
国際特許分類[B30B15/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | プレス機の細部または付属具;プレス加工に関連する補助的手段 (1,036)
国際特許分類[B30B15/00]の下位に属する分類
ダイス;そのための挿入片;据付装置;モールド (142)
フレーム;案内装置 (56)
圧盤またはプレスラム (107)
付属工具,例.ナイフ;付属工具の取付装置
プレスに特に適用するブレーキ (24)
プレスに特に適用するクラッチ (13)
機械的に駆動されるプレスのための制御装置 (185)
流体で駆動されるプレスのための制御装置 (43)
プログラム制御装置 (9)
プレス機またはその部品のねじれ,損傷を防止する機構 (82)
プレス機への材料送り (32)
プレス機からの排出 (20)
プレス機またはその部品の加熱または冷却 (104)
国際特許分類[B30B15/00]に分類される特許
71 - 80 / 219
プレス成形システムおよびプレス成形システムの制御方法
【課題】 待機時間に真空室内への埃やゴミ等の侵入を減少させることのできるプレス成形システムおよびその制御方法を提供する。
【解決手段】 真空室2内で成形を行うプレス装置3が複数配設され、移載装置4,5により前記プレス装置3に対して成形品Pの搬入・搬出を行うプレス成形システム1において、プレス装置3の真空室2の扉12を開いて真空室2内から成形完了した成形品Pの搬出を行った後に前記扉2を閉鎖し、空の状態で待機させ、次の成形品Pを前記プレス装置3の真空室2内に搬入する前に前記扉12を開く。
(もっと読む)
加工装置

【課題】ワーク加工時に発生する振動による加速度やワーク加工時に発生する部材の変形などを利用して効率良くエコ発電を行なう。
【解決手段】ワークWを加工手段23,26により加工する加工装置10において、ワークWの加工時に発生する振動により加速度が印加される部材及びワークWの加工時に変形が生じる部材の少なくとも一方に発電素子GED1,GED2,GED3を取り付けることで、圧電素子や超磁歪素子などの発電素子により効率良くエコ発電できる加工装置10を提供する。
(もっと読む)
プレス加工用の潤滑油検知装置
【課題】油滴検知装置において、受光量が低下する場合及び異なる透明度の潤滑油を使用する場合にあっても、油滴を正確に検知できるようにする。
【解決手段】バックグラウンド計測部13が油滴センサ11から出力された信号の平均値を算出し、閾値設定部14が該平均値に基づいて油滴の通過判定に用いる閾値を設定する。第1比較回路15は、油滴センサ11からの出力信号と閾値とを比較し、該出力信号が閾値を越えている時間を閾値越継続時間計測部16が計測することにより、油滴を検知する。油滴センサ11の受光部11bが汚れた場合及び透明度の異なる潤滑油が使用された場合、油滴センサ11からの出力信号の平均値が変動するため、油滴の通過判定に用いる閾値が適正化され、油滴を正確に検知できるようになる。
(もっと読む)
プレス工程の合否判定方法及び装置
【課題】プレス工程の合否判定を簡易かつ高精度に実行する。
【解決手段】プレス工程の荷重プロファイル15において、ホールドすべき点として、サンプルホールド、変曲点ホールド、ピークホールド、極値ホールドを併用する(マルチホールド)。それぞれのホールド点に対応させて判定ウィンドウ100〜300を設定し、ホールド点が判定ウィンドウ100〜300内に含まれるか否かによりプレス工程の合否を判定する。
(もっと読む)
ハンドプレス機
【課題】多種多様なプレス対象を扱っても、確実にプレス回数をカウントすることができるハンドプレス機を提供すること。
【解決手段】加圧ヘッド22を支持する加圧ヘッド支持板21は、対向するスイッチ31をオンにする押し棒23を有している。スイッチ31を支持するスイッチ支持板15の下面にはコイルスプリング16が配置されている。コイルスプリング16は、加圧ヘッド支持板21をわずかに押し下げて、押し下げられた位置が加圧ヘッドの動作原点となっている。手動ハンドル13を押し下げて加圧ヘッドによりコネクタを基板に圧入した後手を離すと、反動で加圧ヘッド22とともに加圧ヘッド支持板21も上昇し、動作原点を超える。加圧ヘッド支持板21が動作原点を超えると、押し棒23はスイッチ31に当たり、スイッチ31をオンにする。手動ハンドル13から手を離さない場合は、動作原点を超えて手動ハンドル13を上昇させて、スイッチ31をオンにする。
(もっと読む)
プレス装置の金型脱着段取り方法
【課題】安価な汎用モータを用いて、金型脱着の段取りのためにスライドを精度よく停止できるようにすることである。
【解決手段】モータにシンクロモータを用い、このモータをスライドが上死点で停止している状態でリアクトル起動させて、このリアクトル起動中にモータ電源を遮断し、モータの回転数が所定の回転数に低下したときに、クラッチを接続してクランク軸を回転させ、入力データに基づいて、クラッチを切としてブレーキを作動させてクランク軸の回転を止め、スライドを所定位置に停止させることにより、スライドを停止させる前のクランク軸の回転を遅くするとともに、大きな慣性力のフライホイールと切り離し、安価な汎用モータを用いて、金型脱着の段取りのためにスライドを精度よく停止できるようにした。
(もっと読む)
プレス機検査装置
【課題】測定手段を一つだけ設けた状態でも一対の加圧部材どうしの傾斜角度を計測することが可能なプレス機検査装置を提供すること、および、加圧部材が一定の傾斜姿勢のまま移動する場合も傾斜角度を計測可能なプレス機検査装置を提供すること。
【解決手段】ワークに荷重を付与可能な一対の加圧部材15,16を、両加圧部材15,16どうしの距離を制御可能な状態でZ軸に沿って近接移動可能に備えているプレス機と共に用い、一方の加圧部材15の加圧面から他方の加圧部材16の加圧面に向けて垂直に延設された被計測面5aと、被計測面5aまでの横断距離を計測するべく他方の加圧面に支持された測距手段8a,8bと、一対の加圧部材15,16どうしの近接移動によって生じる横断距離の変化、および、一対の加圧部材15,16どうしの距離の変化に基づいて傾斜角度を算出する算出手段と、を設けた。
(もっと読む)
プレス機械とその制御装置
【課題】外力によるスライドの動作不安定を防止し、高品質のプレス製品の生産を可能にする。
【解決手段】プレス成型を行うための金型3と、金型3が取り付けられるスライド5と、スライド5を駆動するためのサーボモータ7とを備えるプレス機械10の制御装置17であって、制御信号値を出力する制御信号生成装置19と、入力された制御信号値に基づいてサーボモータ7への供給電力を制御するサーボモータ駆動装置21と、サーボモータ駆動装置21へ入力される制御信号値を補正する補正装置23と、を備える。補正装置23による制御信号の補正は、サーボモータ7からの駆動力以外にスライド5に作用する外力に応じて行われる。
(もっと読む)
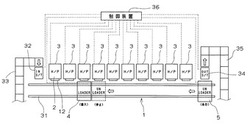
機械起動システムおよび機械起動装置
【課題】両手の操作で起動する機械を操作する者の安全を図れしかも予め定めた者だけが機械を起動させられるようにする機械起動システムを提供する。
【解決手段】機械起動装置は、各トランシーバからトランシーバ発情報が送信されたか否かを判定する判定手段(22L、23L、24L、25L、22R、23R、24R、25R、26)、と、各トランシーバからトランシーバ発情報が送信されたと判定された場合、機械を起動させる機械起動手段(27)を備える。
(もっと読む)
産業機械用アングルモニタ
【課題】プレス機や成型機などのように所定の周期動作を繰返す産業機械に設けられ、実行中の前記周期動作の位相角、たとえばスライドが、上昇した上死点にあるか、下降した下死点にあるかなどを表示するアングルモニタにおいて、作業性および利便性を向上する。
【解決手段】従来からのアングルモニタ部11に加え、前記周期動作の実行回数をカウントし、少なくともそのカウント値(実績値)を表示する稼働率表示部15を併設する。したがって、作業者はワークの取出しなどのために頻繁に確認するアングルモニタ部11の確認と同時に、必要に応じて、少ない目線移動で稼働率表示部15を確認し、その日の、或いはツール交換や消耗品の補給から等の実行回数を容易に確認でき、作業性および利便性を向上することができる。
(もっと読む)
71 - 80 / 219
[ Back to top ]