
国際特許分類[B65B57/02]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 結束または被包材料,容器または包装体の欠如,存在,異常な繰出または置き違えに応答するもの (279)
国際特許分類[B65B57/02]の下位に属する分類
さらにそのような材料,容器または包装体の繰出しの制御または停止の作動をするもの (24)
さらに包装される物品または材料,の繰出しの,制御または停止の作動をするもの (3)
さらに全体として機械の停止または速度制御作動をするもの (2)
国際特許分類[B65B57/02]に分類される特許
181 - 190 / 250
シュリンク包装体の包装欠陥検査方法及びその装置
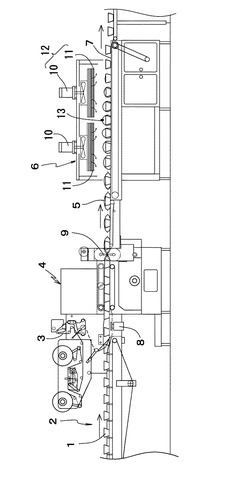
【課題】 包装体のどの個所に欠陥があっても、確実にその欠陥を検出することのできる包装欠陥検査方法及びその装置を提供する。
【解決手段】 シュリンクフィルム(3)で被包装物(1)を包被してなる包装体(5)を移動させる包装物移動手段(7)を配置し、その移動経路に対応して加熱手段(12)を配置してなる加熱装置(6)を有するシュリンク包装において、加熱装置(6)内の包装物移動経路に対応させて、包装体(5)のフィルム膨張度合いを検知する膨張度合い検知センサー(13)を配置し、包装体の膨張度合いを検出することで包装欠陥の有無を検出する。
(もっと読む)
加圧加工装置及びそれを備えた製品製造システム

【課題】所定の圧力で加圧加工がなされているか否かを確認することができる加圧加工装置を提供する。
【解決手段】加圧加工装置20は、中間部で軸支されたアーム部21aとその一端に設けられた第1加圧加工部21bとアーム部21aの軸支された中間部よりも他端側に設けられた動力源結合部21cとを有する第1部材21と、第1部材21の動力源結合部21cに結合され第1加圧加工部21bが加工位置と非加工位置との間で可動となるようにアーム部21aを回動させる回動動力源30,…と、回動動力源30,…によりアーム部21aが回動されて第1加圧加工部21bが加工位置に位置付けられたときに、第1加圧加工部21bとの間でワークを挟んで加圧加工する第2加圧加工部22bを有する第2部材22と、を備える。第1部材21のアーム部21aにおける軸支された中間部と第1加圧加工部21bとの間に歪み検知手段32が取り付けられている。
(もっと読む)
タバコ産業における商品の処理用自動機およびその相対的制御方法
【課題】安価に容易に提供するタバコ産業における商品の処理用自動機および関係する制御方法を提供することである。
【解決手段】本発明の自動機は、商品を生産するための、多数の材料が処理される生産ラインと、生産ラインに沿って置かれている多数の運転部材と、当該自動機の運転に関係しているデータ制御用制御ユニットと、レポートメッセージ;オペレータ介入リクエストメッセージ;生産カウンター;アナログおよびデジタル内部制御変数値;位置/速度信号;フォーマット変更リクエスト;移動先端リクエスト;および当該自動機の運転パラメータに属するデータを蓄えるメモリデバイスを有するユーザー・インターフェース・デバイスとを備えている。
(もっと読む)
封袋及び封袋の封止良否判定方法
【課題】封止部の良否判定の容易な封袋及び封袋の封止良否判定方法を提供する。
【解決手段】本発明の封袋1は、袋体2と袋体内に収容されて封じられた内容物3とで形成された封袋であって、内容物を封止する袋体の封止部4が内容物の漏れ検出用の漏れ検出物5を備えたことを特徴とする。本発明による封袋の封止良否判定方法は、上述の封袋において、内容物と封止部の漏れ検出物とが互いに接触したことによる漏れ検出物の形態変化の有無を良否判定基準としたことを特徴とする。
(もっと読む)
容器検査装置
【課題】ガイド部材が存在しても、容器側面の全範囲において傷等の欠陥の有無を確実に検出することのできる容器検査装置を提供する。
【解決手段】容器検査装置は、容器を検査区間を含む旋回経路に沿って搬送するメインロータ2と、旋回経路の外周側で該旋回経路に沿って円弧状に延び、かつ容器側面を支持するガイド装置と、検査区間での容器BTの側面画像を取得するカメラ6と、を備え、側面画像に基づいて容器BTを検査する容器検査装置1において、容器側面の、ガイド装置5が支持する位置の容器底部からの高さを、検査区間の複数地点A,Bで互いに変化させ、カメラ6を、複数地点A,Bでの容器の側面画像をそれぞれ取得する位置に配置する。
(もっと読む)
底部分離容器排除装置及びそれを備えた容器検査装置
【課題】 底部が分離した底部分離容器を、検査工程に入る前に搬送経路から排除可能な底部分離容器排除装置を提供する。
【解決手段】 本発明の底部分離容器排除装置1は、容器BTの底部と異なる部分を保持する保持状態と、前記容器BTを保持しない非保持状態との間で切替え可能な保持手段7,14,26を備え、該保持手段7,14,26前記容器BTを保持することにより、前記容器BTの底部を支持しない底部非支持領域θ2を含む搬送経路Rに沿って前記容器BTを搬送可能な搬送手段6,7,14,26と、前記底部非支持領域θ2において前記容器BTの底部の分離の有無を検出する検出手段20と、前記検出手段20によって底部の分離が検出された容器BTが前記保持手段7,14,26から解放されるように前記保持状態を切り替える保持切替手段31と、を具備する。
(もっと読む)
容器の搬送装置
【課題】所定の搬出位置からこの搬出位置から搬出すべき容器を確実に搬出することが可能な容器の搬送装置を提供する。
【解決手段】検査装置200の検査結果に基づいて壜BTを不良品搬出位置P2又は良品搬出位置P3から搬出する搬送装置1において、ポケットとポケットに取り込んだ壜BTを保持する保持状態及びこの保持を解除する解除状態に切り替え可能なチャック装置5とを有し、ポケットを搬入位置P1から不良搬出位置P2を経由して良品搬出位置P3まで搬送するホイールと、搬入位置P1と不良品搬出位置P2との間の解除位置P4にてチャック装置5を解除状態に切り替える保持解除部80と、解除位置P4から不良品搬出位置P2まで壜BTを案内する搬送ガイド90と、壜BTが良品と判断された場合に解除位置P4から不良品搬出位置P2に至る間でチャック装置5を保持状態に切り替える状態切替機構70と、を備える。
(もっと読む)
殺菌不良缶の検出方法及び空缶殺菌装置
【課題】 薬液を噴霧することによる空缶Ecの殺菌が不良の場合にその不良缶を確実かつ迅速に検出することを目的とする。
【解決手段】 空缶Ecを回転させながら殺菌液を噴霧し、その後、殺菌液を付着させた空缶Ecに熱風を吹き付け空缶Ecに付着した殺菌液を分解、除去する空缶Ecの殺菌工程における殺菌不良缶の検出方法において、搬送経路に沿って移動する空缶Ecに対し、搬送経路途中の所定位置で複数配列されたセンサPH1,PH2,PH3,PH4により移動中の空缶Ecを吸着保持する吸着パッド28の回転状態を非接触で各缶毎に順次検出し、各センサPH1,PH2,PH3,PH4の検出信号が、全て遮光状態または全て入光状態にある時に、吸着パッド28で吸着させた空缶Ecを殺菌不良缶と判定する。
(もっと読む)
キャップの斜め嵌合検査方法及び検査装置
【課題】キャップの斜め嵌合を確実に検査し得るキャップ斜め嵌合検査方法及び斜め嵌合検査装置を提供する。
【解決手段】容器110の口頸部112に嵌合されるキャップ100の斜め嵌合検査方法であって、キャップ100に向けてキャップ100によって一部遮られるように所定幅の光束Lを照射し、容器110を中心軸Nを中心にして回転させ、回転中の一部遮られた状態で反対側に到達する光束の光量Qの最大値と最小値の差に基づいて斜め嵌合か否かを判定することを特徴とする。
(もっと読む)
逆止弁検査装置とその方法
【課題】 逆止弁の不良品を確実に検出できる逆止弁検査装置を提供する。
【解決手段】 逆止弁の搬送経路となる供給シュート23上に、上流から順に気体吹き出し式検出装置50、透過型検出装置60を設置する。気体吹き出し式検出装置は50、逆止弁に対して気体を吹き出す気体供給ブロック52に気体の流量を計測する流量計が設けられている。また、透過型検出装置60は、逆止弁に対して光を照射する投光器62と、その光を受光する受光器63とが設けられている。
(もっと読む)
181 - 190 / 250
[ Back to top ]