
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
141 - 150 / 867
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
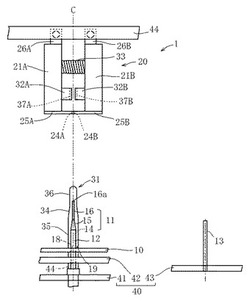
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
ターンアップ装置

【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
熱可塑性樹脂組成物とゴム組成物の積層ホース
【課題】熱可塑性樹脂組成物とジエン系ゴム組成物との接着に溶剤系接着剤を使用しないで製造される熱可塑性樹脂組成物とジエン系ゴム組成物との積層ホースを提供する。
【解決手段】熱可塑性樹脂組成物(a)からなる樹脂層2と液状ポリマー組成物(b)からなる接着層3とジエン系ゴム組成物(c)からなるゴム層4とが、ならびに所望により補強層5および被覆層6が、この順に積層してなる積層ホースであって、該液状ポリマー組成物(b)が該熱可塑性樹脂組成物(a)中の熱可塑性樹脂が有する官能基(A)と親和性または反応性を有する官能基(B)を有し、かつ、ブタジエン単位中の1,2−結合単位含量が25mol%以上である変性液状ポリブタジエンを30質量%以上含有し、ならびに該液状ポリマー組成物(b)および/または該ジエン系ゴム組成物(c)が架橋剤を含む、ことを特徴とする積層ホース。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
複合管の製造方法
【課題】目やにの発生を少なく抑え、ロングラン性に富んだ複合管の製造方法を提供することを目的としている。
【解決手段】架橋ポリエチレン管6bの周囲を囲繞するように、ポリプロピレンを含有する熱可塑性樹脂エラストマーを主成分とし、発泡剤を含む発泡性樹脂組成物を管状に押し出すとともに、発泡倍率1.5〜3.0倍に発泡させて管本体の周囲を囲繞する発泡樹脂保護層7aを形成する複合管7bの製造方法であって、前記発泡性樹脂組成物が、発泡剤として、発泡開始温度が170℃以上、最大発泡温度が190℃〜230℃である熱膨張型発泡粒子を含むとともに、熱膨張型発泡粒子を融点が110〜130℃の熱可塑性樹脂からなるベース樹脂中に分散混合してマスターバッチ化した熱膨張型発泡粒子マスターバッチと他の成分とを混合して得られることを特徴としている。
(もっと読む)
管状体及びその製造方法
【課題】強度及びボイド率を改善しうる管状体及びその製造方法の提供。
【解決手段】本発明の製造方法は、マンドレルに、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体を得る工程と、上記中間成形体に、張力を付与しつつラッピングテープを巻き付ける工程と、加熱により上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレルの引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープの基体のベースポリマーは、ポリオレフィン系樹脂及び/又はポリエステル系樹脂である。上記硬化工程は、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、120℃以上200℃以下の温度で5分以上20分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
押出成形金型の肉厚調整構造
【課題】シームレス製品の肉厚を調整できる領域を所望に画定でき、しかもシームレス製品の全周の肉厚を高い精度で均一化できる押出成形金型の肉厚調整構造を提供する。
【解決手段】肉厚調整構造1は、押出成形金型9のマンドレル5と、マンドレル5に内周面11を近接させるアジャストリング13との間に確保される熱可塑性樹脂の吐出口17の広さを調整するものである。アジャストリング13は、マンドレル5の周りに周回する外側面27からマンドレル5へ向けて複数のスリット29を切り込まれた割頭部21と、割頭部21を押出成形金型9のダイボディー3に連結し割頭部21がマンドレル5に進退するよう弾性変形する可撓縮径部23とを備える。
(もっと読む)
中空体の製造方法
【課題】内径及び肉厚が均一で、かつ内面の平滑性に優れた熱可塑性樹脂製の中空体、特に屈曲部を有するパイプ状の中空体を、射出成形にて製造する。
【解決手段】一端にフローティングコア6を備えた加圧ポート4を有し他端に排出口5を有する型キャビティ2を備えた金型1の型キャビティ2内に、溶融樹脂8を射出した後、加圧ポート4から加圧流体を圧入して、フローティングコア6を排出口5側に移動させると共に排出口5から溶融樹脂8を押し出させる工程を有する中空体の製造方法において、
フローティングコア6は、円柱部と、円柱部の一方の面に連接し、円柱部の中心軸と垂直な断面積が円柱部の一方の面側から漸減する形状を有する頂部からなり、円柱部の直径をAとした時、円柱部の高さは0.1A〜1A、頂部の高さは0.3A〜1.6Aである中空体の製造方法。
(もっと読む)
ポリテトラフルオロエチレン(PTFE)管
【課題】本発明は、気体に対する改善された透過抵抗を持った管を提供することを目的とする。
【解決手段】本発明は、ポリテトラフルオロエチレン(PTFE)管に関し、さらに詳しくは、可撓性ホース用PTFE管に関する。特に、本発明は、ホース編組外皮、外面ホース保護材、端部付属品からさらになる補強されたホース集合体の生産の際に使用するための円滑穴を有するPTFE管に関する。PTFE管は、外面の谷部および山部からなり、谷部壁厚W1を外面渦巻きに与えるように、管の領域が薄くされる工程によって、最初の壁厚W0および内径IDを有する非渦巻き管から取得できるPTFE管であって、渦巻きPTFE管が非渦巻き管と比較して、7.6%より大きい改善された透過抵抗を有し、その比較が、(i)等しい内径IDの、かつ(ii)単位長さ当たりのPTFEに等しい重量の、管との間でなされる。
(もっと読む)
難燃性熱可塑性エラストマー樹脂組成物およびその用途
【課題】
高い難燃性とノンドリップ性を有すると共に、耐熱老化性、柔軟性、靱性、耐摩耗性、弾性回復性に優れ、押出成形による電線被覆やチューブ成形、溶融紡糸加工によるモノフィラメントに適した難燃熱可塑性エラストマー樹脂組成物を提供する。
【解決手段】
主として結晶性芳香族ポリエステル単位からなる高融点結晶性重合体セグメント(a1)95〜45量%と、主として脂肪族ポリエーテル単位および/または脂肪族ポリエステル単位からなる低融点重合体セグメント(a2)5〜55重量%とを主たる構成成分とするポリエステルブロック共重合体(A1)および/または、ポリアルキレンフタレートおよび/またはその共重合体(a3)10〜50重量%および架橋可能なポリ(メタ)アクリレート、(メタ)アクリレート共重合体、ポリエチレン/(メタ)アクリレート共重合体から選ばれた少なくとも1種の(共)重合体(a4)50〜90重量%との混合物を、ラジカル発生剤の存在下に押出成形機内で溶融混合する際に動的架橋された熱可塑性エラストマー(A2)からなる熱可塑性エラストマーまたは組成物(A)100重量部に対して、リン系化合物難燃剤(B)10〜60重量部と、シリコーン系ドリップ防止剤(C)0.1〜10重量部と、耐熱剤(D)0.01〜10重量部を配合してなる難燃熱可塑性エラストマー樹脂組成物。
(もっと読む)
141 - 150 / 867
[ Back to top ]