
レーザー彫刻印刷版表面の洗浄方法

【課題】レーザー彫刻印刷版表面の粘着性の高い液状カスを、簡便な方法で短時間に洗浄除去できる方法の提供。
【解決手段】本発明は、感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法を提供する。
【解決手段】本発明は、感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー彫刻印刷版表面の彫刻カスを洗浄除去する方法に関する。
【背景技術】
【0002】
フレキソ印刷やドライオフセット印刷等の印刷分野、エンボス加工分野では、レーザー光を照射して照射された部分の樹脂が除去されるレーザー彫刻法が用いられるようになってきている。また、使用される材料は、従来の架橋ゴムに加えて、熱硬化性樹脂を熱硬化させて得られる樹脂硬化物や、感光性樹脂を光硬化させて得られる感光性樹脂硬化物も市場に流通するようになってきている。
【0003】
レーザー彫刻法は、レーザー光を印刷原版表面に照射して凹パターンを形成し印刷版を形成する方法であるが、レーザー彫刻時に気体状のカス、液状のカス、粉末状のカスが発生し、特に粘着性の高い液状のカスが印刷版表面に残存しやすい。そのため、表面に残存する粘着性の高い液状カスを除去する各種の方法が提案されている。
【0004】
具体的には、特許文献1は、高圧スチームを用いて洗浄する方法を開示する。特許文献1に開示された洗浄方法は、液状カスを除去する効果が高いが、高圧のスチームを作製するために複雑な装置が必要となる。また、スチームを用いるため安全対策を充分に施す必要がある。したがって、必然的に特殊な複雑な装置が必要となる。
【0005】
また、特許文献2は、炭化水素、グリコールエーテル、界面活性剤、水を含む水系洗浄液を用いて洗浄する方法を開示する。また、水系洗浄液中でブラシを用いて物理的な洗浄方法も可能であることの記載もある。しかしながら、特許文献2に開示された洗浄方法で使用される水系洗浄液には、炭化水素やグリコールエーテル等の化合物が添加されているため、印刷版の材質によっては印刷版表面に形成された微細パターンが膨潤したり、劣化する等の問題点がある。
【0006】
さらに、特許文献3は、感光性樹脂組成物を光架橋させて形成したシート状印刷原版において、水系現像液中でブラッシングする洗浄方法を開示する。ブラシを用いて物理的に粘着性の液状カスを除去する場合、ブラシの材質、繊維の太さ、圧力等によっては、網点等の微細なパターンが欠落する問題がある。また、ブラシで使用されている繊維の太さによっては、特に網点等の微細パターン間に残留する粘着性の高い液状カスを充分に除去しきれない、あるいは除去できたとしても処理に膨大な時間を要することが大きな課題である。
【0007】
このように、従来技術では簡便な洗浄方法で、しかも短時間の内に、レーザー彫刻印刷版表面に残存する粘着性の高い液状カスを効果的に除去できる洗浄方法は知られておらず、有効な洗浄方法の開発が強く求められている。
【特許文献1】特開2004−37866号公報
【特許文献2】特開2004−144868号公報
【特許文献3】特開2006−1168号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、レーザー彫刻印刷版表面の粘着性の高い液状カスを簡便な方法で短時間に洗浄除去できる方法の提供することである。
【課題を解決するための手段】
【0009】
本発明者は、上記課題に対し鋭意検討を重ねた結果、感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、を含む洗浄方法を用いることにより上記の課題を解決できることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、
1. 感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、
(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱
する工程と、
(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、
を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法、
2. 前記工程(i)及び工程(ii)に先立ち、
(iii)レーザー彫刻印刷版表面を吸引する工程又はレーザー彫刻印刷版表面に気体を吹き付ける工程を、
さらに含むことを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
3. 前記工程(i)の加熱方法が、熱風を印刷版表面に吹きつける方法、赤外線を印
刷版表面に照射する方法、及び印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法であること特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
4. 前記多孔質有機体が、密度0.2g/cm3以上1.5g/cm3以下であることを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
5. 前記多孔質有機体が、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミド、ポリエステル、ポリアクリロニトリル、及びセルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有することを特徴とする前項1.から4.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
6. 前記多孔質有機体が、連続気泡を有することを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
7. 前記レーザー彫刻印刷原版が、中空円筒状支持体上に感光性樹脂硬化物層を少なくとも1層積層した積層体であって、該感光性樹脂硬化物層が20℃において液状の感光性樹脂組成物を光硬化させたものであることを特徴とする前項1.から6.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
8. 前記多孔質有機体が、円筒状成形体であることを特徴とする前項1.から7.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
9. 前記円筒状成形体がレーザー彫刻印刷版表面に接触しながら、該円筒状成形体内部から吸引する工程を、さらに含むことを特徴とする前項8.に記載のレーザー彫刻印刷版表面の洗浄方法、
10. 前記彫刻カスが、数平均分子量500以上5000以下の有機化合物(d)を含有することを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
11. 前記有機化合物(d)が、カーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合、及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有することを特徴とする前項10.に記載のレーザー彫刻印刷版表面の洗浄方法、
12. 前記有機化合物(d)が、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオールからなる群から選択される少なくとも1種類の化合物を含有することを特徴とする前項10.又は11.に記載のレーザー彫刻印刷版表面の洗浄方法、
13. 前記レーザー光の発振波長が、150nm以上20μm以下であることを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
を提供する。
【発明の効果】
【0011】
本発明によれば、レーザー彫刻印刷版表面の粘着性の高い液状カスを、簡便な方法で短時間に洗浄除去できる方法が提供される。
【発明を実施するための最良の形態】
【0012】
以下の実施形態は、本発明を説明するための例示であり、本発明をこの実施形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施することができる。
【0013】
本発明で用いるレーザー彫刻印刷原版は、感光性樹脂組成物を光硬化させて得られる感光性樹脂硬化物層を印刷版層として少なくとも1層有し、該レーザー彫刻印刷原版表面にレーザー光を照射するレーザー彫刻法により、その表面に凹凸パターンを形成した後、表面に残存する彫刻カスを除去する工程を経ることによりレーザー彫刻印刷版を得ることができる。用いるレーザー彫刻印刷原版は、シート状に成形されたものであっても円筒状に成形されたものであっても構わない。本発明は、レーザー彫刻印刷版表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程を含む。
【0014】
本発明では、レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する。好ましくは、60℃以上130℃以下、より好ましくは70℃以上100℃以下である。この温度範囲であれば、レーザー彫刻印刷版表面の網点等の微細パターン間に残存した彫刻カスを除去する効果がある。ここで、表面近傍とは、レーザー彫刻印刷版表面から20mm以内の領域と定義する。
【0015】
本発明の工程(i)において、レーザー彫刻印刷版表面又は表面近傍を加熱する方法
が、熱風を印刷版表面に吹きつける方法、赤外線を印刷版表面に照射する方法、印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法を用いることが好ましい。
【0016】
また、本発明に係る洗浄方法では、工程(i)及び工程(ii)に先立ち、(iii)レーザー彫刻印刷版表面を吸引する工程、又はレーザー彫刻印刷版表面に気体を吹き付ける工程をさらにむことが好ましい。これらの工程を経ることによりレーザー彫刻印刷版表面に存在する粉末状彫刻カスを効率的に除去できる効果がある。
【0017】
本発明に係る洗浄方法の工程(ii)では、レーザー彫刻印刷版表面と多孔質有機体と
を接触させる工程を含む。本発明で用いる「多孔質有機体」とは、表面及び/又は内部に空隙を有するプラスチック系材料、ゴム系材料、繊維系材料をいう。プラスチック系材料、ゴム系材料としては、スポンジ等の発泡材料を挙げることができる。また、繊維系材料としては、織布や不織布、又は織布や不織布等を積層したもの、ロール状に成形したものを挙げることができる。多孔質有機体表面及び/又は内部に水系洗浄液を包含させることが好ましく、該多孔質有機体中に含まれる空隙は連続気泡であることが好ましい。レーザー彫刻印刷版表面の微細パターン間に残存する彫刻カスを多孔質有機体表面及び/又は内部に吸収して除去することが可能となる。
【0018】
本発明で用いる多孔質有機体は、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミドポリエステル、ポリアクリロニトリル、セルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有し、且つ、前記多孔質有機体の密度が、0.2g/cm3以上1.5g/cm3以下であることが好ましい。多孔質有機体は、シート状成形体、ブロック状成形体、円筒状成形体であっても構わない。上記のような樹脂材料を用いた場合、発泡処理等で多孔質化することが可能である。また、繊維材料を用いる場合は、織布又は不織布を単独で用いる方法、積層体として用いる方法、あるいは円筒状成形体に成形して用いる方法を挙げることができる。上記の材料を用いることにより、レーザー彫刻印刷版表面と接触させた際に、印刷版表面に存在する微細パターンを欠落させることなく、表面に残存する彫刻カスを除去することができる。多孔質有機体の密度のより好ましい範囲は、0.2g/cm3以上1.2g/cm3以下、さらに好ましくは、0.3g/cm3以上0.8g/cm3以下である。密度が上記範囲であれば、機械的な物性を確保することが可能である。また、多孔質有機体の硬度は、ASKER−C硬度で0度以上80度以下であることが好ましい。より好ましくは0度以上60度以下、さらに好ましくは0度以上40度以下である。この硬度範囲であれば、レーザー彫刻印刷版表面の微細パターンとも十分に接触することが可能となるので、該微細パターン間に残存する粘着性の高い液状彫刻カスを除去することができる。
【0019】
本発明に係る洗浄方法の工程(ii)における接触方法は、レーザー彫刻印刷版表面又
はその近傍を加熱しながら多孔質有機体とを接触させる方法、加熱した後に多孔質有機体と接触させる方法等を挙げることができる。また、かかる接触方法は、円筒状成形された多孔質有機体を回転させながらレーザー彫刻印刷版表面に接触させる方法等であっても構わない。大型のレーザー彫刻印刷版又は円筒状レーザー彫刻印刷版を処理する場合には、円筒状に成形された多孔質有機体を用いることが好ましい。
【0020】
また、円筒状に成形された多孔質有機体とレーザー彫刻印刷版表面が接触する際に、円筒状成形体内部から吸引することもできる。レーザー彫刻印刷版表面の彫刻カスの除去を促進する効果がある。
【0021】
本発明で用いるレーザー彫刻印刷原版は、感光性樹脂組成物(a)に高エネルギー線を照射して硬化させて得られる感光性樹脂硬化物を有する。本発明で用いる感光性樹脂組成物(a)を硬化させるのに用いる高エネルギー線として、紫外線領域や可視光線領域に発光波長を有する光、電子線、X線、分子線等を挙げることができる。
【0022】
本発明で用いる感光性樹脂組成物(a)について以下に記載する。
本発明で用いる感光性樹脂組成物(a)は、数平均分子量が1000以上50万以下の樹脂(b)、数平均分子量1000未満の重合性反応基を有する有機化合物(c)を含むことが好ましい。感光性樹脂組成物(a)は20℃において液状であっても固体状であっても構わないが、成形性の容易さから20℃において液状であることが特に好ましい。
【0023】
樹脂(b)は、20℃において液状であっても固体状であっても構わないが、成型加工性の観点から20℃で液状樹脂であることが好ましい。ここでいう液状樹脂とは、容易に流動変形し、かつ冷却により変形された形状に固化できるという性質を有する高分子体を意味し、外力を加えたときに、その外力に応じて瞬時に変形し、かつ外力を除いたときには、短時間に元の形状を回復する性質を有するエラストマーに対応する用語である。樹脂(b)が20℃において液状樹脂である場合には、感光性樹脂組成物も20℃において液状となり、シート状又は円筒状に成形する際に、良好な厚み精度や寸法精度を得ることができる。液状感光性樹脂を用いる場合、感光性樹脂組成物(a)の粘度は、好ましくは、20℃において10Pa・s以上10kPa・s以下である。より好ましくは、50Pa・s以上5kPa・s以下である。粘度が10Pa・s以上であれば、作製される印刷基材の機械的強度が十分であり、円筒状に成形する際であっても形状を保持し易く、加工し易い。粘度が10kPa・s以下であれば、高温にしなくとも変形し易く、加工が容易である。シート状又は円筒状の印刷基材に成形し易く、プロセスも簡便である。特に厚み精度の高い印刷基材を得るためには、該感光性樹脂組成物が重力により液ダレ等の現象を起こさないように粘度を100Pa・s以上、好ましくは200Pa・s以上、より好ましくは500Pa・s以上の比較的粘度の高い感光性樹脂組成物であることが望ましい。
【0024】
樹脂(b)の数平均分子量は、1000以上50万以下、より好ましくは5000以20万以下、さらに好ましくは1万以上10万以下である。樹脂(b)の数平均分子量は1000以上であれば、印刷基材として用いる場合、繰り返しの使用にも耐えられる。また、樹脂(b)の数平均分子量の上限は、50万以下が好ましい。50万以下であれば、感光性樹脂組成物(a)の粘度が過度に上昇することもなく、シート状又は円筒状に成形する際に加熱押し出し等の複雑な加工方法は必要ない。ここでいう数平均分子量とは、ゲル浸透クロマトグラフィーを用いて測定し、分子量既知のポリスチレンで検量し換算した値である。
【0025】
樹脂(b)は、分子内に重合性不飽和基を有していても構わない。特に好ましいものとして1分子あたり平均で0.7以上の重合性不飽和基を有するポリマーを挙げることができる。1分子あたり平均で0.7以上であれば、感光性樹脂組成物より得られる印刷原版の機械強度に優れ、レーザー彫刻時にレリーフ形状が崩れ難くなる。さらにその耐久性も良好で、繰り返しの使用にも耐えられるのものとなり好ましい。印刷原版の機械強度を考慮すると、樹脂(b)の重合性不飽和基は1分子あたり0.7以上が好ましく、1を越える量がさらに好ましい。樹脂(b)の重合性不飽和基の存在比率については、高分解能核磁気共鳴スペクトル法(NMR法)を用いて定量化することができる。ここでいう分子内とは、高分子主鎖の末端、高分子側鎖の末端や高分子主鎖中や側鎖中に直接、重合性不飽和基が付いている場合なども含まれる。本発明の重合性不飽和基とは、ラジカル又は付加重合反応に関与する重合性不飽和基をいう。ラジカル重合反応に関与する重合性不飽和基の好ましい例としては、ビニル基、アセチレン基、アクリル基、メタクリル基などが挙げられる。付加重合反応に関与する重合性不飽和基の好ましい例としては、シンナモイル基、チオール基、アジド基、開環付加反応するエポキシ基、オキセタン基、環状エステル基、ジオキシラン基、スピロオルトカーボネート基、スピロオルトエステル基、ビシクロオルトエステル基、環状イミノエーテル基等が挙げられる。
【0026】
樹脂(b)分子内に重合性不飽和基を導入する方法としては、例えば、直接、重合性の不飽和基をその分子末端に導入したものを用いてもよいが、別法として、水酸基、アミノ基、エポキシ基、カルボキシル基、酸無水物基、ケトン基、ヒドラジン残基、イソシアネート基、イソチオシアネート基、環状カーボネート基、エステル基などの反応性基を複数有する数千程度の分子量の上記成分の反応性基と結合しうる基を複数有する結合剤(例えば、水酸基やアミノ基の場合のポリイソシアネートなど)を反応させ、分子量の調節、及び末端の結合性基への変換を行った後、この末端結合性基と反応する基と重合性不飽和基を有する有機化合物と反応させて末端に重合性不飽和基を導入する方法などの方法が好適に挙げられる。
【0027】
特にガラス、セラミックス等の硬い被印刷基材上に材料を塗布する場合には、樹脂(b)として、一部、ガラス転移温度が20℃以下の液状樹脂、好ましくはガラス転移温度0℃以下の液状樹脂を用いることがより好ましい。このような液状樹脂として、例えばポリエチレン、ポリブタジエン、水添ポリブタジエン、ポリイソプレン、水添ポイソプレン等の炭化水素類、アジペート、ポリカプロラクトン等のポリエステル類、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール等のポリエーテル類、脂肪族ポリカーボネート、ポリジメチルシロキサン等のシリコーン類、(メタ)アクリル酸及び/又はその誘導体の重合体及びこれらの混合物やコポリマー類が挙げられる。その含有量は、樹脂(b)全体に対して30wt%以上含有することが好ましい。特に電子材料又は光学材料に含有される溶剤に対する耐性の観点から、ポリカーボネート骨格、ポリエステル骨格、脂肪族炭化水素骨格から選択される少なくとも1種類の分子骨格を有し、かつ、ウレタン結合、アミド結合、イミド結合から選択される少なくとも1種類の結合を有する化合物を含有することが好ましい。
【0028】
有機化合物(c)は、数平均分子量が1000未満、分子内に重合性反応基を有する化合物であることが好ましい。ここで、重合性反応基とは、ラジカル重合反応、付加重合反応、開環付加重合反応に寄与する官能基をいう。ラジカル重合反応に関与する重合性反応基の好ましい例としては、ビニル基、アセチレン基、アクリル基、メタクリル基などが挙げられる。付加重合反応に関与する重合性反応基の好ましい例としては、シンナモイル基、チオール基、アジド基、開環付加反応するエポキシ基、オキセタン基、環状エステル基、ジオキシラン基、スピロオルトカーボネート基、スピロオルトエステル基、ビシクロオルトエステル基、環状イミノエーテル基等が挙げられる。樹脂(b)との希釈の容易性を考慮すると、数平均分子量は1000以下が好ましい。有機化合物(c)は、例えば、エチレン、プロピレン、スチレン、ジビニルベンゼン等のオレフィン類;アセチレン類;(メタ)アクリル酸及びその誘導体;ハロオレフィン類;アクリロニトリル等の不飽和ニトリル類;(メタ)アクリルアミド及びその誘導体;アリルアルコール、アリルイソシアネート等のアリル化合物;無水マレイン酸、マレイン酸、フマル酸等の不飽和ジカルボン酸及びその誘導体;酢酸ビニル類;N−ビニルピロリドン;N−ビニルカルバゾール;シアネートエステル類等が挙げられるが、その種類の豊富さ、価格等の観点から(メタ)アクリル酸及びその誘導体が好ましい例である。
【0029】
有機化合物(c)の分子構造として、シクロアルキル骨格、ビシクロアルキル骨格、シクロアルケン骨格、ビシクロアルケン骨格などの脂環族炭化水素骨格、ベンジル基、フェニル基、フェノキシ基、ナフチル基、ピレニル基等を有する芳香族炭化水素骨格、アルキル基、ハロゲン化アルキル基、アルコキシアルキル基、ヒドロキシアルキル基、アミノアルキル基、テトラヒドロフルフリル基、グリシジル基等を有する分子構造、アルキレングリコール、ポリオキシアルキレングリコール、ポリアルキレングリコールやトリメチロールプロパン等の多価アルコールのエステル化合物などが挙げられる。
【0030】
本発明において、これら重合性反応基を有する有機化合物(c)は、その目的に応じて1種又は2種以上のものを選択できる。印刷基材として電子材料又は光学材料を塗布する場合、該電子材料又は光学材料に含まれる溶剤に対する膨潤を押さえるために用いる有機化合物として長鎖脂肪族、脂環族又は芳香族の誘導体を少なくとも1種類以上有することが好ましい。
【0031】
本発明の有機化合物(c)の数平均分子量(Mn)の測定方法について説明する。有機化合物(c)が溶解する溶剤に溶かし、ゲル浸透クロマトグラフィー(GPC法)で分析し、分子量既知の標準ポリスチレンに対して換算して数平均分子量(Mn)を算出する。分子量分布の広い化合物については、この方法で求める。分子量分布に関する尺度として、数平均分子量(Mn)と、Mnと同時に算出される重量平均分子量(Mw)の比、すなわち多分散度(Mw/Mn)を用いる。多分散度が1.1以上である場合、分子量分布が広いとして、GPC法で求められる数平均分子量を採用する。また、多分散度が1.1未満のものは分子量分布が極めて狭いため、分子構造解析が可能であり、核磁気共鳴スペクトル法(NMR法)又は質量分析法を用いて算出した分子量を数平均分子量とする。
【0032】
本発明の感光性樹脂組成物(a)より得られる印刷基材の機械強度を高めるためには、有機化合物(c)としては脂環族炭化水素骨格又は芳香族炭化水素骨格を有する化合物を少なくとも1種類以上有することが好ましく、この場合、有機化合物(c)の全体量の20wt%以上であることが好ましく、更に好ましくは50wt%以上である。
【0033】
本発明の感光性樹脂組成物(a)を、光、すなわち紫外線、可視光線又は電子線の照射により硬化させる方法が好ましい。紫外線又は可視光線を用いて光硬化させる場合には、光重合開始剤を添加することができる。光重合開始剤は一般に使用されているものから選択でき、例えば、高分子学会編「高分子データ・ハンドブックー基礎編」1986年培風館発行、に例示されているラジカル重合、カチオン重合、アニオン重合の光重合開始剤などが使用できる。ラジカル重合反応を誘起させる光重合開始剤としては、水素引き抜き型光重合開始剤と崩壊形光重合開始剤が、特に効果的な光重合開始剤として用いられる。
【0034】
水素引き抜き型光重合開始剤として、特に限定するものではないが、芳香族ケトンを用いることが好ましい。芳香族ケトンは光励起により効率よく励起三重項状態になり、この励起三重項状態は周囲の媒体から水素を引き抜いてラジカルを生成する化学反応機構が提案されている。生成したラジカルが光架橋反応に関与するものと考えられる。本発明で用いる水素引き抜き型光重合開始剤として、励起三重項状態を経て周囲の媒体から水素を引き抜いてラジカルを生成する化合物であれば構わない。芳香族ケトンとして、ベンゾフェノン類、ミヘラーケトン類、キサンテン類、チオキサントン類、アントラキノン類を挙げることができ、これらの群から選ばれる少なくとも1種類の化合物を用いることが好ましい。ベンゾフェノン類とは、ベンゾフェノン及びその誘導体をいい、具体的には、3,3’,4,4’−ベンゾフェノンテトラカルボン酸無水物、3,3’,4,4’−テトラメトキシベンゾフェノン等である。ミヘラーケトン類とは、ミヘラーケトン及びその誘導体をいう。キサンテン類とは,キサンテン、及びアルキル基、フェニル基、ハロゲン基で置換された誘導体をいう。チオキサントン類とは、チオキサントン、及びアルキル基、フェニル基、ハロゲン基で置換された誘導体をいい、エチルチオキサントン、メチルチオキサントン、クロロチオキサントン等を挙げることができる。アントラキノン類とは、アントラキノン、及びアルキル基、フェニル基、ハロゲン基等で置換された誘導体をいう。水素引き抜き型光重合開始剤の添加量は、感光性樹脂組成物全体量の0.1wt%以上10wt%以下が好ましく、より好ましくは0.5wt%以上5wt%以下である。添加量がこの範囲であれば、液状感光性樹脂組成物を大気中で硬化させた場合、硬化物表面の硬化性は十分確保でき、また、耐光性を確保することが出来る。
【0035】
崩壊型光重合開始剤とは、光吸収後に分子内で開裂反応が発生し活性なラジカルが生成する化合物をいい、特に限定するものではない。具体的には、ベンゾインアルキルエーテル類、2,2−ジアルコキシ−2−フェニルアセトフェノン類、アセトフェノン類、アシルオキシムエステル類、アゾ化合物類、有機イソウ化合物類、ジケトン類等を挙げることができ、これらの群から選ばれる少なくとも1種類の化合物を用いることが好ましい。ベンゾインアルキルエーテル類としては、ベンゾインイソプロピルエーテル、べンゾインイソブチルエーテル、「感光性高分子」(講談社、1977年出版、頁228)に記載の化合物を挙げることができる。2,2−ジアルコキシ−2−フェニルアセトフェノン類としては、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン等を挙げることができる。アセトフェノン類としては、アセトフェノン、トリクロロアセトフェノン、1−ヒドロキシシクロヘキシルフェニルアセトフェノン、2,2−ジエトキシアセトフェノン等を挙げることができる。アシルオキシムエステル類としては、1−フェニル−1,2−プロパンジオン−2−(o−ベンゾイル)オキシム等を挙げることができる。アゾ化合物としては、アゾビスイソブチロニトリル、ジアゾニウム化合物、テトラゼン化合物等を挙げることができる。有機イオウ化合物としては、芳香族チオール、モノ及びジスルフィド、チウラムスルフィド、ジチオカルバメート、S−アシルジチオカルバメート、チオスルホネート、スルホキシド、スルフェネート、ジチオカルボネート等を挙げることができる。ジケトン類としては、ベンジル、メチルベンゾイルホルメート等を挙げることができる。崩壊型光重合開始剤の添加量は、感光性樹脂組成物全体量の0.1wt%以上10wt%以下が好ましく、より好ましくは0.3wt%以上3wt%以下である。添加量がこの範囲であれば、感光性樹脂組成物を大気中で光硬化させた場合、硬化物内部の硬化性は十分に確保できる。
【0036】
特に酸素濃度が5vol%以上である雰囲気において光硬化させたいラジカル重合系の感光性樹脂組成物の場合、光重合開始剤として、水素引き抜き型光重合開始剤と崩壊型光重合開始剤との組み合わせ、あるいは同一分子内に水素引き抜き型光重合開始剤として機能する部位と崩壊型光重合開始剤として機能する部位を両方有する光重合開始剤を使用することが好ましい。酸素を5vol%以上含有する雰囲気においては、酸素による硬化阻害のため特に表面近傍の硬化が不十分となる問題があった。そのため、硬化阻害を防止するために、不活性ガス雰囲気、水中の雰囲気、又は感光性樹脂組成物の表面を光透過性フィルムで被覆し、酸素を遮断するなどの特別な工夫が必要であり、露光するための装置においても特別な機構を取り付ける必要があった。特に円筒状の感光性樹脂硬化物層を形成する際には、極めて複雑な機構が必要となる。
【0037】
樹脂(b)又は有機化合物(c)が、分子鎖中に存在する酸素原子又は窒素原子に対しα位に存在する水素原子を有する化合物、チオールのような硫黄原子に直接結合している水素原子を有する化合物を、感光性樹脂組成物全体量の少なくとも20wt%以上含有することが好ましく、より好ましくは40wt%以上である。前記酸素原子の由来原子団としては、アルコール、エーテル、エステル、カーボネート等を挙げることができ、また前記窒素原子の由来原子団としては、ウレタン、ウレア、アミド等を挙げることができる。詳しい反応メカニズムは明確ではないが、樹脂(b)又は有機化合物(c)の分子中に存在する前記α位水素や硫黄原子に直接結合している水素を、水素引き抜き型光重合開始剤の励起三重項状態が効率良く引き抜く反応によりラジカル種が発生し、生成したラジカル種が架橋反応に寄与するためと考えられる。水素引き抜き型光重合開始剤は200nm〜300nmの波長領域に強い光吸収を示す化合物が多く、これらの光は感光性樹脂組成物層内部で急速に減衰するため、特に表面での効率が高いものと推定される。
【0038】
その他、本発明の樹脂組成物には用途や目的に応じて重合禁止剤、紫外線吸収剤、染料、顔料、滑剤、界面活性剤、可塑剤、香料などを添加することができる。また、本発明の感光性樹脂組成物には、無機微粒子又は無機有機複合微粒子を添加することができる。
【0039】
本発明の感光性樹脂組成物(a)をシート状又は円筒状に成形する方法は、既存の樹脂の成形方法を用いることができる。例えば、ドクターブレードと塗布法、ダイ押し出し法、スプレー塗布法、グラビアコート法、ロールコート法等を挙げることができる。また、塗布した感光性樹脂組成物層をロールによりカレンダー加工して厚みを合わせる方法等を採ることができる。その際、感光性樹脂組成物の性能を落とさない範囲で加熱しながら成形を行なうことも可能である。感光性樹脂組成物を塗布する支持体として、シート状又は円筒状の支持体を用いることができる。シート状支持体としては、ポリエステル、ポリイミド、ポリアミド、ポリスルホン等のプラスチックフィルムや、ニッケル、アルミニウム、鉄等の金属シートを用いることができる。また、円筒状支持体としては、金属製シリンダーや、繊維強化プラスチック製の中空円筒状支持体や金属製中空円筒状支持体を用いることができる。
【0040】
本発明で用いる支持体の表面に物理的、化学的処理を行うことにより、感光性樹脂組成物層又は接着剤層との接着性を向上させることができる。物理的処理方法としては、サンドブラスト法、微粒子を含有した液体を噴射するウエットブラスト法、コロナ放電処理法、プラズマ処理法、紫外線又は真空紫外線照射法などを挙げることができる。また、化学的処理方法としては、強酸・強アルカリ処理法、酸化剤処理法、カップリング剤処理法などである。
【0041】
成形された感光性樹脂組成物(a)は、光照射により硬化させ、感光性樹脂硬化物を形成する。また、成型しながら光照射により硬化させることもできる。硬化に用いられる光源としては高圧水銀灯、超高圧水銀灯、紫外線蛍光灯、殺菌灯、カーボンアーク灯、キセノンランプ、メタルハライドランプ等が挙げることができる。感光性樹脂組成物層(a)に照射される光は、200nmから300nmの波長の光を有することが好ましい。特に水素引き抜き型光重合開始剤は、この波長領域に強い光吸収を有するものが多いため、200nmから300nmの波長の光を有する場合、感光性樹脂硬化物層表面の硬化性を充分に確保することができる。硬化に用いる光源は、1種類でも構わないが、波長の異なる2種類以上の光源を用いて硬化させることにより、樹脂の硬化性が向上することがあるので、2種類以上の光源を用いることも差し支えない。
【0042】
本発明の感光性樹脂硬化物を有するレーザー彫刻印刷原版をレーザー彫刻する際に用いるレーザー光源としては、発振波長が150nm以上20μm以下のレーザーを用いることが好ましい。赤外線波長領域に発振波長を有するものとして炭酸ガスレーザーを挙げることができる。近赤外線波長領域に発振波長を有するものとして、YAG、YLF、YVO4等の固体レーザー、半導体レーザー、ファイバーレーザー等を挙げることができる。また、可視波長領域に発振波長を有するものとしてアルゴンイオンレーザー等の気体レーザーや、固体レーザーの第二高調波を用いることができる。更に、紫外線波長領域に発振波長を有するものとして、前記固体レーザーの第三、第四、第五高調波や、ArF、XeF、KrF、F2等のエキシマレーザーを挙げることができる。レーザーの発振は、連続発振であってもパルス発振であっても構わない。近赤外線波長領域、可視波長領域、紫外線波長領域のレーザーは、出力が弱いものが多いので、パルス発振レーザーが特に好ましい。パルス発振レーザーとして、近年ではパルスの時間幅がナノ秒、ピコ秒又はフェムト秒のものが入手可能な状況にある。
【0043】
本発明のレーザー彫刻印刷原版をレーザー彫刻して表面にパターンを形成した際に、特に粘着性の高い液状の彫刻カスが微細パターン間に残存しやすく、除去し難い。前記のように感光性樹脂組成物を構成する樹脂(b)や有機化合物(c)として好ましい化合物を挙げたが、これらの化合物が分解して低分子化するが、彫刻カス中に、数平均分子量500以上5000以下の有機化合物(d)を含有することが好ましい。より好ましい範囲は500以上4000以下、更に好ましくは800以上3000以下である。数平均分子量がこの範囲であれば、水系洗浄液と多孔質有機体との組み合わせにより粘着性の高い液状彫刻カスが除去され易い。特に本発明の水系洗浄液との親和性の良好さから、有機化合物(d)が水酸基、カルボキシル基、アミノ基からなる群から選択される少なくとも1種類の官能基を有する化合物、又はカーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有する化合物であることが好ましい。有機化合物(d)の最も好ましいものの具体例として、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオール、ポリブタジエンポリオール、水添ポリブタジエンポリオールから選択される少なくとも1種類の化合物を含有するものを挙げることができる。これらの化合物の同定は、レーザー彫刻印刷版表面に残存する彫刻カスを液体クロマトグラフィーやゲル浸透クロマトグラフィー等の手法を用いて分離し、分離された成分を質量分析装置や核磁気共鳴スペクトル装置を用いて分子構造を解析することが可能である。
【0044】
本発明では、レーザー彫刻される印刷版層の下部にエラストマーからなるクッション層を形成することもできる。クッション層としては、ショアA硬度が10から70度のエラストマー層であることが好ましい。ショアA硬度が10度以上である場合、適度に変形するため、印刷品質を確保することができる。また、70度以下であれば、クッション層としての役割を果たすことができる。
【0045】
前記クッション層は、特に限定されず、熱可塑性エラストマー、光硬化型エラストマー、熱硬化型エラストマー等ゴム弾性を有するものであれば何でも構わない。微細孔を有する多孔質エラストマー層であってもよい。特にシート状又は円筒状印刷版への加工性の観点から、光で硬化する液状感光性樹脂組成物を用い、硬化後にエラストマー化する材料を用いることが簡便であり、より好ましい。
【0046】
本発明では、レーザー彫刻印刷版表面を洗浄後、表面のタックを除去するために後露光する工程を加えても構わない。後露光工程で使用する紫外線は、波長200nm以上300nm以下の光を含むことが好ましい。後露光工程は、空気中で実施しても構わないが、水中又は不活性ガス雰囲気中であっても構わない。また、後露光工程に先立ち、表面洗浄後のレーザー彫刻印刷版表面に水素引き抜き型光重合開始剤を含有する処理液を塗布する工程を加えることもできる。
【0047】
実施例
以下、本発明を実施例に基づいて説明するが、本発明はこれらによって制限されるものではない。
(1)数平均分子量の測定
樹脂(b)の数平均分子量は、ゲル浸透クロマトグラフ法(GPC法)を用いて、分子量既知のポリスチレンで換算して求めた。高速GPC装置(日本国、東ソー社製のHLC−8020)とポリスチレン充填カラム(商標、TSKgel GMHXL、日本国、東ソー社製)を用い,テトラヒドロフラン(THF)で展開して測定した。カラムの温度は40℃に設定した。GPC装置に注入する試料としては、樹脂濃度が1wt%のTHF溶液を調整調製し、注入量10μLとした。また、検出器としては、紫外吸収検出器を使用した。
(2)レーザー彫刻
レーザー彫刻は、炭酸ガスレーザー彫刻機(商標:ZED−mini−1000、英国、ZED社製、米国、コヒーレント社製、出力250W炭酸ガスレーザーを搭載)を用いて行った。彫刻は、網点(80 lines per inchで面積率10%)、500μm幅の凸線による線画、及び、500μm幅の白抜き線を含むパターンを作成して実施した。彫刻深さを大きく設定すると、微細な網点部のパターンのトップ部の面積が確保できず、形状も崩れて不鮮明となるため、彫刻深さは0.55mmとした。
(3)洗浄後の網点パターンの観察
レーザー彫刻工程後、表面を洗浄して網点パターン部を走査型電子顕微鏡で観察し、表面に残存する彫刻カスの付着状況を比較した。
【0048】
[実施例1]
(樹脂(b)の製造)
温度計、攪拌機を備えた1Lのセパラブルフラスコに、数平均分子量2500のポリオキシエチレン(EO)−ポリオキシプロピレン(PO)ブロック共重合体ジオール(EO/POモル比1/4)51重量部、数平均分子量3000のポリ(3−メチル−1,5−ペンタンジオールアジペート)33.9重量部、触媒としてジブチルチンスズジラウレート0.003重量部、2、6−ジ−tert−ブチル−4−メチルフェノール0.1重量部を入れ、攪拌混合した。系内の水分量を400ppmに調整した。次に、トリレンジイソシアネート6重量部を外温40℃で攪拌しながら滴下添加し、その後徐々に外温を上昇させ80℃において5時間反応させた。さらに、2−ヒドロキシプロピルメタクリレート4重量部を添加し、2時間反応させることによって不飽和ポリウレタンを得た。得られた不飽和ポリウレタンのGPCによるポリスチレン換算数平均分子量は22500であった。
【0049】
(感光性樹脂組成物の調製)
上記のように製造した不飽和ポリウレタン65重量部に対し、有機化合物(c)としてジエチレングリコール−2−エチルヘキシルエーテルアクリレート13重量部、ジエチレングリコールモノブチルエーテルモノメタクリレート20重量部、トリメチロールプロパントリメタクリレート2重量部、光重合開始剤として2,2−ジメトキシ−2−フェニルアセトフェノン0.6重量部、ベンゾフェノン1重量部、添加剤として無機多孔質体C−1504(富士シシリア化学株式会社製、多孔質性微粉末シリカ、商標「サイロスフェアーC−1504」、数平均粒子径4.5μm、比表面積520m2/g、平均細孔径12nm、細孔容積1.5ml/g、灼熱減量2.5wt%、吸油量290ml/100g)、重合禁止剤として2,6−ジ−t−ブチルー4−メチルフェノール0.05重量部を混合し、感光性樹脂組成物アを得た。
【0050】
(シート状感光性樹脂硬化物の作製)
幅1m、直径318.47mmのシリンダーの長軸方向に幅10mm、厚さ50μmの両面接着テープを貼り付けた。厚さ180μmのPETフィルムを円筒状支持体であるシリンダー表面に巻きつけ、前記両面接着テープの部分にPETフィルムの両端部が来るように位置を合わせ、固定した。
調製した感光性樹脂組成物アをPETフィルム上に厚さ2.8mmのシート状に成形し、シリンダーを回転させながら、メタルハライドタンプ(アイ・グラフィックス社製、商標「M056−L21」)から出てくる光を,大気中で感光性樹脂層が露出している面から照射し、光硬化物を得た。照射したエネルギー量は、4000mJ/cm2(UV−35−APRフィルターで測定した照度を時間積分した値)であった。照射面でのランプ照度は、UVメーター(オーク製作所社製、商標「UV−M02」)を用いて測定した。UV−35−APRフィルターを使用して測定したランプ照度は、100mW/cm2、UV−25−フィルターを使用して測定したランプ照度は、14mW/cm2であった。シリンダーを回転させながら、得られた光硬化物の表面をバイトで切削し、その後、シリンダー及びカーボランダム製グラインディングホイールを回転させながら研削し、1000番のサンドペーパーを用いて表面を研磨し、レーザー彫刻用シート状印刷原版を得た。
【0051】
(シート状印刷基材の作製)
得られたシート状印刷原版を炭酸ガスレーザー彫刻機のシリンダー表面上に固定し、該印刷原版表面にレーザー彫刻によりパターンが形成された印刷版を得た。印刷版表面には粉末状の彫刻カスと網点部には粘着性のある彫刻カスが観察された。印刷版表面に残存していた彫刻カスを採取し、テトラヒドロフランに溶解する成分をゲル浸透クロマトグラフィー(GPC)で分析した結果、数平均分子量が約2700のポリマー成分が検出された。GPCチャートのピーク付近の成分を分取し、核磁気共鳴スペクトル法(NMR)を用いて分析したところ、樹脂(b)の原料として用いたポリオキシエチレン(EO)−ポリオキシプロピレン(PO)ブロック共重合体ジオール(EO/POモル比1/4)とポリ(3−メチル−1,5−ペンタンジオールアジペート)ポリ(3−メチル−1,5−ペンタンジオールアジペート)の混合物とほぼ同じ化学シフトにピークを有するNMRスペクトルを得た。
【0052】
(彫刻カスの除去評価)
上記のように得られたレーザー彫刻印刷版表面に残存している粉末状彫刻カスを、該レーザー彫刻印刷版表面に圧縮空気を噴射することにより除去した。その後、レーザー彫刻印刷版の表面に赤外線ヒーターから発する赤外線を照射し、温度100℃に加熱し、その表面に多孔質有機体として厚さ300μmの不織布を接触させた。その結果、レーザー彫刻印刷版表面に形成した網点部のパターン間に存在していた液状彫刻カスを除去できていることを、光学顕微鏡を用いて確認できた。
液状彫刻カスの除去に要した時間は、約5分であった。図1は、網点パターン部の状況を撮影した電子顕微鏡写真を示す。
【0053】
[実施例2]
実施例1と同じ方法で得られたシート状印刷版を用いて、表面に残存する彫刻カスの除去評価を実施した。実施例1の不織布の代わりに、発泡ポリウレタンスポンジシートを用いる以外は実施例1と同様にして印刷版表面を洗浄した。使用した発泡ポリウレタンシートは連続気泡を有するシート状多孔質有機体であった。得られた印刷版表面の網点パターン部を、走査型電子顕微鏡を用いて観察した結果、実施例1と同程度にきれいに洗浄できていることが確認された。なお、使用したスポンジシートの密度は、0.5g/cm3であった。
【0054】
[実施例3]
(樹脂(b)の製造)
温度計、攪拌機を備えた1Lのセパラブルフラスコに、旭化成ケミカルズ株式会社製ポリカーボネートジオールである、商標「PCDL L4672」(数平均分子量1990、OH価56.4)100重量部とトリレンジイソシアネート6.9重量部を加え80℃に加温下3時間反応させたのち、2−メタクリロイルオキシイソシアネート3.3重量部を添加し、さらに3時間反応させて不飽和ポリウレタンを得た。得られた不飽和ポリウレタンのGPCによるポリスチレン換算数平均分子量は約10000であった。
【0055】
(感光性樹脂組成物の調製)
上記のように製造した不飽和ポリウレタン100重量部に対し、有機化合物(c)としてベンジルメタクリレート25重量部、シクロメタクリレート19重量部、ブトキシジエチレングリコールメタクリレート6重量部、光重合開始剤として2,2−ジメトキシー2−フェニルアセトフェノン0.6重量部、ベンゾフェノン1重量部、添加剤として無機多孔質体C−1504(富士シシリア化学株式会社製、多孔質性微粉末シリカ、商標「サイロスフェアーC−1504」、数平均粒子径4.5μm、比表面積520m2/g、平均細孔径12nm、細孔容積1.5ml/g、灼熱減量2.5wt%、吸油量290ml/100g)5重量部、重合禁止剤として2,6−ジ−t−ブチルー4−メチルフェノール0.05重量部を混合し、感光性樹脂組成物イを得た。
【0056】
(シート状印刷基材の作製)
感光性樹脂組成物イを用いる以外は、実施例1と同様にしてシート状印刷原版を作製し、その後、レーザー彫刻法を用いて表面にパターンを形成したシート状印刷版を得た。印刷版表面には粉末状の彫刻カスと網点部には粘着性のある彫刻カスが観察された。印刷版表面に残存していた彫刻カスを採取し、テトラヒドロフランに溶解する成分をゲル浸透クロマトグラフィー(GPC)で分析した結果、数平均分子量が約2000のポリマー成分が検出された。GPCチャートのピーク付近の成分を分取し、核磁気共鳴スペクトル法(NMR)を用いて分析したところ、樹脂(b)の原料として用いたポリカーボネートジオールとほぼ同じ化学シフトにピークを有するNMRスペクトルを得た。
【0057】
(彫刻カスの除去評価)
上記のように得られたレーザー彫刻印刷版表面に残存している粉末状彫刻カスを、該レーザー彫刻印刷版表面に圧縮空気を噴射することにより除去した。その後、レーザー彫刻印刷版の表面に赤外線ヒーターから発する赤外線を照射し、温度100℃に加熱し、その表面に多孔質有機体として厚さ300μmの不織布を接触させた。その結果、レーザー彫刻印刷版表面に形成した網点部のパターン間に存在していた液状彫刻カスを除去できていることを、光学顕微鏡を用いて確認できた。液状彫刻カスの除去に要した時間は、5分以内であった。
【0058】
[実施例4]
(円筒状印刷基材の作製)
実施例3で調製した感光性樹脂組成物イを、エアーシリンダーに装着した内径150mmの繊維強化プラスチック製中空円筒状支持体表面上に、厚さ1.3mmとなるようにブレードコート方式で塗布し、その後、メタルハライドランプ(米国、フュージョン社製)の紫外線を照射し、前記感光性樹脂組成物を光硬化させて感光性樹脂硬化物層を形成した。さらに、表面を研削、研磨することにより厚さを1.14mmとすると共に表面の平滑性を確保した。
【0059】
(円筒状レーザー彫刻印刷版の作製)
上記のように作製した円筒状印刷基材の表面を、炭酸ガスレーザー彫刻機を用いて網点パターンを形成した。
【0060】
(彫刻カスの除去性評価)
平板状の多孔質セラミックス製基板を用意し、この基板を真空系につながった容器の開口部に装着することにより、該多孔質セラミックス製基板を通して、空気を吸引できる冶具を作製した。該多孔質セラミックス製基板の露出している表面に、多孔質有機体として厚さ300μmの不織布を置き、真空系で吸引した状態とした。
次に、前記円筒状レーザー彫刻印刷版の表面を赤外線ヒーターで加熱し約80℃とした。赤外線ヒーターで加熱し、さらに該円筒状レーザー彫刻印刷版を回転させながら、前記不織布表面と該円筒状レーザー彫刻印刷版表面が接触するようにした。
円筒状レーザー彫刻印刷版表面の網点パターン間に残存していた液状彫刻カスの状況を、顕微鏡を用いて観察したところ、液状彫刻カスがきれいに除去できていることを確認した。
【0061】
[比較例1]
実施例1と同様の方法により、レーザー彫刻法を用いて表面にパターンが形成されたシート状印刷版を作製した。さらに、作製したシート状印刷版を40℃に温調した温水に浸漬し、出力1200W、周波数28kHzの超音波振動子を挿入し、彫刻カスの洗浄評価を実施した。その結果、印刷版表面の網点パターン間に残存していた粘着性の高い彫刻カスが除去できていないことが観察された。図2は、比較例1における電子顕微鏡写真を示す。
【0062】
[比較例2]
実施例1と同様の方法により、レーザー彫刻法を用いて表面にパターンが形成されたシート状印刷版を作製した。さらに、実施例1と同じ組成の水系洗浄液を調製し、作製したシート状印刷版を、温度60℃に加熱した水系洗浄液中に浸漬し、出力1200W、周波数48kHzの超音波振動子を挿入し、彫刻カスの洗浄評価を実施した。その結果、印刷版表面の網点パターン間に残存していた粘着性の高い彫刻カスが除去できていないことが観察された。
【0063】
[比較例3]
不織布の代わりに多孔質性のない厚み188μmのポリエチレンテレフタレートフィルムを用いる以外は、実施例1と同様にしてレーザー彫刻印刷版を作製し、彫刻カスの除去性を評価した。その結果、網点部に残存した液状彫刻カスが除去できていないことが確認された。
【0064】
[比較例4]
彫刻カスの除去性評価において、温度を30℃とする以外は実施例1と同様にして彫刻カスの除去性を評価した。その結果、網点部に残存する液状彫刻カスの除去は不十分であった。
【0065】
[比較例5]
彫刻カスの除去性評価において、温度を200℃とする以外は実施例1と同様にして彫刻カスの除去性を評価した。レーザー彫刻印刷版の支持体として用いていたPETフィルムが変形し、寸法が大きく変わってしまい、印刷工程で使用できるものではなかった。
【産業上の利用可能性】
【0066】
本発明によれば、レーザー彫刻印刷版表面の粘着性の高い液状カスを簡便な方法で、かつ、短時間で洗浄除去できる方法として好適である。
【図面の簡単な説明】
【0067】
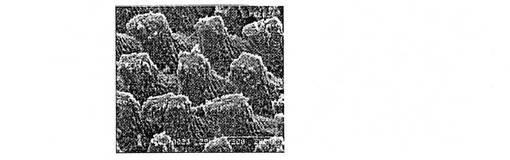
【図1】本発明による実施例1の洗浄評価後の印刷版表面の網点パターン部の200倍に拡大した電子顕微鏡写真を示す。
【図2】本発明における比較例1の洗浄評価後の印刷版表面の網点パターン部の200倍に拡大した電子顕微鏡写真を示す。
【技術分野】
【0001】
本発明は、レーザー彫刻印刷版表面の彫刻カスを洗浄除去する方法に関する。
【背景技術】
【0002】
フレキソ印刷やドライオフセット印刷等の印刷分野、エンボス加工分野では、レーザー光を照射して照射された部分の樹脂が除去されるレーザー彫刻法が用いられるようになってきている。また、使用される材料は、従来の架橋ゴムに加えて、熱硬化性樹脂を熱硬化させて得られる樹脂硬化物や、感光性樹脂を光硬化させて得られる感光性樹脂硬化物も市場に流通するようになってきている。
【0003】
レーザー彫刻法は、レーザー光を印刷原版表面に照射して凹パターンを形成し印刷版を形成する方法であるが、レーザー彫刻時に気体状のカス、液状のカス、粉末状のカスが発生し、特に粘着性の高い液状のカスが印刷版表面に残存しやすい。そのため、表面に残存する粘着性の高い液状カスを除去する各種の方法が提案されている。
【0004】
具体的には、特許文献1は、高圧スチームを用いて洗浄する方法を開示する。特許文献1に開示された洗浄方法は、液状カスを除去する効果が高いが、高圧のスチームを作製するために複雑な装置が必要となる。また、スチームを用いるため安全対策を充分に施す必要がある。したがって、必然的に特殊な複雑な装置が必要となる。
【0005】
また、特許文献2は、炭化水素、グリコールエーテル、界面活性剤、水を含む水系洗浄液を用いて洗浄する方法を開示する。また、水系洗浄液中でブラシを用いて物理的な洗浄方法も可能であることの記載もある。しかしながら、特許文献2に開示された洗浄方法で使用される水系洗浄液には、炭化水素やグリコールエーテル等の化合物が添加されているため、印刷版の材質によっては印刷版表面に形成された微細パターンが膨潤したり、劣化する等の問題点がある。
【0006】
さらに、特許文献3は、感光性樹脂組成物を光架橋させて形成したシート状印刷原版において、水系現像液中でブラッシングする洗浄方法を開示する。ブラシを用いて物理的に粘着性の液状カスを除去する場合、ブラシの材質、繊維の太さ、圧力等によっては、網点等の微細なパターンが欠落する問題がある。また、ブラシで使用されている繊維の太さによっては、特に網点等の微細パターン間に残留する粘着性の高い液状カスを充分に除去しきれない、あるいは除去できたとしても処理に膨大な時間を要することが大きな課題である。
【0007】
このように、従来技術では簡便な洗浄方法で、しかも短時間の内に、レーザー彫刻印刷版表面に残存する粘着性の高い液状カスを効果的に除去できる洗浄方法は知られておらず、有効な洗浄方法の開発が強く求められている。
【特許文献1】特開2004−37866号公報
【特許文献2】特開2004−144868号公報
【特許文献3】特開2006−1168号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、レーザー彫刻印刷版表面の粘着性の高い液状カスを簡便な方法で短時間に洗浄除去できる方法の提供することである。
【課題を解決するための手段】
【0009】
本発明者は、上記課題に対し鋭意検討を重ねた結果、感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、を含む洗浄方法を用いることにより上記の課題を解決できることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、
1. 感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、
(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱
する工程と、
(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、
を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法、
2. 前記工程(i)及び工程(ii)に先立ち、
(iii)レーザー彫刻印刷版表面を吸引する工程又はレーザー彫刻印刷版表面に気体を吹き付ける工程を、
さらに含むことを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
3. 前記工程(i)の加熱方法が、熱風を印刷版表面に吹きつける方法、赤外線を印
刷版表面に照射する方法、及び印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法であること特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
4. 前記多孔質有機体が、密度0.2g/cm3以上1.5g/cm3以下であることを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
5. 前記多孔質有機体が、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミド、ポリエステル、ポリアクリロニトリル、及びセルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有することを特徴とする前項1.から4.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
6. 前記多孔質有機体が、連続気泡を有することを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
7. 前記レーザー彫刻印刷原版が、中空円筒状支持体上に感光性樹脂硬化物層を少なくとも1層積層した積層体であって、該感光性樹脂硬化物層が20℃において液状の感光性樹脂組成物を光硬化させたものであることを特徴とする前項1.から6.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
8. 前記多孔質有機体が、円筒状成形体であることを特徴とする前項1.から7.のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法、
9. 前記円筒状成形体がレーザー彫刻印刷版表面に接触しながら、該円筒状成形体内部から吸引する工程を、さらに含むことを特徴とする前項8.に記載のレーザー彫刻印刷版表面の洗浄方法、
10. 前記彫刻カスが、数平均分子量500以上5000以下の有機化合物(d)を含有することを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
11. 前記有機化合物(d)が、カーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合、及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有することを特徴とする前項10.に記載のレーザー彫刻印刷版表面の洗浄方法、
12. 前記有機化合物(d)が、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオールからなる群から選択される少なくとも1種類の化合物を含有することを特徴とする前項10.又は11.に記載のレーザー彫刻印刷版表面の洗浄方法、
13. 前記レーザー光の発振波長が、150nm以上20μm以下であることを特徴とする前項1.に記載のレーザー彫刻印刷版表面の洗浄方法、
を提供する。
【発明の効果】
【0011】
本発明によれば、レーザー彫刻印刷版表面の粘着性の高い液状カスを、簡便な方法で短時間に洗浄除去できる方法が提供される。
【発明を実施するための最良の形態】
【0012】
以下の実施形態は、本発明を説明するための例示であり、本発明をこの実施形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施することができる。
【0013】
本発明で用いるレーザー彫刻印刷原版は、感光性樹脂組成物を光硬化させて得られる感光性樹脂硬化物層を印刷版層として少なくとも1層有し、該レーザー彫刻印刷原版表面にレーザー光を照射するレーザー彫刻法により、その表面に凹凸パターンを形成した後、表面に残存する彫刻カスを除去する工程を経ることによりレーザー彫刻印刷版を得ることができる。用いるレーザー彫刻印刷原版は、シート状に成形されたものであっても円筒状に成形されたものであっても構わない。本発明は、レーザー彫刻印刷版表面に残存する彫刻カスの洗浄方法であって、(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する工程と、(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程を含む。
【0014】
本発明では、レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱する。好ましくは、60℃以上130℃以下、より好ましくは70℃以上100℃以下である。この温度範囲であれば、レーザー彫刻印刷版表面の網点等の微細パターン間に残存した彫刻カスを除去する効果がある。ここで、表面近傍とは、レーザー彫刻印刷版表面から20mm以内の領域と定義する。
【0015】
本発明の工程(i)において、レーザー彫刻印刷版表面又は表面近傍を加熱する方法
が、熱風を印刷版表面に吹きつける方法、赤外線を印刷版表面に照射する方法、印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法を用いることが好ましい。
【0016】
また、本発明に係る洗浄方法では、工程(i)及び工程(ii)に先立ち、(iii)レーザー彫刻印刷版表面を吸引する工程、又はレーザー彫刻印刷版表面に気体を吹き付ける工程をさらにむことが好ましい。これらの工程を経ることによりレーザー彫刻印刷版表面に存在する粉末状彫刻カスを効率的に除去できる効果がある。
【0017】
本発明に係る洗浄方法の工程(ii)では、レーザー彫刻印刷版表面と多孔質有機体と
を接触させる工程を含む。本発明で用いる「多孔質有機体」とは、表面及び/又は内部に空隙を有するプラスチック系材料、ゴム系材料、繊維系材料をいう。プラスチック系材料、ゴム系材料としては、スポンジ等の発泡材料を挙げることができる。また、繊維系材料としては、織布や不織布、又は織布や不織布等を積層したもの、ロール状に成形したものを挙げることができる。多孔質有機体表面及び/又は内部に水系洗浄液を包含させることが好ましく、該多孔質有機体中に含まれる空隙は連続気泡であることが好ましい。レーザー彫刻印刷版表面の微細パターン間に残存する彫刻カスを多孔質有機体表面及び/又は内部に吸収して除去することが可能となる。
【0018】
本発明で用いる多孔質有機体は、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミドポリエステル、ポリアクリロニトリル、セルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有し、且つ、前記多孔質有機体の密度が、0.2g/cm3以上1.5g/cm3以下であることが好ましい。多孔質有機体は、シート状成形体、ブロック状成形体、円筒状成形体であっても構わない。上記のような樹脂材料を用いた場合、発泡処理等で多孔質化することが可能である。また、繊維材料を用いる場合は、織布又は不織布を単独で用いる方法、積層体として用いる方法、あるいは円筒状成形体に成形して用いる方法を挙げることができる。上記の材料を用いることにより、レーザー彫刻印刷版表面と接触させた際に、印刷版表面に存在する微細パターンを欠落させることなく、表面に残存する彫刻カスを除去することができる。多孔質有機体の密度のより好ましい範囲は、0.2g/cm3以上1.2g/cm3以下、さらに好ましくは、0.3g/cm3以上0.8g/cm3以下である。密度が上記範囲であれば、機械的な物性を確保することが可能である。また、多孔質有機体の硬度は、ASKER−C硬度で0度以上80度以下であることが好ましい。より好ましくは0度以上60度以下、さらに好ましくは0度以上40度以下である。この硬度範囲であれば、レーザー彫刻印刷版表面の微細パターンとも十分に接触することが可能となるので、該微細パターン間に残存する粘着性の高い液状彫刻カスを除去することができる。
【0019】
本発明に係る洗浄方法の工程(ii)における接触方法は、レーザー彫刻印刷版表面又
はその近傍を加熱しながら多孔質有機体とを接触させる方法、加熱した後に多孔質有機体と接触させる方法等を挙げることができる。また、かかる接触方法は、円筒状成形された多孔質有機体を回転させながらレーザー彫刻印刷版表面に接触させる方法等であっても構わない。大型のレーザー彫刻印刷版又は円筒状レーザー彫刻印刷版を処理する場合には、円筒状に成形された多孔質有機体を用いることが好ましい。
【0020】
また、円筒状に成形された多孔質有機体とレーザー彫刻印刷版表面が接触する際に、円筒状成形体内部から吸引することもできる。レーザー彫刻印刷版表面の彫刻カスの除去を促進する効果がある。
【0021】
本発明で用いるレーザー彫刻印刷原版は、感光性樹脂組成物(a)に高エネルギー線を照射して硬化させて得られる感光性樹脂硬化物を有する。本発明で用いる感光性樹脂組成物(a)を硬化させるのに用いる高エネルギー線として、紫外線領域や可視光線領域に発光波長を有する光、電子線、X線、分子線等を挙げることができる。
【0022】
本発明で用いる感光性樹脂組成物(a)について以下に記載する。
本発明で用いる感光性樹脂組成物(a)は、数平均分子量が1000以上50万以下の樹脂(b)、数平均分子量1000未満の重合性反応基を有する有機化合物(c)を含むことが好ましい。感光性樹脂組成物(a)は20℃において液状であっても固体状であっても構わないが、成形性の容易さから20℃において液状であることが特に好ましい。
【0023】
樹脂(b)は、20℃において液状であっても固体状であっても構わないが、成型加工性の観点から20℃で液状樹脂であることが好ましい。ここでいう液状樹脂とは、容易に流動変形し、かつ冷却により変形された形状に固化できるという性質を有する高分子体を意味し、外力を加えたときに、その外力に応じて瞬時に変形し、かつ外力を除いたときには、短時間に元の形状を回復する性質を有するエラストマーに対応する用語である。樹脂(b)が20℃において液状樹脂である場合には、感光性樹脂組成物も20℃において液状となり、シート状又は円筒状に成形する際に、良好な厚み精度や寸法精度を得ることができる。液状感光性樹脂を用いる場合、感光性樹脂組成物(a)の粘度は、好ましくは、20℃において10Pa・s以上10kPa・s以下である。より好ましくは、50Pa・s以上5kPa・s以下である。粘度が10Pa・s以上であれば、作製される印刷基材の機械的強度が十分であり、円筒状に成形する際であっても形状を保持し易く、加工し易い。粘度が10kPa・s以下であれば、高温にしなくとも変形し易く、加工が容易である。シート状又は円筒状の印刷基材に成形し易く、プロセスも簡便である。特に厚み精度の高い印刷基材を得るためには、該感光性樹脂組成物が重力により液ダレ等の現象を起こさないように粘度を100Pa・s以上、好ましくは200Pa・s以上、より好ましくは500Pa・s以上の比較的粘度の高い感光性樹脂組成物であることが望ましい。
【0024】
樹脂(b)の数平均分子量は、1000以上50万以下、より好ましくは5000以20万以下、さらに好ましくは1万以上10万以下である。樹脂(b)の数平均分子量は1000以上であれば、印刷基材として用いる場合、繰り返しの使用にも耐えられる。また、樹脂(b)の数平均分子量の上限は、50万以下が好ましい。50万以下であれば、感光性樹脂組成物(a)の粘度が過度に上昇することもなく、シート状又は円筒状に成形する際に加熱押し出し等の複雑な加工方法は必要ない。ここでいう数平均分子量とは、ゲル浸透クロマトグラフィーを用いて測定し、分子量既知のポリスチレンで検量し換算した値である。
【0025】
樹脂(b)は、分子内に重合性不飽和基を有していても構わない。特に好ましいものとして1分子あたり平均で0.7以上の重合性不飽和基を有するポリマーを挙げることができる。1分子あたり平均で0.7以上であれば、感光性樹脂組成物より得られる印刷原版の機械強度に優れ、レーザー彫刻時にレリーフ形状が崩れ難くなる。さらにその耐久性も良好で、繰り返しの使用にも耐えられるのものとなり好ましい。印刷原版の機械強度を考慮すると、樹脂(b)の重合性不飽和基は1分子あたり0.7以上が好ましく、1を越える量がさらに好ましい。樹脂(b)の重合性不飽和基の存在比率については、高分解能核磁気共鳴スペクトル法(NMR法)を用いて定量化することができる。ここでいう分子内とは、高分子主鎖の末端、高分子側鎖の末端や高分子主鎖中や側鎖中に直接、重合性不飽和基が付いている場合なども含まれる。本発明の重合性不飽和基とは、ラジカル又は付加重合反応に関与する重合性不飽和基をいう。ラジカル重合反応に関与する重合性不飽和基の好ましい例としては、ビニル基、アセチレン基、アクリル基、メタクリル基などが挙げられる。付加重合反応に関与する重合性不飽和基の好ましい例としては、シンナモイル基、チオール基、アジド基、開環付加反応するエポキシ基、オキセタン基、環状エステル基、ジオキシラン基、スピロオルトカーボネート基、スピロオルトエステル基、ビシクロオルトエステル基、環状イミノエーテル基等が挙げられる。
【0026】
樹脂(b)分子内に重合性不飽和基を導入する方法としては、例えば、直接、重合性の不飽和基をその分子末端に導入したものを用いてもよいが、別法として、水酸基、アミノ基、エポキシ基、カルボキシル基、酸無水物基、ケトン基、ヒドラジン残基、イソシアネート基、イソチオシアネート基、環状カーボネート基、エステル基などの反応性基を複数有する数千程度の分子量の上記成分の反応性基と結合しうる基を複数有する結合剤(例えば、水酸基やアミノ基の場合のポリイソシアネートなど)を反応させ、分子量の調節、及び末端の結合性基への変換を行った後、この末端結合性基と反応する基と重合性不飽和基を有する有機化合物と反応させて末端に重合性不飽和基を導入する方法などの方法が好適に挙げられる。
【0027】
特にガラス、セラミックス等の硬い被印刷基材上に材料を塗布する場合には、樹脂(b)として、一部、ガラス転移温度が20℃以下の液状樹脂、好ましくはガラス転移温度0℃以下の液状樹脂を用いることがより好ましい。このような液状樹脂として、例えばポリエチレン、ポリブタジエン、水添ポリブタジエン、ポリイソプレン、水添ポイソプレン等の炭化水素類、アジペート、ポリカプロラクトン等のポリエステル類、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール等のポリエーテル類、脂肪族ポリカーボネート、ポリジメチルシロキサン等のシリコーン類、(メタ)アクリル酸及び/又はその誘導体の重合体及びこれらの混合物やコポリマー類が挙げられる。その含有量は、樹脂(b)全体に対して30wt%以上含有することが好ましい。特に電子材料又は光学材料に含有される溶剤に対する耐性の観点から、ポリカーボネート骨格、ポリエステル骨格、脂肪族炭化水素骨格から選択される少なくとも1種類の分子骨格を有し、かつ、ウレタン結合、アミド結合、イミド結合から選択される少なくとも1種類の結合を有する化合物を含有することが好ましい。
【0028】
有機化合物(c)は、数平均分子量が1000未満、分子内に重合性反応基を有する化合物であることが好ましい。ここで、重合性反応基とは、ラジカル重合反応、付加重合反応、開環付加重合反応に寄与する官能基をいう。ラジカル重合反応に関与する重合性反応基の好ましい例としては、ビニル基、アセチレン基、アクリル基、メタクリル基などが挙げられる。付加重合反応に関与する重合性反応基の好ましい例としては、シンナモイル基、チオール基、アジド基、開環付加反応するエポキシ基、オキセタン基、環状エステル基、ジオキシラン基、スピロオルトカーボネート基、スピロオルトエステル基、ビシクロオルトエステル基、環状イミノエーテル基等が挙げられる。樹脂(b)との希釈の容易性を考慮すると、数平均分子量は1000以下が好ましい。有機化合物(c)は、例えば、エチレン、プロピレン、スチレン、ジビニルベンゼン等のオレフィン類;アセチレン類;(メタ)アクリル酸及びその誘導体;ハロオレフィン類;アクリロニトリル等の不飽和ニトリル類;(メタ)アクリルアミド及びその誘導体;アリルアルコール、アリルイソシアネート等のアリル化合物;無水マレイン酸、マレイン酸、フマル酸等の不飽和ジカルボン酸及びその誘導体;酢酸ビニル類;N−ビニルピロリドン;N−ビニルカルバゾール;シアネートエステル類等が挙げられるが、その種類の豊富さ、価格等の観点から(メタ)アクリル酸及びその誘導体が好ましい例である。
【0029】
有機化合物(c)の分子構造として、シクロアルキル骨格、ビシクロアルキル骨格、シクロアルケン骨格、ビシクロアルケン骨格などの脂環族炭化水素骨格、ベンジル基、フェニル基、フェノキシ基、ナフチル基、ピレニル基等を有する芳香族炭化水素骨格、アルキル基、ハロゲン化アルキル基、アルコキシアルキル基、ヒドロキシアルキル基、アミノアルキル基、テトラヒドロフルフリル基、グリシジル基等を有する分子構造、アルキレングリコール、ポリオキシアルキレングリコール、ポリアルキレングリコールやトリメチロールプロパン等の多価アルコールのエステル化合物などが挙げられる。
【0030】
本発明において、これら重合性反応基を有する有機化合物(c)は、その目的に応じて1種又は2種以上のものを選択できる。印刷基材として電子材料又は光学材料を塗布する場合、該電子材料又は光学材料に含まれる溶剤に対する膨潤を押さえるために用いる有機化合物として長鎖脂肪族、脂環族又は芳香族の誘導体を少なくとも1種類以上有することが好ましい。
【0031】
本発明の有機化合物(c)の数平均分子量(Mn)の測定方法について説明する。有機化合物(c)が溶解する溶剤に溶かし、ゲル浸透クロマトグラフィー(GPC法)で分析し、分子量既知の標準ポリスチレンに対して換算して数平均分子量(Mn)を算出する。分子量分布の広い化合物については、この方法で求める。分子量分布に関する尺度として、数平均分子量(Mn)と、Mnと同時に算出される重量平均分子量(Mw)の比、すなわち多分散度(Mw/Mn)を用いる。多分散度が1.1以上である場合、分子量分布が広いとして、GPC法で求められる数平均分子量を採用する。また、多分散度が1.1未満のものは分子量分布が極めて狭いため、分子構造解析が可能であり、核磁気共鳴スペクトル法(NMR法)又は質量分析法を用いて算出した分子量を数平均分子量とする。
【0032】
本発明の感光性樹脂組成物(a)より得られる印刷基材の機械強度を高めるためには、有機化合物(c)としては脂環族炭化水素骨格又は芳香族炭化水素骨格を有する化合物を少なくとも1種類以上有することが好ましく、この場合、有機化合物(c)の全体量の20wt%以上であることが好ましく、更に好ましくは50wt%以上である。
【0033】
本発明の感光性樹脂組成物(a)を、光、すなわち紫外線、可視光線又は電子線の照射により硬化させる方法が好ましい。紫外線又は可視光線を用いて光硬化させる場合には、光重合開始剤を添加することができる。光重合開始剤は一般に使用されているものから選択でき、例えば、高分子学会編「高分子データ・ハンドブックー基礎編」1986年培風館発行、に例示されているラジカル重合、カチオン重合、アニオン重合の光重合開始剤などが使用できる。ラジカル重合反応を誘起させる光重合開始剤としては、水素引き抜き型光重合開始剤と崩壊形光重合開始剤が、特に効果的な光重合開始剤として用いられる。
【0034】
水素引き抜き型光重合開始剤として、特に限定するものではないが、芳香族ケトンを用いることが好ましい。芳香族ケトンは光励起により効率よく励起三重項状態になり、この励起三重項状態は周囲の媒体から水素を引き抜いてラジカルを生成する化学反応機構が提案されている。生成したラジカルが光架橋反応に関与するものと考えられる。本発明で用いる水素引き抜き型光重合開始剤として、励起三重項状態を経て周囲の媒体から水素を引き抜いてラジカルを生成する化合物であれば構わない。芳香族ケトンとして、ベンゾフェノン類、ミヘラーケトン類、キサンテン類、チオキサントン類、アントラキノン類を挙げることができ、これらの群から選ばれる少なくとも1種類の化合物を用いることが好ましい。ベンゾフェノン類とは、ベンゾフェノン及びその誘導体をいい、具体的には、3,3’,4,4’−ベンゾフェノンテトラカルボン酸無水物、3,3’,4,4’−テトラメトキシベンゾフェノン等である。ミヘラーケトン類とは、ミヘラーケトン及びその誘導体をいう。キサンテン類とは,キサンテン、及びアルキル基、フェニル基、ハロゲン基で置換された誘導体をいう。チオキサントン類とは、チオキサントン、及びアルキル基、フェニル基、ハロゲン基で置換された誘導体をいい、エチルチオキサントン、メチルチオキサントン、クロロチオキサントン等を挙げることができる。アントラキノン類とは、アントラキノン、及びアルキル基、フェニル基、ハロゲン基等で置換された誘導体をいう。水素引き抜き型光重合開始剤の添加量は、感光性樹脂組成物全体量の0.1wt%以上10wt%以下が好ましく、より好ましくは0.5wt%以上5wt%以下である。添加量がこの範囲であれば、液状感光性樹脂組成物を大気中で硬化させた場合、硬化物表面の硬化性は十分確保でき、また、耐光性を確保することが出来る。
【0035】
崩壊型光重合開始剤とは、光吸収後に分子内で開裂反応が発生し活性なラジカルが生成する化合物をいい、特に限定するものではない。具体的には、ベンゾインアルキルエーテル類、2,2−ジアルコキシ−2−フェニルアセトフェノン類、アセトフェノン類、アシルオキシムエステル類、アゾ化合物類、有機イソウ化合物類、ジケトン類等を挙げることができ、これらの群から選ばれる少なくとも1種類の化合物を用いることが好ましい。ベンゾインアルキルエーテル類としては、ベンゾインイソプロピルエーテル、べンゾインイソブチルエーテル、「感光性高分子」(講談社、1977年出版、頁228)に記載の化合物を挙げることができる。2,2−ジアルコキシ−2−フェニルアセトフェノン類としては、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン等を挙げることができる。アセトフェノン類としては、アセトフェノン、トリクロロアセトフェノン、1−ヒドロキシシクロヘキシルフェニルアセトフェノン、2,2−ジエトキシアセトフェノン等を挙げることができる。アシルオキシムエステル類としては、1−フェニル−1,2−プロパンジオン−2−(o−ベンゾイル)オキシム等を挙げることができる。アゾ化合物としては、アゾビスイソブチロニトリル、ジアゾニウム化合物、テトラゼン化合物等を挙げることができる。有機イオウ化合物としては、芳香族チオール、モノ及びジスルフィド、チウラムスルフィド、ジチオカルバメート、S−アシルジチオカルバメート、チオスルホネート、スルホキシド、スルフェネート、ジチオカルボネート等を挙げることができる。ジケトン類としては、ベンジル、メチルベンゾイルホルメート等を挙げることができる。崩壊型光重合開始剤の添加量は、感光性樹脂組成物全体量の0.1wt%以上10wt%以下が好ましく、より好ましくは0.3wt%以上3wt%以下である。添加量がこの範囲であれば、感光性樹脂組成物を大気中で光硬化させた場合、硬化物内部の硬化性は十分に確保できる。
【0036】
特に酸素濃度が5vol%以上である雰囲気において光硬化させたいラジカル重合系の感光性樹脂組成物の場合、光重合開始剤として、水素引き抜き型光重合開始剤と崩壊型光重合開始剤との組み合わせ、あるいは同一分子内に水素引き抜き型光重合開始剤として機能する部位と崩壊型光重合開始剤として機能する部位を両方有する光重合開始剤を使用することが好ましい。酸素を5vol%以上含有する雰囲気においては、酸素による硬化阻害のため特に表面近傍の硬化が不十分となる問題があった。そのため、硬化阻害を防止するために、不活性ガス雰囲気、水中の雰囲気、又は感光性樹脂組成物の表面を光透過性フィルムで被覆し、酸素を遮断するなどの特別な工夫が必要であり、露光するための装置においても特別な機構を取り付ける必要があった。特に円筒状の感光性樹脂硬化物層を形成する際には、極めて複雑な機構が必要となる。
【0037】
樹脂(b)又は有機化合物(c)が、分子鎖中に存在する酸素原子又は窒素原子に対しα位に存在する水素原子を有する化合物、チオールのような硫黄原子に直接結合している水素原子を有する化合物を、感光性樹脂組成物全体量の少なくとも20wt%以上含有することが好ましく、より好ましくは40wt%以上である。前記酸素原子の由来原子団としては、アルコール、エーテル、エステル、カーボネート等を挙げることができ、また前記窒素原子の由来原子団としては、ウレタン、ウレア、アミド等を挙げることができる。詳しい反応メカニズムは明確ではないが、樹脂(b)又は有機化合物(c)の分子中に存在する前記α位水素や硫黄原子に直接結合している水素を、水素引き抜き型光重合開始剤の励起三重項状態が効率良く引き抜く反応によりラジカル種が発生し、生成したラジカル種が架橋反応に寄与するためと考えられる。水素引き抜き型光重合開始剤は200nm〜300nmの波長領域に強い光吸収を示す化合物が多く、これらの光は感光性樹脂組成物層内部で急速に減衰するため、特に表面での効率が高いものと推定される。
【0038】
その他、本発明の樹脂組成物には用途や目的に応じて重合禁止剤、紫外線吸収剤、染料、顔料、滑剤、界面活性剤、可塑剤、香料などを添加することができる。また、本発明の感光性樹脂組成物には、無機微粒子又は無機有機複合微粒子を添加することができる。
【0039】
本発明の感光性樹脂組成物(a)をシート状又は円筒状に成形する方法は、既存の樹脂の成形方法を用いることができる。例えば、ドクターブレードと塗布法、ダイ押し出し法、スプレー塗布法、グラビアコート法、ロールコート法等を挙げることができる。また、塗布した感光性樹脂組成物層をロールによりカレンダー加工して厚みを合わせる方法等を採ることができる。その際、感光性樹脂組成物の性能を落とさない範囲で加熱しながら成形を行なうことも可能である。感光性樹脂組成物を塗布する支持体として、シート状又は円筒状の支持体を用いることができる。シート状支持体としては、ポリエステル、ポリイミド、ポリアミド、ポリスルホン等のプラスチックフィルムや、ニッケル、アルミニウム、鉄等の金属シートを用いることができる。また、円筒状支持体としては、金属製シリンダーや、繊維強化プラスチック製の中空円筒状支持体や金属製中空円筒状支持体を用いることができる。
【0040】
本発明で用いる支持体の表面に物理的、化学的処理を行うことにより、感光性樹脂組成物層又は接着剤層との接着性を向上させることができる。物理的処理方法としては、サンドブラスト法、微粒子を含有した液体を噴射するウエットブラスト法、コロナ放電処理法、プラズマ処理法、紫外線又は真空紫外線照射法などを挙げることができる。また、化学的処理方法としては、強酸・強アルカリ処理法、酸化剤処理法、カップリング剤処理法などである。
【0041】
成形された感光性樹脂組成物(a)は、光照射により硬化させ、感光性樹脂硬化物を形成する。また、成型しながら光照射により硬化させることもできる。硬化に用いられる光源としては高圧水銀灯、超高圧水銀灯、紫外線蛍光灯、殺菌灯、カーボンアーク灯、キセノンランプ、メタルハライドランプ等が挙げることができる。感光性樹脂組成物層(a)に照射される光は、200nmから300nmの波長の光を有することが好ましい。特に水素引き抜き型光重合開始剤は、この波長領域に強い光吸収を有するものが多いため、200nmから300nmの波長の光を有する場合、感光性樹脂硬化物層表面の硬化性を充分に確保することができる。硬化に用いる光源は、1種類でも構わないが、波長の異なる2種類以上の光源を用いて硬化させることにより、樹脂の硬化性が向上することがあるので、2種類以上の光源を用いることも差し支えない。
【0042】
本発明の感光性樹脂硬化物を有するレーザー彫刻印刷原版をレーザー彫刻する際に用いるレーザー光源としては、発振波長が150nm以上20μm以下のレーザーを用いることが好ましい。赤外線波長領域に発振波長を有するものとして炭酸ガスレーザーを挙げることができる。近赤外線波長領域に発振波長を有するものとして、YAG、YLF、YVO4等の固体レーザー、半導体レーザー、ファイバーレーザー等を挙げることができる。また、可視波長領域に発振波長を有するものとしてアルゴンイオンレーザー等の気体レーザーや、固体レーザーの第二高調波を用いることができる。更に、紫外線波長領域に発振波長を有するものとして、前記固体レーザーの第三、第四、第五高調波や、ArF、XeF、KrF、F2等のエキシマレーザーを挙げることができる。レーザーの発振は、連続発振であってもパルス発振であっても構わない。近赤外線波長領域、可視波長領域、紫外線波長領域のレーザーは、出力が弱いものが多いので、パルス発振レーザーが特に好ましい。パルス発振レーザーとして、近年ではパルスの時間幅がナノ秒、ピコ秒又はフェムト秒のものが入手可能な状況にある。
【0043】
本発明のレーザー彫刻印刷原版をレーザー彫刻して表面にパターンを形成した際に、特に粘着性の高い液状の彫刻カスが微細パターン間に残存しやすく、除去し難い。前記のように感光性樹脂組成物を構成する樹脂(b)や有機化合物(c)として好ましい化合物を挙げたが、これらの化合物が分解して低分子化するが、彫刻カス中に、数平均分子量500以上5000以下の有機化合物(d)を含有することが好ましい。より好ましい範囲は500以上4000以下、更に好ましくは800以上3000以下である。数平均分子量がこの範囲であれば、水系洗浄液と多孔質有機体との組み合わせにより粘着性の高い液状彫刻カスが除去され易い。特に本発明の水系洗浄液との親和性の良好さから、有機化合物(d)が水酸基、カルボキシル基、アミノ基からなる群から選択される少なくとも1種類の官能基を有する化合物、又はカーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有する化合物であることが好ましい。有機化合物(d)の最も好ましいものの具体例として、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオール、ポリブタジエンポリオール、水添ポリブタジエンポリオールから選択される少なくとも1種類の化合物を含有するものを挙げることができる。これらの化合物の同定は、レーザー彫刻印刷版表面に残存する彫刻カスを液体クロマトグラフィーやゲル浸透クロマトグラフィー等の手法を用いて分離し、分離された成分を質量分析装置や核磁気共鳴スペクトル装置を用いて分子構造を解析することが可能である。
【0044】
本発明では、レーザー彫刻される印刷版層の下部にエラストマーからなるクッション層を形成することもできる。クッション層としては、ショアA硬度が10から70度のエラストマー層であることが好ましい。ショアA硬度が10度以上である場合、適度に変形するため、印刷品質を確保することができる。また、70度以下であれば、クッション層としての役割を果たすことができる。
【0045】
前記クッション層は、特に限定されず、熱可塑性エラストマー、光硬化型エラストマー、熱硬化型エラストマー等ゴム弾性を有するものであれば何でも構わない。微細孔を有する多孔質エラストマー層であってもよい。特にシート状又は円筒状印刷版への加工性の観点から、光で硬化する液状感光性樹脂組成物を用い、硬化後にエラストマー化する材料を用いることが簡便であり、より好ましい。
【0046】
本発明では、レーザー彫刻印刷版表面を洗浄後、表面のタックを除去するために後露光する工程を加えても構わない。後露光工程で使用する紫外線は、波長200nm以上300nm以下の光を含むことが好ましい。後露光工程は、空気中で実施しても構わないが、水中又は不活性ガス雰囲気中であっても構わない。また、後露光工程に先立ち、表面洗浄後のレーザー彫刻印刷版表面に水素引き抜き型光重合開始剤を含有する処理液を塗布する工程を加えることもできる。
【0047】
実施例
以下、本発明を実施例に基づいて説明するが、本発明はこれらによって制限されるものではない。
(1)数平均分子量の測定
樹脂(b)の数平均分子量は、ゲル浸透クロマトグラフ法(GPC法)を用いて、分子量既知のポリスチレンで換算して求めた。高速GPC装置(日本国、東ソー社製のHLC−8020)とポリスチレン充填カラム(商標、TSKgel GMHXL、日本国、東ソー社製)を用い,テトラヒドロフラン(THF)で展開して測定した。カラムの温度は40℃に設定した。GPC装置に注入する試料としては、樹脂濃度が1wt%のTHF溶液を調整調製し、注入量10μLとした。また、検出器としては、紫外吸収検出器を使用した。
(2)レーザー彫刻
レーザー彫刻は、炭酸ガスレーザー彫刻機(商標:ZED−mini−1000、英国、ZED社製、米国、コヒーレント社製、出力250W炭酸ガスレーザーを搭載)を用いて行った。彫刻は、網点(80 lines per inchで面積率10%)、500μm幅の凸線による線画、及び、500μm幅の白抜き線を含むパターンを作成して実施した。彫刻深さを大きく設定すると、微細な網点部のパターンのトップ部の面積が確保できず、形状も崩れて不鮮明となるため、彫刻深さは0.55mmとした。
(3)洗浄後の網点パターンの観察
レーザー彫刻工程後、表面を洗浄して網点パターン部を走査型電子顕微鏡で観察し、表面に残存する彫刻カスの付着状況を比較した。
【0048】
[実施例1]
(樹脂(b)の製造)
温度計、攪拌機を備えた1Lのセパラブルフラスコに、数平均分子量2500のポリオキシエチレン(EO)−ポリオキシプロピレン(PO)ブロック共重合体ジオール(EO/POモル比1/4)51重量部、数平均分子量3000のポリ(3−メチル−1,5−ペンタンジオールアジペート)33.9重量部、触媒としてジブチルチンスズジラウレート0.003重量部、2、6−ジ−tert−ブチル−4−メチルフェノール0.1重量部を入れ、攪拌混合した。系内の水分量を400ppmに調整した。次に、トリレンジイソシアネート6重量部を外温40℃で攪拌しながら滴下添加し、その後徐々に外温を上昇させ80℃において5時間反応させた。さらに、2−ヒドロキシプロピルメタクリレート4重量部を添加し、2時間反応させることによって不飽和ポリウレタンを得た。得られた不飽和ポリウレタンのGPCによるポリスチレン換算数平均分子量は22500であった。
【0049】
(感光性樹脂組成物の調製)
上記のように製造した不飽和ポリウレタン65重量部に対し、有機化合物(c)としてジエチレングリコール−2−エチルヘキシルエーテルアクリレート13重量部、ジエチレングリコールモノブチルエーテルモノメタクリレート20重量部、トリメチロールプロパントリメタクリレート2重量部、光重合開始剤として2,2−ジメトキシ−2−フェニルアセトフェノン0.6重量部、ベンゾフェノン1重量部、添加剤として無機多孔質体C−1504(富士シシリア化学株式会社製、多孔質性微粉末シリカ、商標「サイロスフェアーC−1504」、数平均粒子径4.5μm、比表面積520m2/g、平均細孔径12nm、細孔容積1.5ml/g、灼熱減量2.5wt%、吸油量290ml/100g)、重合禁止剤として2,6−ジ−t−ブチルー4−メチルフェノール0.05重量部を混合し、感光性樹脂組成物アを得た。
【0050】
(シート状感光性樹脂硬化物の作製)
幅1m、直径318.47mmのシリンダーの長軸方向に幅10mm、厚さ50μmの両面接着テープを貼り付けた。厚さ180μmのPETフィルムを円筒状支持体であるシリンダー表面に巻きつけ、前記両面接着テープの部分にPETフィルムの両端部が来るように位置を合わせ、固定した。
調製した感光性樹脂組成物アをPETフィルム上に厚さ2.8mmのシート状に成形し、シリンダーを回転させながら、メタルハライドタンプ(アイ・グラフィックス社製、商標「M056−L21」)から出てくる光を,大気中で感光性樹脂層が露出している面から照射し、光硬化物を得た。照射したエネルギー量は、4000mJ/cm2(UV−35−APRフィルターで測定した照度を時間積分した値)であった。照射面でのランプ照度は、UVメーター(オーク製作所社製、商標「UV−M02」)を用いて測定した。UV−35−APRフィルターを使用して測定したランプ照度は、100mW/cm2、UV−25−フィルターを使用して測定したランプ照度は、14mW/cm2であった。シリンダーを回転させながら、得られた光硬化物の表面をバイトで切削し、その後、シリンダー及びカーボランダム製グラインディングホイールを回転させながら研削し、1000番のサンドペーパーを用いて表面を研磨し、レーザー彫刻用シート状印刷原版を得た。
【0051】
(シート状印刷基材の作製)
得られたシート状印刷原版を炭酸ガスレーザー彫刻機のシリンダー表面上に固定し、該印刷原版表面にレーザー彫刻によりパターンが形成された印刷版を得た。印刷版表面には粉末状の彫刻カスと網点部には粘着性のある彫刻カスが観察された。印刷版表面に残存していた彫刻カスを採取し、テトラヒドロフランに溶解する成分をゲル浸透クロマトグラフィー(GPC)で分析した結果、数平均分子量が約2700のポリマー成分が検出された。GPCチャートのピーク付近の成分を分取し、核磁気共鳴スペクトル法(NMR)を用いて分析したところ、樹脂(b)の原料として用いたポリオキシエチレン(EO)−ポリオキシプロピレン(PO)ブロック共重合体ジオール(EO/POモル比1/4)とポリ(3−メチル−1,5−ペンタンジオールアジペート)ポリ(3−メチル−1,5−ペンタンジオールアジペート)の混合物とほぼ同じ化学シフトにピークを有するNMRスペクトルを得た。
【0052】
(彫刻カスの除去評価)
上記のように得られたレーザー彫刻印刷版表面に残存している粉末状彫刻カスを、該レーザー彫刻印刷版表面に圧縮空気を噴射することにより除去した。その後、レーザー彫刻印刷版の表面に赤外線ヒーターから発する赤外線を照射し、温度100℃に加熱し、その表面に多孔質有機体として厚さ300μmの不織布を接触させた。その結果、レーザー彫刻印刷版表面に形成した網点部のパターン間に存在していた液状彫刻カスを除去できていることを、光学顕微鏡を用いて確認できた。
液状彫刻カスの除去に要した時間は、約5分であった。図1は、網点パターン部の状況を撮影した電子顕微鏡写真を示す。
【0053】
[実施例2]
実施例1と同じ方法で得られたシート状印刷版を用いて、表面に残存する彫刻カスの除去評価を実施した。実施例1の不織布の代わりに、発泡ポリウレタンスポンジシートを用いる以外は実施例1と同様にして印刷版表面を洗浄した。使用した発泡ポリウレタンシートは連続気泡を有するシート状多孔質有機体であった。得られた印刷版表面の網点パターン部を、走査型電子顕微鏡を用いて観察した結果、実施例1と同程度にきれいに洗浄できていることが確認された。なお、使用したスポンジシートの密度は、0.5g/cm3であった。
【0054】
[実施例3]
(樹脂(b)の製造)
温度計、攪拌機を備えた1Lのセパラブルフラスコに、旭化成ケミカルズ株式会社製ポリカーボネートジオールである、商標「PCDL L4672」(数平均分子量1990、OH価56.4)100重量部とトリレンジイソシアネート6.9重量部を加え80℃に加温下3時間反応させたのち、2−メタクリロイルオキシイソシアネート3.3重量部を添加し、さらに3時間反応させて不飽和ポリウレタンを得た。得られた不飽和ポリウレタンのGPCによるポリスチレン換算数平均分子量は約10000であった。
【0055】
(感光性樹脂組成物の調製)
上記のように製造した不飽和ポリウレタン100重量部に対し、有機化合物(c)としてベンジルメタクリレート25重量部、シクロメタクリレート19重量部、ブトキシジエチレングリコールメタクリレート6重量部、光重合開始剤として2,2−ジメトキシー2−フェニルアセトフェノン0.6重量部、ベンゾフェノン1重量部、添加剤として無機多孔質体C−1504(富士シシリア化学株式会社製、多孔質性微粉末シリカ、商標「サイロスフェアーC−1504」、数平均粒子径4.5μm、比表面積520m2/g、平均細孔径12nm、細孔容積1.5ml/g、灼熱減量2.5wt%、吸油量290ml/100g)5重量部、重合禁止剤として2,6−ジ−t−ブチルー4−メチルフェノール0.05重量部を混合し、感光性樹脂組成物イを得た。
【0056】
(シート状印刷基材の作製)
感光性樹脂組成物イを用いる以外は、実施例1と同様にしてシート状印刷原版を作製し、その後、レーザー彫刻法を用いて表面にパターンを形成したシート状印刷版を得た。印刷版表面には粉末状の彫刻カスと網点部には粘着性のある彫刻カスが観察された。印刷版表面に残存していた彫刻カスを採取し、テトラヒドロフランに溶解する成分をゲル浸透クロマトグラフィー(GPC)で分析した結果、数平均分子量が約2000のポリマー成分が検出された。GPCチャートのピーク付近の成分を分取し、核磁気共鳴スペクトル法(NMR)を用いて分析したところ、樹脂(b)の原料として用いたポリカーボネートジオールとほぼ同じ化学シフトにピークを有するNMRスペクトルを得た。
【0057】
(彫刻カスの除去評価)
上記のように得られたレーザー彫刻印刷版表面に残存している粉末状彫刻カスを、該レーザー彫刻印刷版表面に圧縮空気を噴射することにより除去した。その後、レーザー彫刻印刷版の表面に赤外線ヒーターから発する赤外線を照射し、温度100℃に加熱し、その表面に多孔質有機体として厚さ300μmの不織布を接触させた。その結果、レーザー彫刻印刷版表面に形成した網点部のパターン間に存在していた液状彫刻カスを除去できていることを、光学顕微鏡を用いて確認できた。液状彫刻カスの除去に要した時間は、5分以内であった。
【0058】
[実施例4]
(円筒状印刷基材の作製)
実施例3で調製した感光性樹脂組成物イを、エアーシリンダーに装着した内径150mmの繊維強化プラスチック製中空円筒状支持体表面上に、厚さ1.3mmとなるようにブレードコート方式で塗布し、その後、メタルハライドランプ(米国、フュージョン社製)の紫外線を照射し、前記感光性樹脂組成物を光硬化させて感光性樹脂硬化物層を形成した。さらに、表面を研削、研磨することにより厚さを1.14mmとすると共に表面の平滑性を確保した。
【0059】
(円筒状レーザー彫刻印刷版の作製)
上記のように作製した円筒状印刷基材の表面を、炭酸ガスレーザー彫刻機を用いて網点パターンを形成した。
【0060】
(彫刻カスの除去性評価)
平板状の多孔質セラミックス製基板を用意し、この基板を真空系につながった容器の開口部に装着することにより、該多孔質セラミックス製基板を通して、空気を吸引できる冶具を作製した。該多孔質セラミックス製基板の露出している表面に、多孔質有機体として厚さ300μmの不織布を置き、真空系で吸引した状態とした。
次に、前記円筒状レーザー彫刻印刷版の表面を赤外線ヒーターで加熱し約80℃とした。赤外線ヒーターで加熱し、さらに該円筒状レーザー彫刻印刷版を回転させながら、前記不織布表面と該円筒状レーザー彫刻印刷版表面が接触するようにした。
円筒状レーザー彫刻印刷版表面の網点パターン間に残存していた液状彫刻カスの状況を、顕微鏡を用いて観察したところ、液状彫刻カスがきれいに除去できていることを確認した。
【0061】
[比較例1]
実施例1と同様の方法により、レーザー彫刻法を用いて表面にパターンが形成されたシート状印刷版を作製した。さらに、作製したシート状印刷版を40℃に温調した温水に浸漬し、出力1200W、周波数28kHzの超音波振動子を挿入し、彫刻カスの洗浄評価を実施した。その結果、印刷版表面の網点パターン間に残存していた粘着性の高い彫刻カスが除去できていないことが観察された。図2は、比較例1における電子顕微鏡写真を示す。
【0062】
[比較例2]
実施例1と同様の方法により、レーザー彫刻法を用いて表面にパターンが形成されたシート状印刷版を作製した。さらに、実施例1と同じ組成の水系洗浄液を調製し、作製したシート状印刷版を、温度60℃に加熱した水系洗浄液中に浸漬し、出力1200W、周波数48kHzの超音波振動子を挿入し、彫刻カスの洗浄評価を実施した。その結果、印刷版表面の網点パターン間に残存していた粘着性の高い彫刻カスが除去できていないことが観察された。
【0063】
[比較例3]
不織布の代わりに多孔質性のない厚み188μmのポリエチレンテレフタレートフィルムを用いる以外は、実施例1と同様にしてレーザー彫刻印刷版を作製し、彫刻カスの除去性を評価した。その結果、網点部に残存した液状彫刻カスが除去できていないことが確認された。
【0064】
[比較例4]
彫刻カスの除去性評価において、温度を30℃とする以外は実施例1と同様にして彫刻カスの除去性を評価した。その結果、網点部に残存する液状彫刻カスの除去は不十分であった。
【0065】
[比較例5]
彫刻カスの除去性評価において、温度を200℃とする以外は実施例1と同様にして彫刻カスの除去性を評価した。レーザー彫刻印刷版の支持体として用いていたPETフィルムが変形し、寸法が大きく変わってしまい、印刷工程で使用できるものではなかった。
【産業上の利用可能性】
【0066】
本発明によれば、レーザー彫刻印刷版表面の粘着性の高い液状カスを簡便な方法で、かつ、短時間で洗浄除去できる方法として好適である。
【図面の簡単な説明】
【0067】
【図1】本発明による実施例1の洗浄評価後の印刷版表面の網点パターン部の200倍に拡大した電子顕微鏡写真を示す。
【図2】本発明における比較例1の洗浄評価後の印刷版表面の網点パターン部の200倍に拡大した電子顕微鏡写真を示す。
【特許請求の範囲】
【請求項1】
感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、
(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱
する工程と、
(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、
を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法。
【請求項2】
前記工程(i)及び工程(ii)に先立ち、
(iii)レーザー彫刻印刷版表面を吸引する工程又はレーザー彫刻印刷版表面に気体を吹き付ける工程を、
さらに含むことを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項3】
前記工程(i)の加熱方法が、熱風を印刷版表面に吹きつける方法、赤外線を印刷版
表面に照射する方法、及び印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法であること特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項4】
前記多孔質有機体が、密度0.2g/cm3以上1.5g/cm3以下であることを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項5】
前記多孔質有機体が、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミド、ポリエステル、ポリアクリロニトリル、及びセルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有することを特徴とする請求項1から4のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項6】
前記多孔質有機体が、連続気泡を有することを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項7】
前記レーザー彫刻印刷原版が、中空円筒状支持体上に感光性樹脂硬化物層を少なくとも1層積層した積層体であって、該感光性樹脂硬化物層が20℃において液状の感光性樹脂組成物を光硬化させたものであることを特徴とする請求項1から6のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項8】
前記多孔質有機体が、円筒状成形体であることを特徴とする請求項1から7のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項9】
前記円筒状成形体がレーザー彫刻印刷版表面に接触しながら、該円筒状成形体内部から吸引する工程を、さらに含むことを特徴とする請求項8に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項10】
前記彫刻カスが、数平均分子量500以上5000以下の有機化合物(d)を含有することを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項11】
前記有機化合物(d)が、カーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合、及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有することを特徴とする請求項10に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項12】
前記有機化合物(d)が、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオールからなる群から選択される少なくとも1種類の化合物を含有することを特徴とする請求項10又は11に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項13】
前記レーザー光の発振波長が、150nm以上20μm以下であることを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項1】
感光性樹脂硬化物層を少なくとも1層有するレーザー彫刻印刷原版表面にレーザー光を照射し、照射された部分の感光性樹脂硬化物を除去させて形成される凹凸パターンを有するレーザー彫刻印刷版の表面に残存する彫刻カスの洗浄方法であって、
(i)レーザー彫刻印刷版表面又は表面近傍の温度を40℃以上150℃以下に加熱
する工程と、
(ii)レーザー彫刻印刷版表面と多孔質有機体とを接触させる工程と、
を含むことを特徴とするレーザー彫刻印刷版表面の洗浄方法。
【請求項2】
前記工程(i)及び工程(ii)に先立ち、
(iii)レーザー彫刻印刷版表面を吸引する工程又はレーザー彫刻印刷版表面に気体を吹き付ける工程を、
さらに含むことを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項3】
前記工程(i)の加熱方法が、熱風を印刷版表面に吹きつける方法、赤外線を印刷版
表面に照射する方法、及び印刷版を加熱オーブン中に保持する方法からなる群から選択される少なくとも1種類の加熱方法であること特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項4】
前記多孔質有機体が、密度0.2g/cm3以上1.5g/cm3以下であることを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項5】
前記多孔質有機体が、ポリエチレン、ポリウレタン、ポリプロピレン、ポリアミド、ポリイミド、ポリエステル、ポリアクリロニトリル、及びセルロースからなる群から選択される少なくとも1種類の樹脂又は繊維を含有することを特徴とする請求項1から4のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項6】
前記多孔質有機体が、連続気泡を有することを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項7】
前記レーザー彫刻印刷原版が、中空円筒状支持体上に感光性樹脂硬化物層を少なくとも1層積層した積層体であって、該感光性樹脂硬化物層が20℃において液状の感光性樹脂組成物を光硬化させたものであることを特徴とする請求項1から6のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項8】
前記多孔質有機体が、円筒状成形体であることを特徴とする請求項1から7のいずれか一項に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項9】
前記円筒状成形体がレーザー彫刻印刷版表面に接触しながら、該円筒状成形体内部から吸引する工程を、さらに含むことを特徴とする請求項8に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項10】
前記彫刻カスが、数平均分子量500以上5000以下の有機化合物(d)を含有することを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項11】
前記有機化合物(d)が、カーボネート結合、エステル結合、エーテル結合、ウレタン結合、アミド結合からなる群から選択される少なくとも1種類の結合、及び/又は飽和炭化水素鎖、不飽和炭化水素鎖から選択されるいずれかの分子鎖を有することを特徴とする請求項10に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項12】
前記有機化合物(d)が、ポリカーボネートポリオール、ポリエステルポリオール、ポリエーテルポリオールからなる群から選択される少なくとも1種類の化合物を含有することを特徴とする請求項10又は11に記載のレーザー彫刻印刷版表面の洗浄方法。
【請求項13】
前記レーザー光の発振波長が、150nm以上20μm以下であることを特徴とする請求項1に記載のレーザー彫刻印刷版表面の洗浄方法。
【図1】



【図2】
【図2】
【公開番号】特開2008−168484(P2008−168484A)
【公開日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願番号】特願2007−2348(P2007−2348)
【出願日】平成19年1月10日(2007.1.10)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願日】平成19年1月10日(2007.1.10)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]