
国際特許分類[C23C2/00]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793)
国際特許分類[C23C2/00]の下位に属する分類
被覆される材料の前処理,例.選択された表面部分を被覆するためのもの (264)
被覆材料に特徴があるもの (1,087)
溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178)
後処理 (538)
溶融浴上のフラックスまたは被覆材 (12)
振動エネルギーを浴または基板に作用させるもの (8)
処理される材料の形状に特徴があるもの (451)
国際特許分類[C23C2/00]に分類される特許
201 - 210 / 255
鋼帯の溶融めっき方法および装置
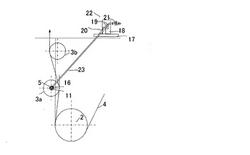
【課題】溶融金属めっき浴内に配置されたシンクロールと下流側のサポートロールとを介して鋼帯を通板させる溶融金属めっきにおいて、めっき浴中のサポートロールの振動を抑制することにより、めっき付着量の均一性を確保する事ができる溶融金属めっき鋼帯の製造方法及び溶融めっき装置の提供。
【解決手段】サポートロール3aのロール胴部の両側に固定されたロール軸5に対して押え荷重を負荷し、この押え荷重の大きさおよび方向を、押え荷重を負荷しない時の最低の鋼帯張力とその時のサポートロールの位置を基準にして、その位置に安定にとどまるように制御することにより、サポートロールの振動を抑制する。ロール軸押え手段22は、方向を調節可能な押え棒23、この棒の一端に取り付けられたロール軸押えパッド16、およびこの棒の他端に制御可能に押込み力を負荷できる押込み手段(バネ、シリンダ、カウンタウェイト等)21から構成される。
(もっと読む)
鋼帯の製造設備及び溶融めっき設備

【課題】 鋼帯の焼鈍後の溶融めっき処理の有無を選択可能にし,設備の小型化,設備の低コスト化を図り,さらに製造効率を向上する。
【解決手段】 梱包ライン21が通る第2精整棟12と溶融めっきライン22との間に,搬送通路15を設ける。冷延・焼鈍ライン20の出側の鋼帯Hを中継ラインAにより搬送し,中継ラインAから搬送通路15を通じて溶融めっきライン22に搬送する第1の搬送ラインR1と,溶融めっきライン22で溶融めっきの終了した鋼帯Hを搬送通路15を通じて梱包ライン21に搬送する第2の搬送ラインR2を形成する。
(もっと読む)
ガスワイピング装置
【課題】 溶融金属中に金属板を浸漬通板させた後、溶融金属の自由表面上に連続的に引き上げ、通板材を挟んで配置したスリットノズルの対から気流を吹き付けて金属板表面の溶融金属の厚みを均一に調製する溶融金属めっき装置のガスワイピング装置において、比較的メンテナンスフリーで、エッジオーバーコートを安定に抑制できるガスワイピング装置を提供する。
【解決手段】 少なくとも通板材のエッジ近傍領域に通板材の表裏に一対の気流遮蔽板を通板材から隙間を開けてスリットノズルの上方、下方、または上下双方の位置に設置することを特徴としたガスワイピング装置。
(もっと読む)
溶融Zn合金に対する耐食性に優れた鋼材
【課題】 本発明は、溶融Zn合金に対する耐食性に優れた鋼材を提供する。
【解決手段】 質量%で、C:0.5%以下、Si:1%以下、Mn:2%以下、P:0.2%以下、S:0.05%以下、Ni:1.2〜20%を含有し、さらに、Mg:0.0001〜0.01%、Ca:0.0001〜0.01%、REM:0.0001〜0.01%の1種または2種以上を含有し、残部が鉄及び不可避的不純物からなることを特徴とする溶融Zn合金に対する耐食性に優れた鋼材。
(もっと読む)
フラックス溶融めっき鋼板の製造方法および仕切り板
【課題】 フラックス溶融めっき鋼板の製造方法において、フラックス巻が抑制でき、かつ、カキ疵の発生を抑制でき外観に優れた溶融めっき鋼板を得ることができるフラックス溶融めっき鋼板の製造方法およびその方法に使用する仕切り板を提供すること。
【解決手段】 鋼板の表面にフラックスを塗布した後、該鋼板を溶融金属浴内に浸漬し、ポットロールを経由して通板し、鋼板の表面に溶融金属をめっきする溶融めっき鋼板の製造方法において、鋼板がポットロールに接触している位置に、ポットロールと3〜20mmの距離(L1)を設けて仕切り板の先端がくるように断面略L字状の仕切り板を設置し、該仕切り板の先端角度(θ)を水平軸に対して50〜80°とし、かつ、該仕切り板の上部を溶融金属浴中に浸漬距離(L2)30〜300mmで浸漬して、溶融めっきすることを特徴とする溶融めっき鋼板の製造方法。
(もっと読む)
スナウト内のドロス除去装置
【課題】 すり疵発生の要因となるおそれのない簡素で安価なドロス除去装置を実現する。
【解決手段】 スナウト12内のめっき浴表面に接し、かつ金属ストリップの幅方向両端の一方に旋回可能な案内羽根3を備え、他方にドロスを吸引する吸引口4を備え、望ましくは前記案内羽根3に還元性ガスを噴射する噴射ノズル2を併設し、吸引口4を旋回可能とする。
(もっと読む)
溶融金属めっき浴用ロール
【課題】使用時に熱衝撃による破壊が防止されるように高耐熱衝撃性を有するとともに、めっき鋼板とのすべりを低減して、めっき鋼板の走行速度の変化に追従しやすい溶融金属めっき浴用のセラミックスロールを提供する。
【解決手段】鋼板と接触する中空状胴部10と、前記胴部に接合された軸部20,21とからなる溶融金属めっき浴用ロールであって、少なくとも前記胴部が常温における熱伝導率が50W/(m・K)以上の窒化珪素系セラミックスからなり、前記胴部の平均表面粗さRaが0.2μm以下であることを特徴とする。
(もっと読む)
連続溶融金属めっき装置
【課題】 品質欠陥の発生を防止可能な、鋼帯の連続溶融金属めっき装置を提供する。
【解決手段】 めっき浴を収納するポットと、鋼帯をめっき浴中に連続的に侵入させるためのスナウトと、鋼帯を方向転換させめっき浴浴面より上方に引き上げるためのシンクロールと、を有し、さらにめっき浴の浴面の少なくとも一部を覆うように波動抑制板を交換可能に配設する。これにより、めっき浴面の波動が抑制され、スナウト内での溶融金属のドロス、酸化物や異物等の付着が抑制でき、品質欠陥の発生が少ない溶融金属めっき鋼帯を製造できる。なお、波動抑制板は、溶融金属の酸化防止機能および/または溶融金属の保温機能を有することが好ましい。
(もっと読む)
金属バンドの溶融浸漬鍍金方法及び装置
この発明は、金属バンド(1)が垂直方向に向かって溶融した鍍金用金属(2)を収容する容器(3)とその前に接続された誘導路(4)とを通過して行き、鍍金用金属(2)を容器(3)内に留めて置くために、金属バンド(1)の両側に配置された少なくとも二つのインダクター(5)を用いて、誘導路(4)の領域に電磁界を発生させるとともに、金属バンド(1)を誘導路(4)の中心位置で安定化させるために、インダクター(5)の電磁気的な励起を変化させるか、金属バンド(1)の両側に配置された少なくとも二つの補正用コイル(6)を用いて、インダクター(5)の電磁界に重畳する電磁界を発生させるか、その両方を行う、金属バンド(1)、特に鋼板の溶融浸漬鍍金方法に関する。この発明では、金属バンドの中心位置への制御を擾乱に強い形で実現するために、誘導路(4)の中心位置での金属バンドの安定化は、a)金属バンド(1)が中心位置からずれた場合に金属バンドが力検出素子(7)に及ぼす水平方向に作用する力(FH )を測定する措置と、b)金属バンド(1)を誘導路(4)の中心位置に保持するように、測定した力(FH )に従って、インダクター(5)の誘導用電流(II )及び/又は補正コイル(6)の誘導用電流(IK )を調整する措置との閉じた制御系にもとづく一連の措置によって行われるものと規定する。更に、この発明は、金属バンドの溶融浸漬鍍金装置に関する。 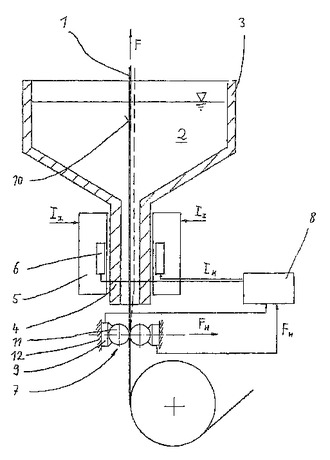 (もっと読む)
(もっと読む)
めっき浴設備
【課題】 めっき浴の温度分布を幅方向に均一とすることが可能で、ドロスが浴内の幅方向両側のいずれか一方側に集中して生成することがなく、これをもってめっき製品のドロス付着欠陥の発生が非常に少ない連続溶融金属めっきラインのめっき浴設備を提供する。
【解決手段】 めっき浴1の形状が、被めっき材3の通材路幅中心線Cに対して、左右略対称の形状であることを旨とし、好ましくは、さらに、浴中機器4,7,8が、通材路幅中心線Cに対して、左右略対称の形状である、および/または、めっき浴を加熱するための加熱装置11が、通材路幅中心線Cに対して、左右略対称に配置された、めっき浴設備である。
(もっと読む)
201 - 210 / 255
[ Back to top ]