上げる上係止体を有する装置本体と、前記装置本体の下側に配置され、前記生カバーの下ビード部を係止する下係止体を有する調整体と、前記上下の係止体間の鉛直方向の距離を変更することにより、前記生カバーの変形を矯正する距離変更手段とを備えていることを特徴とする。
(もっと読む)
タイヤコードのエンズ測定装置及びこれを用いたエンズ測定方法
【課題】タイヤコードのエンズを容易に測定しうる測定装置32の提供。
【解決手段】このエンズ測定装置32は、多数の、有機繊維からなるコードを含む構成部材を備えるタイヤにおいて、この構成部材の単位幅あたりに含まれるコードの本数を測定しうる。この測定装置32は、照明92と、カメラ94と、コントローラー104とを備えている。この照明92は、半球状の反射面と、この反射面に向かって光を照射しうる光源とを備えている。このカメラ94は、この反射面の中心に位置している。このタイヤを切断して形成されたサンプル122の、上記構成部材を含む切断面Sは、この反射面で反射した光で照らされる。このカメラ94は、この切断面Sの白黒の画像を撮影する。このコントローラー104は、この画像を2値化し、この画像に含まれるコードの本数を測定しうる。
(もっと読む)
空気インナーライナーの製造方法
【課題】空気インナーライナー用の動的加硫アロイを形成するには可塑剤が必須であるけれども、可塑剤はタイヤをつくるほとんどの後続の工程において問題を引き起こす。有用であると期待されることは、動的加硫アロイをタイヤ形成に使用する前に、それから可塑剤を低減しまたは排除することである。
【解決手段】本発明は、空気インナーライナー用の連続エラストマー長尺物を調製する方法であって、可塑剤およびエラストマーを含む連続エラストマー長尺物を用意する工程、該連続エラストマー長尺物をある滞留時間、該可塑剤の引火点の上15℃以下の温度で加熱する工程、および該長尺物を冷却して該連続エラストマー長尺物中の可塑剤のレベルよりも少ない可塑剤のレベルを有する熱処理された連続エラストマー長尺物を形成する工程、を含む方法に関する。ある実施形態では、熱処理された連続エラストマー長尺物または該熱処理された連続エラストマー長尺物を含む積層物は、最初に、切断されて空気インナーライナーユニットを形成し、該空気インナーライナーユニットをそれ自体に接合して空気インナーライナーを形成することができる。熱処理された連続エラストマー長尺物または該熱処理された連続エラストマー長尺物を含む積層物は、切断されてそれによってスリーブの形態にされて空気インナーライナースリーブを形成し、該スリーブはタイヤ中に組み込まれる。
(もっと読む)
タイヤ研磨装置
【課題】浮出しマークの表面形状が極端に変化したときであっても、削り込み精度を格段に向上させ、手直しが不要で生産能率を向上させることができ、また、砥石の細かな動きを可能にして研削精度を向上させることができるタイヤ研磨装置を提供することを課題とする。
【解決手段】タイヤを保持する上リムおよび下リムと、浮出しマークの表面形状を測定する表面形状測定手段と、表面形状測定手段による測定結果に基づいてタイヤ形状を変化させて浮出しマークの表面形状を調整するマーク位置修正手段とを備え、マーク位置修正手段は、上リムおよび下リムの間隔を調整するリム間距離調整機構と、上リムおよび下リムにより保持されてタイヤの内圧を調整する内圧調整機構とを備えていることを特徴とする。
(もっと読む)
インナーライナー用ポリマーシートの製造方法および空気入りタイヤの製造方法
【課題】加硫工程において、インナーライナーとインスレーションゴムまたはカーカスゴムとの間にエアーイン現象を生じさせず、かつインナーライナーとブラダーとの粘着を防止することができるインナーライナー用ポリマーシートの製造方法および空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー用ポリマーシートの製造方法は、スチレン‐イソブチレン‐スチレントリブロック共重合体99〜60質量%と、ポリアミドを分子鎖に含むショアD硬度が70以下のポリアミド系ポリマー1〜40質量%とを含むポリマー混合物からなる未加硫ポリマーシートを準備する工程と、未加硫ポリマーシートの一面に水溶性ペイントを2〜5回塗布する工程および離型用ゴムを0.001mm〜0.1mmの厚さで塗布する工程の少なくともいずれかとを含む。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
タイヤ、タイヤの製造方法、及び、タイヤ製造用成形型
【課題】タイヤ構成部材が熱可塑性材料で形成されていても、ビードコアの位置精度が高くしかもビードコアを露出させる部位がタイヤ構成部材に形成されないタイヤ、タイヤの製造方法、及び、タイヤ製造用成形型を提供することを課題とする。
【解決手段】空気入りタイヤ10は、熱可塑性材料からなるビードコア18と、熱可塑性材料からなるタイヤ骨格部材17とを備えている。タイヤ骨格部材17は、ビード部12を構成してビードコア18を覆っている。この空気入りタイヤ10を製造するには、タイヤ骨格部材17のうちビード部12の内側部分12Kを成形する。次に、内側部分12Kでタイヤ内側が覆われるビードコア18を熱可塑性材料で成形する。更に、外側部分12Jを成形してビードコア18のタイヤ外側を覆う。
(もっと読む)
101 - 110 / 304
[ Back to top ]