
国際特許分類[C23C4/02]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 溶解被覆材料のスプレーによる被覆,例.火炎,プラズマまたは放電によるもの (1,608) | 被覆される材料の前処理,例.選択された表面部分に被覆するためのもの (120)
国際特許分類[C23C4/02]に分類される特許
51 - 60 / 120
マスキング治具および環状部材の被覆方法
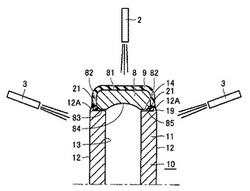
【課題】皮膜が形成される領域と形成されない領域との境界付近におけるバリの発生を抑制することが可能なマスキング治具、および環状部材の被覆方法を提供する。
【解決手段】マスキング治具10は、軸受外輪8に対して被覆材であるアルミナの溶射を行ない、アルミナ皮膜9を形成する軸受外輪8の被覆処理において、アルミナ皮膜9が形成されるべき皮膜形成領域(外周面81および端面82)以外の領域(内周面83、転走面84および面取り部85)を覆う。このマスキング治具10は、軸受外輪8における皮膜形成領域以外の領域を覆うためのマスク部11を備えている。マスク部11は、アルミナが溶射される側の面である溶射面12と、溶射面12とは反対側の面である非溶射面13とを含み、溶射面12の外周を含む領域は、マスク部11の外周に向けて非溶射面13に近づくように傾斜する傾斜面12Aとなっている。
(もっと読む)
マスキング治具および環状部材の被覆方法

【課題】溶射後の皮膜の加工工数を低減し、面取り部を有する環状部材の被覆処理の処理コストを抑制することが可能なマスキング治具および環状部材の被覆方法を提供する。
【解決手段】マスキング治具10は、面取り部85を有する軸受外輪8の端面82にアルミナ皮膜9を形成する軸受外輪8の被覆処理において、アルミナ皮膜9が形成されるべき皮膜形成領域(外周面81および端面82)以外の領域(内周面83、転走面84および面取り部85)を覆うことによって皮膜形成領域を制限するマスキング治具である。このマスキング治具10は、軸受外輪8の面取り部85を覆うためのマスク部11を備えている。そして、皮膜形成領域以外の領域を覆った場合、マスク部11は面取り部85に接触して面取り部85を覆い、面取り部85に接触する面に沿ってマスク部11の一部が端面82側に突出する。
(もっと読む)
溶射皮膜形成方法および高速フレーム溶射装置
【課題】溶射前処理として、粗面化処理と予熱処理とを同時に行うこととし、しかもこの場合において、基材表面に赤さびを発生させることなく、しかも溶射皮膜は密着性に優れ、さらに現地加工ができる上、加工処理(工期)の短縮とコスト低下を実現できる新規な溶射皮膜形成の方法と、この方法の実施に用いる装置とを提案すること。
【解決手段】被処理基材の表面を、熱ブラスト加工を行うことによって予熱すると同時に粗面化し、引き続きその被処理基材の表面は、金属を連続的に溶射して金属溶射皮膜を形成する溶射皮膜形成方法、および高速フレーム溶射ガンに、熱ブラスト加工するための研削材粒子の供給管路と溶射皮膜を形成するための溶射材料粉末の供給管路とを接続すると共に、これらの供給管路中にはそれぞれ熱ブラスト加工時と溶射処理時とで供給する粉体の種類を切り替えるための切替弁を配設し、溶射ガン中へ前記研削材粒子か前記溶射材料粉末のいずれかを連続的に導入できるようにしてなる高速フレーム溶射装置。
(もっと読む)
溶射皮膜形成方法
【課題】溶射前処理として、粗面化処理と予熱処理とを同時に行うこととし、この場合において、基材表面に赤さびを発生させることなく、しかも溶射皮膜は密着性に優れ、さらに現地加工ができる上、加工処理(工期)の短縮とコスト低下を実現できる新規な溶射皮膜形成の方法を提案することにある。
【解決手段】被処理基材の表面を、熱ブラスト加工を行うことによって予熱すると同時に粗面化し、次いでその被処理基材の表面に、酸化物系セラミックを溶射して酸化物系セラミック溶射皮膜を形成する溶射皮膜形成方法。
(もっと読む)
樹脂部品及びその製造方法
【課題】アルミニウムから成る表面を有し、軽量且つ安価で、しかも複雑な形状をなす部品においても容易に金属調の外観と触感を付与することができ、耐傷付き性にも優れた樹脂部品と、このような樹脂部品の製造方法を提供する。
【解決手段】樹脂基材1の上に、例えば溶射、望ましくは、100〜150℃の低温溶射によって、純アルミニウム材を用いて、アルミニウム層2を形成し、得られたアルミニウム層の表面に、好ましくはバフ研磨した後、陽極酸化処理を施し、陽極酸化皮膜層3を形成する。
(もっと読む)
溶射マスキング部材および溶射マスキング方法
【課題】シリンダブロックのシリンダヘッド取付部と反対側に、補強リブを備えたラダーフレームを取り付けた状態であっても、溶射マスキング部材をラダーフレーム側から容易に挿入できるようにする。
【解決手段】V型エンジンにおけるシリンダブロック1のシリンダヘッド取付部3と反対側にラダーフレーム5を取り付けた状態で、シリンダボア11,13の内面に溶射皮膜を形成する。この際、ラダーフレーム5のシリンダブロック1と反対側の開口から溶射マスキング部材25を装着する。ラダーフレーム5のシリンダブロック1と反対側の端部には内側に向けて突出する補強リブ23を設けてあり、一方溶射マスキング部材25は、補強リブ23側に位置する第1の部位29,31と、第1の部位29,31相互間に挿入する第2の部位との3分割構造とする。
(もっと読む)
LNG気化器用伝熱管、その製造方法およびそれを用いたLNG気化器
【課題】被膜合金層の剥離を抑止し防食効果の優れたLNG気化器用伝熱管を提供する。
【解決手段】Al合金製伝熱管の外表面にAl合金からなる被膜を形成されたオープンラック式のLNG気化器用伝熱管であって、前記被膜断面を解析したとき、前記伝熱管のAl母材とAl合金被膜の界面の粗さが、平均粗さRa:15〜50μm、最大粗さRmax:150〜500μmであり、かつ、1mm×1mmの視野範囲において間隔10μmの格子点法により各格子点にて前記界面の密着または非密着を判定し、非密着点の3つ隣りの格子点までに非密着点が存在する場合、2つの非密着点間の密着している点も非密着点とする非密着点評価法によって求めた非密着界面率の10視野の平均値が15%未満であるLNG気化器用伝熱管。
(もっと読む)
溶射皮膜形成用マスキング装置
【課題】マスキング部材の内面に付着する溶滴が固まって形成される溶射皮膜が、シリンダボア内壁に形成される溶射皮膜へ混入しないようにする。
【解決手段】シリンダブロック1に形成されたシリンダボア内壁2aに、溶融した溶滴を吹き付けて溶射皮膜5を形成する際に、溶射皮膜5の膜厚を均一にするためのマスキング部材6を、シリンダブロック上端に配置した溶射皮膜形成用マスキング装置であって、前記マスキング部材6の前記シリンダボア2と連通する円形孔部7の内面に、マスキング部材6の内面に吹き付けた溶滴が付着して形成される溶射皮膜5の脱落を防止する階段形状をなす凹凸部からなる皮膜脱落防止手段8を設けた。
(もっと読む)
タービンエンジンの構成部品及びその製造方法
【課題】 高温条件下で作動する金属製の構成部品の断熱に用いられるコーティングの耐久性が、エンジンの運転状態の影響を受けないようなコーティング組成物を提供すること。
【解決手段】 タービンエンジンの構成部品は、支持体(12)と、該支持体(12)の表面に施されるボンディングコート(14)と、該ボンディングコート(14)の表面に施されたクラック化構造を有する第1のセラミック層(16)と、該第1のセラミック層(16)の表面に施されたクラック化構造を有する第2のセラミック層と、を含む。
(もっと読む)
コネクティングロッドを製作するための方法
本発明は、支承構成部材(1)、特にコネクティングロッド(1)を成形部材(2)から製作するための方法であって、支承構成部材(1)が、軸受けベース(3)と軸受けカバー(4)とによって形成された少なくとも1つの分割された軸受け座(5)を有しており、この軸受け座(5)に、軸の支承のために、軸受け層材料から成る軸受け層(6)でコーティングされた軸受け座面(7)が形成されている形式のものに関する。本発明の方法では、軸受けカバー(4)が成形部材(2)から分離面(8)に沿って分割される。本発明によれば、コーティングなしの領域を形成するために、マスキング手段(M)が、軸受け層(6)を被着するためのコーティング過程の間に分離線(10)に対して垂直に軸受け座面(7)に配置され、これによって、軸受け層(6)に切欠き(9)が、設定可能な幅(B)で形成される。この場合、マスキング手段(M)が、支承構成部材(1)に結合されない、該支承構成部材(1)と別個のエレメントとして形成されている。さらに、本発明は、コーティングされた支承構成部材に対する能率的なかつ廉価な製作法を実施するための装置に関する。  (もっと読む)
(もっと読む)
51 - 60 / 120
[ Back to top ]