
国際特許分類[B29K27/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリハロゲン化ビニルを成形材料として使用 (350) | PVC,すなわちポリ塩化ビニル (94)
国際特許分類[B29K27/06]に分類される特許
21 - 30 / 94
廃材樹脂のリサイクル方法、及び樹脂積層材の成形方法

【課題】塩化ビニル系廃材樹脂の粉砕物の選別処理を不要とする又は大幅に簡略化することが可能で低コストのリサイクル方法、及び、樹脂積層材の生産性良い成形方法を提供する。
【解決手段】塩化ビニル系樹脂の廃材を粉砕してリサイクル樹脂とし、このリサイクル樹脂を未使用樹脂と共に積層押出成形し、リサイクル樹脂で成形されて少なくとも一部が表面に表出しない部分となるリサイクル層と未使用樹脂で成形されて外表面となる表面層とを有する樹脂積層材を形成する廃材樹脂のリサイクル方法であり、また、予めリサイクル樹脂と未使用樹脂との間の色差(△E1*)を測定し、得られた色差から成形後の樹脂積層材においてリサイクル層により色調に影響を受けない表面層の厚さを算出し、その算出された表面層厚さ計算値を表面層の厚さの目標値として積層押出成形を行う樹脂積層材の成形方法である。
(もっと読む)
合成樹脂製擬竹及びその生産方法

【課題】 断面円形にして長手方向所定間隔に竹節状微小隆起部を配置して擬竹としての剛性と胴縁への長手方向両端部に対する釘打ちによって割れやクラックの発生がなく且つ合成樹脂使用量を適正化した擬竹を提供する。
【解決手段】 熱可塑性合成樹脂製擬竹Aにあって、その単位長さ当りの標準重量を、擬竹Aの外径寸法との対比で、この外径寸法をミリメートル単位で表示したとき、その数値に対して4.4±0.5倍のグラム単位の数値による重量とし、合成樹脂使用量を該重量に設定して押出成形を行うようにする。外径寸法に応じて該倍率を順次漸増し又は段階的に増加することによって、擬竹Aの剛性と耐衝撃性を確保して、釘打ちによる割れやクラックを可及的確実に防止し且つ合成樹脂使用量を適正化した高品質の擬竹Aとすることができる。
(もっと読む)
硬質塩化ビニル系樹脂管の製造方法
【課題】塩化ビニル系樹脂管として優れた表面平滑性と耐久性とを併せもつ硬質塩化ビニル樹脂管の製造方法を提供することを目的とする。
【解決手段】塩化ビニルモノマー100重量部と、式 CH2=CH−SiRnX3-n(式中、Rは水素原子又は炭素数1〜3のアルキル基、Xは炭素数1〜3のアルコキシ基、nは0〜2の整数である。)で表されるビニルシラン化合物0.1〜10重量部を共重合して得られる架橋性塩化ビニル共重合体に、錫メルカプト系化合物と錫マレート触媒とを含有してなる塩化ビニル系樹脂組成物を押出機に供給し、押出成形時にベント孔から減圧して管状成形体を成形し、その後、該管状成形体を架橋処理することを含む硬質塩化ビニル系樹脂管の製造方法。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
条導体を備えたプラスチック表皮材
導電性材料とプラスチック表皮材のプラスチック材料の混合物からなる領域がプラスチック表皮材内に配置されている、コーティングされた物品の表面被覆材としての単層または多層のプラスチック表皮材。
 (もっと読む)
(もっと読む)
窓枠
【課題】 主層とその表面に積層された表面層とから構成された複数個の合成樹脂製枠部材を相互に接合して形成された窓枠において、相互に押し付けて接合した枠部材の表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】 表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、溶着バリを冷却した後に溶着バリを切除する。
(もっと読む)
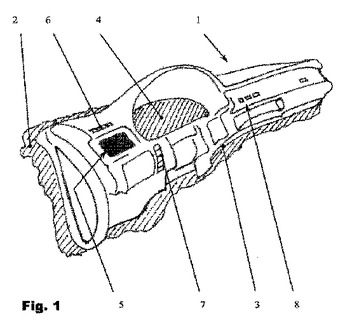
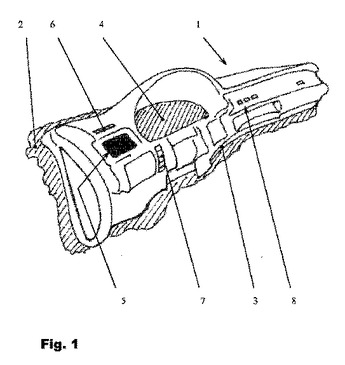
電界発光素子を備えたプラスチック表皮材
埋め込まれた面状の電界発光素子を有し、この電界発光素子5、6、7、8の外側の機能層または支持体層が、成形表皮材の粉末状プラスチック材料とほぼ同じプラスチック材料から製造され、まだ完全に硬化および冷却されていない成形表皮材に取付けられる、オフツールの成形表皮材1を製造するための方法。
 (もっと読む)
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:2.5〜1:4.5である。これにより、第2の原料(再生原料)の含有率を比較的高くした場合でもブレークスルーの発生を抑えることができる。
(もっと読む)
超疎水性ポリマー加工物
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
21 - 30 / 94
[ Back to top ]