
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
71 - 80 / 867
熱可塑性樹脂製フィルムの製造方法
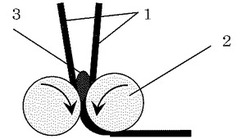
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
網状パイプ材の製造装置および製造方法

【課題】 押出成形機による単位時間当たりのダイからの押出吐出量が一定であっても、パイプ材の胴部に均一な網状部分を高精度に成形することができ、かつ、一つのパイプ材に異なる形状および間隔の矩形開口部を有する複雑なものも簡単に成形することができる網状パイプ材の製造装置および製造方法を提供すること。
【解決手段】 押出成形機1と;金型移動機構2と;引取機構3と;制御コンピュータ4とを具備して構成し、この制御コンピュータ4にはメニュー手段41を備えており、パイプ材の網状部分における矩形開口部Aの形状および間隔についての、異なるパターンに対応する各成形条件を定義した成形条件情報(M1・M2…)からなる成形条件データベースMを記憶して、この成形条件データベースMの中から異なる成形条件を複数組み合わせることによって、異なる矩形開口部Aの形状および間隔を有する網状パイプを成形可能にする。
(もっと読む)
油圧ホースおよびその製造方法
【課題】スパイラル補強層相互の層間の薄肉化を図れ、ホースの構造体としての強度を高める上で極めて有利となり、しかも、耐熱性に優れる油圧ホースを提供すること。
【解決手段】内面ゴム層形成用のチューブ30の上に最も内側のスパイラル補強層形成用の帯状部材20Aから最も外側のスパイラル補強層形成用の帯状部材20Dまで螺旋の向きを逆にして螺旋状に巻き付けられ、その上に外面ゴム層形成用のチューブ32が被せられ、かつ、最も内側のスパイラル補強層形成用の帯状部材20Aは、ゴム部2202をチューブ30に向けてチューブ30の上に巻き付けられる。このような状態でチューブ30、32と共に加硫されることで、内面ゴム層12、複数のスパイラル補強層14A、14B、14C、14D、外面ゴム層16からなる油圧ホース10が形成されている。
(もっと読む)
筒状部材成形用金型構造
【課題】コア金型に曲げ変形が生じることを防止でき、精度よく筒状部材を製造することを可能にする筒状部材成形用金型構造を提供する。
【解決手段】筒状のキャビティ金型と、このキャビティ金型の内孔に挿入設置されてキャビティ金型との間に射出空間を形成する棒状のコア金型10とを備え、射出空間に溶融樹脂を射出して筒状部材を成形するための筒状部材成形用金型構造であって、コア金型10の先端10b側に、コア金型10の先端10bから軸線O2方向外側に突出し、軸線O2中心の周方向に間隔をあけて配設された複数の突部19を備え、キャビティ金型の内孔にコア金型10を挿入設置するとともに複数の突部19をキャビティ金型の内面に当接させて、コア金型10の先端10b側を位置決め支持するようにした。
(もっと読む)
電子写真用中間転写ベルト、電子写真用中間転写ベルトの製造方法
【課題】多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトの提供。
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法の提供。
【解決手段】ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
(もっと読む)
熱収縮チューブの製造方法および製造装置
【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
閉断面ビーム要素を製造する方法及び押し出しデバイス
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
押出設備
本発明は、高温の軟化した粘性プラスチック材料を供給する押出スクリュー(12)と、押出スクリュー(12)と押出ヘッド(14)とを具備する押出設備(10)を提供する。押出ヘッドは、粘性プラスチック材料を受け入れる環状室(24)を具備する。粘性プラスチック材料は、一定期間内で、一定の温度で値miから一定値mcst(mcst>mi)まで変化する粘度を有する。押出設備は、更に、押出スクリュー(12)と押出ヘッド(14)との間にバッファー室(16)を設け、粘性プラスチック材料を一定期間貯留して、押出ヘッド(14)に投入される前に粘性プラスチック材料が粘度値mcstに到達する。 (もっと読む)
断熱パイプカバーの製造方法
【課題】発泡テープを一旦巻き取ったり、また短冊状に切り分ける等の工程を必要としない、断熱パイプカバーの製造方法を提供する。
【解決手段】巻回した樹脂発泡テープの側縁部を接合して断熱パイプカバーの製造する方法であって、押出機に発泡性樹脂を供給し、ダイから当該樹脂を押し出すと同時に発泡させて得た発泡テープを直接マントル成形機に供給し、マントル成形機上で隣接する発泡テープの側縁部同士を熱融着させながら発泡テープを並列巻回する断熱パイプカバーの製造方法。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
71 - 80 / 867
[ Back to top ]