
国際特許分類[B65B57/10]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 包装される物品または材料の欠如,存在,異常な繰出しまたは置き違えに応答するもの (140)
国際特許分類[B65B57/10]の下位に属する分類
さらに包装材料,容器または包装体の繰出しの制御または停止作動をするもの (15)
さらに包装される物品または材料の繰出しの制御または停止作動をするもの (5)
さらに全体として機械の停止または速度制御作動をするもの (3)
国際特許分類[B65B57/10]に分類される特許
71 - 80 / 117
折り畳み積層体の品質検査装置及びそれを備えた搬送設備
【課題】折り畳み積層体の不良の有無をより正確に判断する折り畳み積層体の品質検査装置及びそれを備えた搬送設備を提供する。
【解決手段】複数枚のシートを折り畳みながら積み重ねるように形成した折り畳み積層体1に対して、上方から撮像し撮像データを生成する撮像装置3と、撮像装置で生成された撮像データに基づき折り畳み積層体不良の有無を判定する画像処理装置と、を備えた構成とする。
(もっと読む)
半導体製造装置

【課題】従来の製造装置は、T/F金型の破損やアウターリード成形不良、パッケージ移載時の異物や過負荷によるパッケージ破損及びアウターリード変形、テストコンタクト触手の磨耗による誤判定及びテスト済パッケージが排出された数量ごとにエンボステープへ収納される機構故に、装置の生産能力がエンボステープへの収納能力に制限される問題があった。この問題を解決する機構を提供する。
【解決手段】モールド済品のフレームローダー部直後に外観検査装置3Bを配置し、サイドバリやイジェクトピンバリ除去機能を具備した。一部のパッケージ移載アームの動きを水平動作のみとし、上下動作をする移載アームはその動作源をエアーシリンダーのロッド先端部ポートのみからの吸排気とし、テストコンタクトの触手材質を超鋼とした。また、エンボステープ収納前段階でテスト後排出されたパッケージの整列数を変換する機構Yを備えた。
(もっと読む)
方向転換機/仕分け機のリジェクトシステム
方向転換セクション(13)及び仕分けセクション(14)を含む、包装機からの製品パッケージの流れを方向転換させて分類又は仕分けする方向転換機/仕分け機システム。一連のガイドトラック(26、29、31)が、方向転換セクション(13)に沿って延び、且つ一連のスラット(22)を案内して、該一連のスラット上の製品パッケージPは進路に対して横方向に搬送されることによって、製品パッケージが回転又は方向転換される。リジェクトシステムがさらに、方向転換セクション(13)に沿って移動する、搬入された製品パッケージを監視して不良パッケージをリジェクトレーン(52)に排斥し、非不良パッケージを方向転換させるために方向転換セクション(13)に沿って進ませる。方向転換した製品パッケージは、続いて仕分け機ステーション(14)に沿って移動する際に一連のレーンに分類される。  (もっと読む)
(もっと読む)
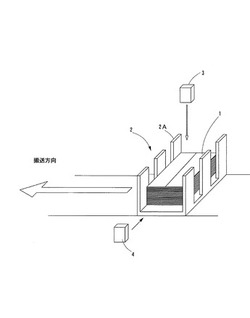
箱詰め装置
【課題】複数の収容個数の物品が並置された状態で整列コンベアに供給される場合において、収容個数の物品がそれぞれ収容部内の所定の位置に収容された状態を検出することができる箱詰め装置を提供する。
【解決手段】反転部16Eにおける一連の仕切板10の延伸端を結んで形成される円弧Mよりも外周側において収容位置Rにおける接線方向に延びる検出用光路L1,L2が複数水平方向に並列するようにして配設されている複数の遮光形検出器2A,2B,3A,3Bと、遮光形検出器2A,2B,3A,3Bの検出信号に基づいて無端軌道16を制御する制御装置と、を有する。
(もっと読む)
包装体
【課題】印刷インキ層の赤外線反射率にかかわらず、赤外線照射による検知が精度良く行える包装体を提供する。
【解決手段】開口部を有する容器4に内容物7が装填され、当該開口部が蓋材により閉じられている包装体であって、(1)当該容器が、透明又は半透明の樹脂フィルムを成形して得られるものであり、(2)当該蓋材は、赤外線反射率60%以上である赤外線反射層を有し、(3)当該赤外線反射層から容器側に印刷層2を有し、(4)当該赤外線反射層から容器側に赤外線吸収率5%以上の赤外線吸収層3を有し、(5)当該印刷層の形成により、蓋材の平面において、当該印刷層を有する印刷領域と当該印刷層を有しない非印刷領域とに蓋材が区分され、(6)当該赤外線吸収層が、a)印刷領域及び非印刷領域上又はb)非印刷領域上に形成されている、ことを特徴とする包装体に係る。
(もっと読む)
外観検査装置及びPTPシートの製造装置
【課題】PTPシートの製造過程における外観不良検査に際し、撮像領域の各部分を適切な光量で一度に撮像可能であり、しかも、撮像処理が比較的簡単な外観検査装置、及び、PTPシートの製造装置を提供する。
【解決手段】カメラ23は、デジタルマイクロミラーデバイス(DMD)23M及び撮像素子23Sを有し、DMD23Mを介して、撮像素子23Sによる撮像を行う。CPU及び入出力インターフェース47は、画像メモリ41に記憶された画像データに基づいて調整対象領域毎に露光条件を設定し、露光条件データを作成して、露光条件メモリ42に記憶する。そして、露光条件メモリ42に記憶した露光条件データに基づいてDMD23Mを駆動制御し、調整対象領域毎に撮像素子23Sの露光時間を調整する。
(もっと読む)
書類発送判定システム、及び書類発送判定方法
【課題】封書と書類の一致性を確認しつつ、書類封入後の発送の可否判定を同時に行うことができるため、作業効率の向上と作業の正確性を同時に実現した書類発送判定システムを提供する。
【解決手段】この書類発送判定システム100は、封書1と封書内に封入されたICタグとの間でデータの授受を行うR/W2と、顧客に発送する書類情報を管理する発送書類情報管理サーバ5と、発送書類情報管理サーバ5の指示に従ってR/W2を制御するPC3と、警報器4と、を備えて構成されている。そして、発送書類情報管理サーバ5は、封書1をR/W2により読み取られた第1のICタグに記録された顧客の識別コードと第2のICタグに記録された顧客の識別コードとを照合し、照合の結果又は当該封書1に記載された顧客についての発送可否情報に基づいて当該封書1の発送可否を判定するものである。
(もっと読む)
袋詰め品の計量装置
【課題】ロータリ包装機で運搬する包装体の、ロードセルによる計量を高速化する。
【解決手段】機台21上のレール22に支持するロードセル30は、モータ51の軸固定したクランクアーム53及びロッド54でもって往復動し、前記ロードセル30とフレーム24を介して連結する挟持爪40が、ロータリ包装機が運搬する包装体(図示省略)を持ち替えて計量するとき、前記フレーム24に固定した接触板80を、前記包装体である包袋20に押し付けて同包袋20の揺れを阻止するので、前記ロードセル30による包装体20の重量計測値が動かず、計測速度が向上する。
(もっと読む)
PTP包装品の外観検査装置
【課題】従来検出困難であったポケット側壁や被検査物の外周面に付着したゴミなどの欠陥を確実に検出できるPTP包装品の外観検査装置を提供する。
【解決手段】ポケット部82に錠剤(被検査物)83を収容した後、ポケット部の開口面をカバーフィルム84でシールする前の状態で包装用シート81を搬送する搬送手段と、搬送経路中に設定された検査ポイントに位置して包装用シート81の下方側に配置され、包装用シートを赤色領域の光で照明する赤色光照明手段1と、包装用シートの上方側に配置され、包装用シートを青色領域の光で照明する青色光照明手段2と、包装用シートの上方側に配置され、赤色光照明手段1と青色光照明手段2によって同時に照明された包装用シート81を撮像する緑色領域に分光感度特性を有する撮像手段3と、該撮像手段から出力される緑色成分の画像データを用いてPTP包装品の外観異常を検出する画像処理装置4とで構成した。
(もっと読む)
シート束搬送システム
【課題】シート束に生じた束ずれによって包装不良が生じるのを防止でき、しかも、タクトタイムを大きく延長することなく、高い歩留まりを達成できるシート束搬送システムの提供。
【解決手段】所定の方向に搬送されるシート束の所定方向に沿った寸法を測定する寸法測定部と、前記寸法測定部において前記シート束を測定した測定寸法と予め定められた基準寸法とを比較し、前記測定寸法と基準寸法との差に基づき、前記シート束について、良品、要修正品、不良品の何れに属するかを判定する判定部とを有するシート束搬送システム。
(もっと読む)
71 - 80 / 117
[ Back to top ]