
国際特許分類[B65B35/24]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装される物品の繰出し,供給,整列または方向づけ (821) | 単一物品の供給,例.移送 (227) | 無端帯またはチェーンによるもの (67)
国際特許分類[B65B35/24]に分類される特許
31 - 40 / 67
物品の搬送装置

【課題】 無端状のままエンドレスチェーンの取外しを行なえるようにすること
【解決手段】 機枠31に対して片持ち支持された一対のスプロケットと、一対のスプロケットに掛け渡されたエンドレスチェーン18と、エンドレスチェーンの下側に配置されるチェーンレール50と、チェーンレールを上下方向に移動させる上下移動機構61,62と、一対のスプロケットの少なくとも一方を搬送方向に沿って移動可能とし、両スプロケットの間隔を変更可能とするシリンダと、を備える。下方位置に位置するチェーンレールは、エンドレスチェーンから離反して横方向の移動を許容する。このようにチェーンレールを下方位置に位置させると共に、シリンダを動作させてスプロケットを後退させ両スプロケットの間隔を短くする。よって、スプロケットに掛け渡されたエンドレスチェーンは、そのまま前方に取り外すことができる。
(もっと読む)
円筒状物品の搬送装置、搬送結束装置及び搬送識別装置

【課題】円筒状物品を所定位置まで又は所定経路に沿って確実に搬送することができ、円筒状物品を安定に搬送する円筒状物品搬送装置を提供する。
【解決手段】列設されたローラ群からなるローラ列上に円筒状物品4を載置して所定方向に搬送する円筒状物品搬送装置において、ローラ列を少なくとも左ローラ列と右ローラ列に分割して並設した並列ローラとし、左右ローラ列は独立駆動される左ローラ群3と右ローラ群5から構成され、対向する左ローラ20と右ローラ21の為す挟角が所定方向に開始挟角から終了狭角に達するまで順次小さくなるように変化する左右ガイドローラ群からなるガイドローラ部14を設け、円筒状物品を開始挟角から終了狭角まで搬送して円筒状物品を並列ローラの中央部に整列させることを特徴とする円筒状物品搬送装置2である。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
食材のカップ内落入装置
【課題】 本発明は走行するカップ内に食材をはみ出すことなしに落入させることを可能とした食材のカップ内落入装置を新規に提供するものである。
【構成】 本発明は走行するカップ内に上方の繰出口より順次繰出す食材を自動連続落入するようにした装置において、該食材を該繰出口より縦回転するバケットにて順次受取り、該バケットの縦回転下動時に位置決めバーにて該受取り食材を当て受けして位置決めしておいて直下のカップ内に自動連続落入するようにしたことを特徴とする食材のカップ内落入装置にある。
(もっと読む)
少なくとも2個の複合の垂直成形筒体を具備するパッケージ製造設備
少なくとも2個の複合の垂直成形筒体を具備するパッケージ製造設備であり、上記設備は、少なくとも2個のそれぞれ離れた平行な行路をなす移送器具D、D’を備えた、単一の、モータ駆動の、中央部を通るコンベヤーを具備し、一時的に停止しつつ前進する前記行路は、前記設備の中央にある主モータCによって駆動される、パッケー製造設備。 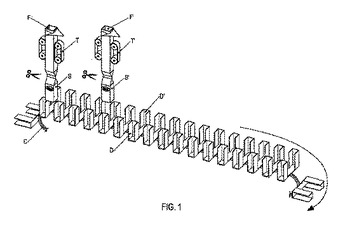 (もっと読む)
(もっと読む)
箱詰め装置
【課題】棒状体2を容器3に詰める箱詰め装置1において、設置面積の拡大を必要とせず、かつ低コストで、棒状体2の傷みやすさや詰込み状態の嵩高のようなバラ詰み方式の欠点を抑制する。
【解決手段】箱詰め装置1は、箱詰め位置5にて容器3の左端が右端よりも上方に配されるように容器3を水平方向に対して傾斜させる容器傾斜手段22を備える。これにより、傾斜した容器3に棒状体2が順次に供給されると、棒状体2は自重により容器3内を転がり、右下から左上に順次規則的に層状に詰まれていく。この結果、棒状体2が傷付いたり詰込み状態が嵩高になったりするのを抑制できる。また、容器傾斜手段22は、空気圧シリンダ26で容器3の一端を押し上げること等により簡便に構成できるので、設置面積を拡大することなく安価に設けることができる。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
横型製袋充填機の物品供給装置
【課題】物品が直接接触する送りコンベヤを、フィルムや製袋手段を脱着することなく外部に移動して、メンテナンスを容易に行なう。
【解決手段】機枠に配設した固定ガイド28,28に、移動手段22が前後方向にスライド自在に配設される。移動手段22の第2スライダ34,34に配設した基台36に、昇降体38が昇降自在に配設される。昇降体38に、送りコンベヤ18が着脱自在に配設される。昇降体38をエアシリンダ56で昇降動することで、送りコンベヤ18は、空所に臨んで供給コンベヤ12から供給される物品Wを筒状フィルムF中に移送可能な物品搬送位置と、それより下方に離間した降下位置との間を昇降動する。降下位置の送りコンベヤ18は、操作ハンドル46を把持して手前側に引張ることで、製袋手段10の一側方となる手前側の外部側方に離間した引出し位置に引出される。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
選果施設
【課題】
フリートレイ式の選果施設において、箱詰め部で果実を取り出した空トレイを循環コンベアに排出しやすくすることを課題とする。
【解決手段】
果実トレイt2から果実fを取り出された空トレイt2を等階級選別コンベア部6の後工程の空トレイ受けコンベア部7の空きスペースに供給する構成にすることで、空トレイ受けコンベア部7はスペースが多く空いているため空トレイ搬送コンベア22から空トレイt2を円滑に供給しやすくすることができる。
(もっと読む)
31 - 40 / 67
[ Back to top ]