
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
91 - 100 / 867
樹脂被覆鋼管の製造方法および製造装置
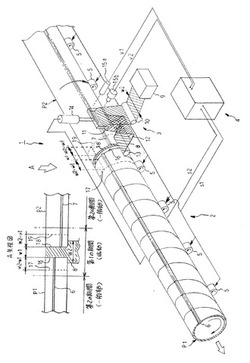
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
円筒ゴム用成形型及び円筒ゴム成形方法

【課題】分割型による高い加工精度や高コストで設置スペースが嵩み、不良品発生のおそれや外観が悪化し易い等の従来の不都合を解消し、構造の簡素化や廉価化、並びに不良率低減や外観向上が可能となる改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、下端部13が縮径され、かつ、下端が径外側に折り返されるアンダーカット面3bを有して下端窄まり筒形の成形面Mを持つ円筒ゴム用成形型にて、下端部13を形成するための下型4と、アンダーカット面3bより若干下から上端を外囲する上型1及び中型2と、アンダーカット面3bを備えるリング状のアンダーカット型3とを有して成り、アンダーカット型3の最小径部分の内径が、中型2の最大径部分の円筒ゴムDが弾性縮小変形可能な最小の外径以上の寸法に設定されている。
(もっと読む)
回転、屈曲等の稼働部に使用可能な高耐久性チューブ、及びその製造方法
【課題】過酷な屈曲、伸縮、捩れ等に耐えうる物性を有し、かつチューブ間又は他の部材との接触時の滑り抵抗が低減されたチューブを提供する。
【解決手段】複数のチューブが、両端が固定され、当該チューブ間で、及び/又は他の部材と接触するように束ねられている部位を有し、かつ前記両端の固定部が相対的に移動する動作を繰り返し行う稼動部を有する製品に用いられるチューブにおいて、熱可塑性ポリエーテルエステルエラストマーを押出成形して得られ、外側表面が梨地状に形成されているチューブ;並びにその製造方法。
(もっと読む)
耐食層を有する管状繊維強化複合材料
【課題】耐食層のピンホールやクラックの発生を抑え、管状繊維強化複合材料の耐食性能と耐圧力性能とを向上させることと、かつ生産効率の高い製造方法を可能とする管状繊維強化複合材料を提供する。
【解決手段】強化繊維およびマトリックス樹脂で構成され、その内部において、強化繊維およびマトリックス樹脂を共に含む強化層Aと耐食層Eとを形成しており、耐食層Aと強化層Aとの境界面に管状体の周方向に沿った強化繊維層を有することを特徴とする管状繊維強化複合材料である。
(もっと読む)
ポリオレフィン系スリーブ包装用熱収縮性フィルム
【課題】本やコミックのスリーブ包装に適した、透明性、光沢性、包装仕上がり性、溶断シール性に優れ、廃棄処分が容易でコスト面に優れたポリオレフィン系スリーブ包装用熱収縮性フィルムを提供する。
【解決手段】プロピレン系樹脂を主体とする層を少なくとも1層以上含み、チューブラー二軸延伸により縦横とも延伸倍率3.5〜6.0倍の延伸加工を施した後、縦方向に1.05倍〜1.5倍の延伸加工を施す事を特徴とするポリオレフィン系スリーブ包装用熱収縮性フィルム。
(もっと読む)
医療用チューブシール装置
【課題】複数種類のチューブやチューブ径の大きなチューブに対して比較的容易に対応することができる医療用チューブシール装置を提供する。
【解決手段】電極21,22を有するチューブ溶着部20と、電動シリンダ30と、電極21,22によって医療用チューブを挟んだときの、電動シリンダ30に加わる負荷を検出することにより、チューブの属性を識別するチューブ属性識別部50と、制御部90とを備える医療用チューブシール装置1。制御部90は、チューブ溶着動作制御機能と、電動シリンダ駆動制御機能と、最接近距離調整機能と、溶着時間調整機能とを少なくとも有する。制御部90は、チューブ溶着動作制御機能及び電動シリンダ駆動制御機能の発揮により、チューブ属性識別部50による識別結果に基づいて、チューブを溶着しているときの電極の移動速度を調整する。
(もっと読む)
ポリフェニレンスルフィド系熱収縮性チューブ、および、該チューブで被覆された部材
【課題】難燃性、耐熱性を維持しつつ、優れた収縮機能が付与されたポリフェニレンスルフィド系熱収縮性チューブを提供する。
【解決手段】ポリフェニレンスルフィド系樹脂(A)とリン系可塑剤(B)とを含んでなる樹脂組成物からなるポリフェニレンスルフィド系熱収縮性チューブにおいて、熱重量分析器によって、空気雰囲気下、10℃/分の昇温速度で20℃から600℃まで加熱した時の、5%質量減少時の温度T1と10%質量減少時の温度T2との差T2−T1を、10℃以上100℃以下とする。
(もっと読む)
既設管補修工法
【課題】新管と既設管との間に中間筒状体を介在させて既設管の補修を行う工法における新管の挿入動作の円滑化を図り、補修後の更生管の品質の安定化及び耐震性の向上を図ることのできる既設管補修工法を提供すること。
【解決手段】既設管10内への新管20の導入前に、厚さ方向に伸縮性を有し、膨張性部材を含む中間筒状体12を既設管10内に導入する中間筒状体12導入工程と、該導入された中間筒状体12が膨張する前に該中間筒状体12内に前記新管20を挿入する新管挿入工程とを含むことを特徴とする既設管補修工法により、新管を中間筒状体内に容易に挿入でき、更に、新管導入後に中間筒状体が膨張することで既設管と新管の間隙を埋め、新管の安定化、耐震性の向上図ることができる。
(もっと読む)
押出成形金型の温調構造
【課題】あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供する。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
(もっと読む)
円筒管内周面へのフッ素樹脂被膜の形成方法及び該方法により得られる内周面フッ素樹脂被覆円筒管
【課題】 種々の径の円筒管の内周面へフッ素樹脂被膜を均一且つ容易に形成することができるとともに、被膜形成対象となる円筒管の回転を不要とするフッ素樹脂被膜の形成方法及び該方法により得られる内周面フッ素樹脂被覆円筒管を提供すること。
【解決手段】 円筒管内周面にフッ素樹脂被膜を形成する方法であって、フッ素樹脂からなる熱膨張性チューブをその両端が該円筒管から突出するように該円筒管に挿通し、前記熱膨張性チューブが挿通された該円筒管の両端を被覆体で被覆して前記フッ素樹脂の融点未満の温度で加熱し、冷却した後に前記被覆体を取り外し、更に前記融点以上の温度で加熱し、該チューブを前記円筒管内周面に融着固定して被膜形成することを特徴とする円筒管内周面へのフッ素樹脂被膜の形成方法とする。
(もっと読む)
91 - 100 / 867
[ Back to top ]