
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
111 - 120 / 867
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
繊維強化樹脂製管用継手の成形方法

【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製管用継手が得られる成形方法を提供する。
【解決手段】管用継手の成形方法を、管用継手半割成形型1上に強化繊維基材2を積層して強化繊維基材層を形成し、この強化繊維基材層をバッグフィルム6で管用継手半割成形型1上に気密に覆うとともに、バッグフィルム6内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して管用半割継手部材を形成し、管用半割継手部材同士を合体するものとする。
(もっと読む)
既設管補修工法
【課題】新管と既設管との間に中間筒状体を介在させて既設管の補修を行う工法における新管の挿入動作の円滑化を図り、補修後の更生管の品質の安定化を図ることのできる既設管補修工法を提供すること。
【解決手段】既設管10内への新管20の導入前に、拡径された状態では少なくとも既設管10の内周面に全周が接触し得る外径を有する硬化性の中間筒状体12を未硬化状態で既設管内に導入し(中間筒状体導入工程)、該中間筒状体内12に新管20をその外周面が中間筒状体12内周面に密着するように挿入し(新管挿入工程)、中間筒状体12の内周面又は新管20の外周面の何れか一方に、新管挿入工程における中間筒状体12内での新管20の進行の円滑性を向上させる進行円滑化部(突出部材14等)を設置した。これにより、新管の進行の円滑化が図られ、中間筒状体の新管と既設管の間の間隙の充填機能部材としての品質を向上させることが可能となる。
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
幅広樹脂フィルムシートの製造方法及び製造装置
【課題】幅広樹脂フィルムシートが容易かつ安価に製造できる幅広樹脂フィルムシートの製造装置を提供する。
【解決手段】成形機本体3により溶融加圧された熱可塑性樹脂を、サーキュラダイ4により筒状に押し出しながら圧縮空気により膨張冷却して筒状樹脂フィルム7に成形する少なくとも2基のインフレーション成形機1と、複数の筒状樹脂フィルムを平板状に折り畳み、各筒状樹脂フィルムの一側縁が互いに近接して排出されるよう配置された複数の折込み手段10と、折込み手段より搬入された筒状樹脂フィルムの送り速度を同期させる同期手段12と、筒状樹脂フィルムの互いに近接する一側縁より重ね代L1だけ残して筒状樹脂フィルムを切開するスリット手段13と、重ね代を互いに重ねた状態で熱溶着することにより幅広樹脂フィルムシートを形成する溶着手段14とから構成した。
(もっと読む)
金属管と樹脂製保持部材との接合方法及び該接合方法により製作された接合体
【課題】保持部材の管内部にバリ等を発生させる心配がなく、金属管と保持部材とを短時間で簡便かつ確実に接合する方法及びその接合方法により製作された接合体を提供する。
【解決手段】本発明は、管保持孔5を内部に有する樹脂製保持部材2と金属管1との接合方法であって、金属管1の基端部に外方に突出した係合部3を設けておき、この金属管1を保持孔5に挿入して係合部3を保持孔5の壁部6に係合させる工程と、係合している壁部6を軟化させる工程と、壁部6を軟化させた状態で樹脂製保持部材2と金属管1との相対位置を変化させて、係合部3を壁部6内に埋設する工程と、壁部6を固化させる工程とを有することを特徴とする。
(もっと読む)
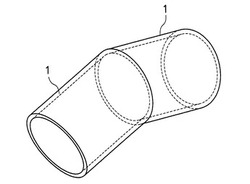
管継手及びその製造方法、並びに射出成形用金型
【課題】内側コーナー部が円弧状曲面の樹脂製管継手を、溶接・切削等の追加工を必要とせず、射出成形法により簡便に製作する技術を提供することを目的とする。
【解決手段】本発明の射出成形における金型、内筒体及び外包体(最終製品である継手に相当)の配置図に示されるように、まず、継手の内側コーナー部16に接する面が円弧状である内筒体11を金型にインサートする。内筒体11は外包体12との剥離性が良いシリコンが望ましい。また、内筒体の潰れ防止のためにコアピン19が挿入されている。内筒体11の回りに、例えばフッ素樹脂が充填され、管継手が成形される。成形品を金型から取り出し、コアピン19を除去、その後、内筒体11を引き抜いて取り除き、内側コーナー部16が円弧状曲面の外包体(管継手)が得られる。
(もっと読む)
熱可塑性樹脂管の回転摩擦接合方法
【課題】熱可塑性樹脂管同士、熱可塑性樹脂管と継手とを中間部材を介して良好な接合を施すことができる熱可塑性樹脂管の回転摩擦接合方法を提供すること。
【解決手段】各々の熱可塑性樹脂管(ポリエチレン管1)の端部外面1aに所定角度のテーパー加工を施し、中間部材(ソケット3)の二箇所の接合部内面に所定角度のテーパー穴加工を施し、熱可塑性樹脂管(ポリエチレン管1)のテーパー部1bを中間部材(ソケット3)のテーパー穴3aに夫々挿入した状態で熱可塑性樹脂管(ポリエチレン管1)に対し中間部材(ソケット3)を回転させつつ熱可塑性樹脂管(ポリエチレン管1)の軸心方向に所定の圧力を加えて摩擦運動をさせて摩擦接触部分を発熱・溶融させることにより、熱可塑性樹脂管(ポリエチレン管1)同士を中間部材(ソケット3)を介して接合する。
(もっと読む)
押出成形金型、押出成形装置および医療用チューブ
【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
111 - 120 / 867
[ Back to top ]