
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
11 - 20 / 867
筒状部材の製造方法および製造装置
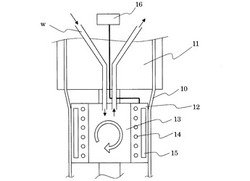
【課題】筒状部材を構成する樹脂の材質によらず、筒状部材の寸法や物性を適切に制御することができる筒状部材の製造方法および製造装置を提供する。
【解決手段】樹脂材料を、環状ダイスを介して筒状に押出して筒状押出物10を得る押出工程と、押出された筒状押出物10の内周面をマンドレル12の外周面に接触させて冷却する冷却工程と、を含む筒状部材の製造方法である。マンドレル12として、冷却媒体を循環させる冷却部13と、冷却部の外周に配置されたヒータ14と、ヒータの外周に配置された熱媒体層15と、を備えるものを用いる。
(もっと読む)
ポリウレタン系ポリマーを用いた長期薬物輸送装置の製造
【課題】ある長期間一定の割合で、生物学的に活性な化合物を輸送するための薬物輸送装置の提供。
【解決手段】1)容器を有し、前記容器は、2)少なくとも1つの活性成分と、任意で3)少なくとも1つの薬学的に許容な担体とから構成され、ポリウレタン系ポリマーで覆われている容器。ポリウレタン系ポリマーとしては好ましくは、熱可塑性ポリウレタンと熱硬化性ポリウレタンから選択され、それらは更に好ましくは、マクロジアル(macrodials)、ジイソシアン酸塩、二官能鎖エキステンダー(difunctional chain extenders)、又はそれらの混合物から作られる。
(もっと読む)
芯体、管状体の製造方法

【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
樹脂パイプの保管棚及び製造方法
【課題】樹脂パイプを保管棚により直線状の形状で保管する。強度の高い保管棚を簡易に形成する。
【解決手段】保管棚10は、直線状の樹脂パイプPを保管する。保管棚10は、断面六角形状の複数の収容室14と、複数の区画部材20とを備えている。複数の収容室14は、直線状の樹脂パイプPを寝かせた状態で収容する。複数の区画部材20は、収容室14を区画する周壁21からなり、周壁21の位置を合わせてハニカム状に組み合わされる。周壁21は、六角形の辺の一部を削除して開放部22が設けられた断面形状に形成される。周壁21の開放部22は、隣接する区画部材20の周壁21により塞がれる。
(もっと読む)
ゴムホースの製造方法、ゴムホース、及び端子金具付きゴムホース
【課題】製造スペースを低減しながら、第1及び第2の編組層を一体化して耐久性を向上させることが可能なゴムホースの製造方法及びゴムホースを提供する。
【解決手段】ゴムホースの製造方法は、ゴム内管2の外周側に第1の編組層31を形成し、第1の編組層31の外周側に熱可塑性樹脂層30を形成し、熱可塑性樹脂層30の外周側に第2の編組層32を形成し、第1の編組層31の外周側にゴム外管4を形成して、積層構造体10を形成する積層構造体形成工程と、積層構造体10を熱可塑性樹脂層30が軟化する温度以上に加熱することで、ゴム内管2及びゴム外管4を加硫させる加硫軟化工程と、熱可塑性樹脂層30を軟化させることにより、糸状体310,320の編目31a,32aに浸透した軟化状態の熱可塑性樹脂を固化することにより、第1及び第2の編組層310,320を一体化させる一体化工程と、を有する。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
高圧電線保護管
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
樹脂管の加工装置
【課題】操作性の悪化等を招くことなく大きな推進力で治具を推進させ、樹脂管の端部を適切に加工することができる樹脂管の加工装置を提供する。
【解決手段】加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、を備えており、推進機構37は、人手による操作力を増幅して拡径治具38を推進させるための推進力に変換する第1増幅部52と、第1増幅部52よりも高い増幅率で人手による操作力を増幅して推進力に変換する第2増幅部53と、を備える。
(もっと読む)
樹脂管の加工装置
【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
11 - 20 / 867
[ Back to top ]