
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
131 - 140 / 867
継手付チューブ
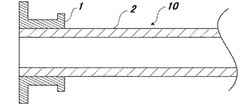
【課題】チューブと継手が良好な接着により一体化している継手付チューブを提供する。
【解決手段】少なくとも内層と外層の2層からなるチューブ1と、該チューブ1の少なくとも一箇所に射出成型によって形成された継手2とからなる継手付チューブ10であって、上記チューブ1の内層と外層が接着されているとともに、上記チューブ1の外層と上記継手2が同系の構成材料からなり、上記チューブ1の外層と上記継手2が接着されている継手付チューブ10。上記チューブ1の内層と外層が、電子線照射により共架橋されているか、同系の構成材料からなることか、共押出により成型されている継手付チューブ10。上記継手2が、SPSを構成材料として含み、上記チューブ1の外層が、スチレン系共重合体を構成材料として含む継手付チューブ10。
(もっと読む)
筒状体のレーザ加工方法と筒状体のレーザ加工装置

【課題】 円錐状の反射面に照射されるレーザ光線を中心位置に配置する筒状材の外周面や内周面・端面周囲に反射照射させるとともに高速スキャンで周回させて各面を変形加工・表面処理・熱処理・溶着させるレーザ加工方法とレーザ加工装置を提供する。
【解決手段】 レーザ発振器50から導き出されたレーザ光線Lをガルバノ機構30により円周軌跡S1で凹状の円錐反射筒90に周回照射させて円錐中心部91に集束させ、上記円錐反射筒の中心孔91に挿通させた筒状体の外周面P0を照射加工する筒状体のレーザ加工方法である。
(もっと読む)
合成樹脂製枠体の成形方法
【課題】 金型の構成要素を削減して、製造面で簡素で煩雑ではない、内側に開口部を有する合成樹脂製枠体の成形方法を提供する。
【解決手段】 溶融する樹脂を中心部から周方向に流して縁周ゲートから周形状のキャビティに注入され、キャビティに連通するゲートを樹脂の溶融状態においてゲートカットされ、合成樹脂製枠体を取り出す合成樹脂製枠体の成形方法であって、
上記ゲートカットが、キャビティ内に充填された後に、上動してきた環状の凸部がキャビティの注入口を閉塞する。
(もっと読む)
筒状部品
【課題】射出成形により成形される筒状部品にて、簡単な構成により形状精度のよい筒状部品を提供すること。
【解決手段】射出成形により成形される筒状部品である円筒部材10は、両端面が開放され、外周、もしくは、内周面に螺旋状の溝を有する筒状部と、上記筒状部中央の周方向に並び、上記螺旋状の溝を挟むように設けられた複数の凹部とを有する。複数の凹部を設けていることから円筒部材10は、成形時に中央部が相対的に高温にならず、端面部が相対的に低温にならず、成形収縮率が全体的に均一化し、形状精度のよい筒状部材が得られる。
(もっと読む)
電気融着装置の制御方法
【課題】最新のプログラムに従って電気融着装置を作動させることが容易となる電気融着装置の制御方法を提供する。
【解決手段】樹脂パイプ接続用の電気融着装置20と、該電気融着装置20の作動を制御するように施工現場に設置されたコンピュータ10と、インターネットのサービスプロバイダのサーバ32とを用い、該サーバ32に該電気融着装置20の制御プログラム及び制御用データを格納しておき、インターネット31を介して該制御プログラム及び制御用データを該コンピュータにダウンロードし、これに従って電気融着装置を作動させて樹脂パイプの接続を行う。
(もっと読む)
ポリエチレン製シラン架橋パイプの製造方法
【課題】耐久性、外観、押出し成型性に優れる給水給湯パイプに適したポリエチレン製シラン架橋パイプの製造方法を提供。
【解決手段】特定の要件を満たすポリエチレンをベース樹脂として用い、下記の工程を含むポリエチレン製シラン架橋パイプの製造方法であって、
(1)該ベース樹脂100重量部に対して、0.5〜10重量部の有機不飽和シラン化合物、0.01〜5重量部の有機過酸化物、0.005〜10重量部のシラノール縮合触媒との混合物を押出機内で加熱しながら溶融・混練・反応させ、パイプ状に押出す工程、
(2)その後押出されたパイプ状物を加熱して、シラノール縮合反応によりシラン架橋させる工程、
押出機中で、
1)有機過酸化物の1分間半減期温度より10℃以上低い温度で混合物をシラングラフト反応ゾーン前まで送り、
2)混合物の溶融・混練・シラングラフト反応を同時にシラングラフト反応ゾーンで行う、ことを特徴とするポリエチレン製シラン架橋パイプの製造方法。
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
製管装置
【課題】 過大な負荷のかかる接合機構部の外面ローラ周辺における剛性を高めるとともに既設管の内周面の凹凸や障害物等との接触を回避するように外面ローラを保護して、作業効率を高め、精度よく製管する。
【解決手段】 一実施形態としての製管装置1は、既設管200の内側に設置される成形フレーム2に、回転自在に軸支されて更生管130の内面に当接する複数の案内ローラ3と、巻回された帯状部材100の接合部同士を接合する接合機構部4とを備える。接合機構部4には、歯車機構を納めた箱体44に、帯状部材100を内側と外側とから挟み込む内面ローラ42及び外面ローラ43が片持ち状に軸支され、既設管200の内壁に接触して回転する送りローラ46が外面ローラ43と同軸上に設けられており、外面ローラ43の側部近傍には剛性を有する外装フレーム5が配設されている。
(もっと読む)
筒状製品を押出成形するダイ工具
ダイ工具が、該工具の長さに延びる一連の通路を形成することによって形成され、各通路は該工具のボディ部材内に円周が画定されている。好ましくは、通路は主として、穿孔方法を用いて形成される。通路は、一の又は複数の押出口に隣接する出口の所定パターンを画定している。入口と出口との間の通路は、一連の接続されたボディ部材内に形成することができ、各通路がそれぞれのボディ部材を通って延びている。この設計のダイ工具はより頑丈(robust)であり、製造の費用効率が高い。  (もっと読む)
(もっと読む)
加硫ゴム成型品の製造方法
【課題】離型剤がほとんど残留せず、亀裂の発生が効果的に抑制された高品質の加硫ゴム成型品を製造可能な、原料ゴムの挿入性及び製品の離型性(引き抜き性)の良好な加硫ゴム成型品の製造方法を提供する。
【解決手段】原料ゴムを用いて加硫ゴム成型品を成型するとともに、グリセリン、グリセリン誘導体、ポリグリセリン、ポリグリセリン誘導体、HLB値が14以上であるグリセリン脂肪酸エステル、及びHLB値が14以上であるポリグリセリン脂肪酸エステルからなる群より選択される少なくとも一種を主成分とする離型剤を使用して、加硫ゴム成型品を離型させる工程を有する加硫ゴム成型品の製造方法である。
(もっと読む)
131 - 140 / 867
[ Back to top ]