
国際特許分類[B65B35/50]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装される物品の繰出し,供給,整列または方向づけ (821) | グループに物品を整列したり,物品をグループで供給したりすること (437) | 包装する前に単体物品または物品のグループを積み重ねるもの (52)
国際特許分類[B65B35/50]の下位に属する分類
底部からの積み上げ (11)
国際特許分類[B65B35/50]に分類される特許
1 - 10 / 41
物品供給方法およびその装置
【課題】複数品種の袋体を詰め合わせる。
【解決手段】第1袋体10が所定数連なった第1連包体12と、第1袋体10と異なる品種の物品が包装された第2袋体14が所定数連なった第2連包体16とを夫々形成する。各連包体12,16を、袋体10,14が重なるように折り重ね手段26,28で折り重ねる。折り重ね手段26,28から移送手段30,32で移送された連包体12,16を集合させて、供給コンベヤ34によって横形製袋充填機の充填位置Zへ向けて移送する。
(もっと読む)
箱詰装置

【課題】袋詰品を箱に隙間なく詰め込む。
【解決手段】箱詰装置は、載置面18aの両側に起立した一対の押圧体34,34によって、移送手段で載置面18aに段積みされた袋詰品12を両側から押圧可能な収容体18と、載置面18aに段積みされる袋詰品12の頭部を支持して、袋詰品12の姿勢を保つ支持手段44と、載置面18aに段積みされた袋詰品12を下方に抑える抑え体50と、収容体18の取出口18bに、開口10aを向けて箱10を配置する配置手段54と、収容体18を箱10に挿脱させる移動手段56と、取出口18bを下方に向けるように収容体18を回動する回動手段42とを備えている。
(もっと読む)
丁合い封書作製装置
【課題】封書を簡単に製造できる丁合い封書作製装置を提供する。
【解決手段】縦方向搬送部30は、下表紙3の左側縁部3Lに、接着材3aを縦方向Yに沿って塗布する下表紙−封入物接着材塗布部34と、接着材3aによって、下表紙3及び封入物4を接着して積層体5を作製する下表紙−封入物積層部35と、積層体5の下表紙3の右側縁部3Rに、接着材3bを縦方向Yに沿って塗布する第1下表紙−上表紙接着材塗布部37と、積層体5の封入物4の左側縁部4Lに、接着材4bを縦方向Yに沿って塗布する封入物−上表紙接着材塗布部38とを備え、左右方向搬送部40は、積層体5の下表紙3の縦方向Yの上下縁部3D,3Uに、接着材3cを左右方向Xに沿って塗布する第2下表紙−上表紙接着材塗布部43と、接着材3a,4b,3c,3dによって、上表紙2及び積層体5を接着して封書1を作製する積層体−上表紙積層部44とを備える。
(もっと読む)
包装袋の計数集積装置
【課題】省スペース化を実現した包装袋の計数集積装置を提供する。
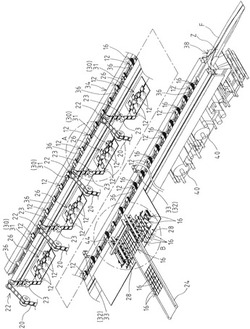
【解決手段】スティック型の包装袋pを複数列に亘って同時に製造しかつ間欠的に供給する包装機に付設された計数集積装置であって、開閉可能な底部を有し包装機から供給された包装袋pを各列に対応して収容する同列の下部収容室43と、下部収容室43の各底部を任意数開放して包装袋pを落下させる可動底板と、下部収容室列43Aの直下で循環走行可能に配され下部収容室43から落下した包装袋pを受けたのち集積部に移送して落とし込むコンベア60とが具備される。
(もっと読む)
搬送装置
【課題】大小二個の物品を重ねてセットにした状態で包装する場合であって、包装機で包装材料を切り離したりシールしたりする際に、物品の噛込みが生じることを防止する搬送装置を提供する。
【解決手段】搬送装置11は、第一および第二の物品XA1,XA2を重ねてセットにした状態で包装機14に順次供給する供給路15と、この供給路15の下方に沿って配置され、循環するように走行する第一および第二のチェーン16,17と、所定の間隔で第一のチェーン16に連結され、供給路15を走行することで供給路15に投入された第一の物品XA1を押し進める複数の第一のフィンガー25と、所定の間隔で第二のチェーン17に連結され、第一のフィンガー25に後続して供給路15を走行することで供給路15に投入された第二の物品XA2を押し進める複数の第二のフィンガー26と、を備えている。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
複数の食製品の半重ね方法及び装置
【課題】扁平状な食製品を半重ねする方法及び装置を提供する。
【解決手段】食製品5を搬送する搬送コンベア7の搬送方向に長い一対の製品受け部材23を開閉自在に備えた製品受け装置19における前記一対の製品受け部材23を、前記搬送コンベア7における搬送方向の上流側へ相対的に移動し一対の製品受け部材23を閉動作して、当該一対の製品受け部材23の長手方向の受け入れ位置に、食製品5を受け入れて保持する。次に、前記一対の製品受け部材23の長手方向の前記受け入れ位置よりも上流側の所定位置に対応する下方位置に、前記次の食製品5が達したときに、前記一対の製品受け部材23を開動作して、保持していた食製品5を前記次の食製品5に重ねる。そして、前記次の食製品5が前記受け入れ位置に対応したときに、前記一対の製品受け部材23を閉動作して重ねた状態の食製品5を受け入れて保持することを、複数回繰り返す。
(もっと読む)
教材用自動丁合装置
【課題】毎月大量に発送する教材を丁合するに紙製教材には自動投入機が開発されてきたが、近年多くなりつつあるブリスター成型品で成る教具については、手作業による丁合作業しかできなかった。それを紙製投入機と同様に自動投入できるように特別な自動投入機を開発して、それらを有機的に設置した全自動の教材用丁合装置を提供する。
【解決手段】包装機や封入封緘機の上流位置に配置され、一連の搬送路に臨んで紙教材用自動投入機とブリスター成型教具の自動投入機を配置し、更に前記ブリスター成型教具の自動投入機は、重ね合わせた教具の底面側縁部を支持する支持部材と、側縁部をして位置決めするガイド部材と、最下の底面を吸着して支持を解くとともに、突撃板の進入で完全離脱させ、搬送ベルトで搬出して投入動作をするように構成したことを特徴とする。
(もっと読む)
ロールぺーパーの積段装置
【課題】個々のロールぺーパーを隙間無く、安定して積み重ねることのできる積段装置を提供すること。
【解決手段】無端体を鉛直面内に張架するべく配置された複数のロータと、前記無端体に所定間隔で立設されるとともに、前記ロータ部においてロータの円弧中心角に従って拡開する挿入ロッドと、前記無端体を回転駆動する駆動機構とから構成され、前記挿入ロッドに装着されたロールぺーパーを積段するロールぺーパーの積段装置であって、前記ロータの内の一対は、水平に配置されており前記無端体に連結された挿入ロッドの内、水平を向いた挿入ロッドに順次複数のロールぺーパーを装着する装着部と、積段されたロールぺーパー群を挿入ロッドから外して袋詰めする袋詰め部とを備え、前記ロータの内の頂部に配置されロータにおいて、前記無端体に連結された挿入ロッドを順次鉛直方向に向けて、挿通された複数のロールぺーパーを自重で積段する積段部を備えたので、個々のロールぺーパーを隙間無く、安定して積み重ねることができる。
(もっと読む)
包装袋の集積装置
【課題】高速搬送されてもなお包装袋を所望の形態で集積できるようにする。
【解決手段】包装袋Wを一列に並んだ状態で給送する搬入コンベア10と、この搬入コンベア10から包装袋Wが一袋移載されるごとに包装袋Wにおける搬送方向に沿った長さよりも短い距離ずつ間欠移動し、かつ当該間欠移動に伴って互いに一部が重なり合う形態で積み重ねられた包装袋Wが所定数に達したところで所定数の包装袋Wを搬出位置に揃って移載すべく高速移動する集積コンベア15と、この集積コンベア15との間で包装袋Wを弾性的に挟圧可能で、かつ集積コンベア15と同期的に移動可能な保持用コンベア30とが具備されている。
(もっと読む)
1 - 10 / 41
[ Back to top ]