
搬送ハンド装置

【課題】板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することのできる搬送ハンド装置を提供すること。
【解決手段】搬送ハンド50が、板材82をマグネット部54の電磁石62により吸着して母材84上にある所定の溶接位置へと搬送した後、当該所定の溶接位置より所定間隔空けた真上位置で当該板材の吸着を解除することでマグネット部及びガイド部58により板材の姿勢を保持しつつ当該所定の溶接位置に当該板材を落下させて配設する。
【解決手段】搬送ハンド50が、板材82をマグネット部54の電磁石62により吸着して母材84上にある所定の溶接位置へと搬送した後、当該所定の溶接位置より所定間隔空けた真上位置で当該板材の吸着を解除することでマグネット部及びガイド部58により板材の姿勢を保持しつつ当該所定の溶接位置に当該板材を落下させて配設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板材を持ち上げて所定位置へ搬送する搬送ハンド装置に関する。
【背景技術】
【0002】
造船等においては、鋼材から切断された板材を搬送し仮溶接するサブユニット組立ラインを経てブロックが製作される。
当該サブユニット組立ラインでは、種々の板材を仮溶接したサブユニットが製作される。
詳しくは、所定の板材置場に置かれた板材が搬送手段により仮溶接位置にまで搬送され、溶接ロボット等により仮溶接が施される。
【0003】
当該仮溶接の精度を得るには搬送手段により板材を正確に仮溶接位置に配設する必要がある。
当該搬送手段としては、例えば、ワーク(板材)を可動側把持部と固定側把持部の間で挟持し、可動側把持部における弾性膜部材を膨張させることでワークを固定側把持部に押圧して当該ワークを把持するメカニカルハンド機構があり、当該メカニカルハンド機構は、把持したワークを母材上の溶接位置へと搬送する(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−33148号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に開示された技術のように、弾性膜部材でワークを押圧して把持するような構成では、把持する際や把持を解除する際に弾性膜部材及び固定側把持部がワークと干渉し、摩擦等により板材の位置がずれたりして、予定した方向で板材を把持できなかったり、溶接位置へと板材を正確に位置決めすることができないという問題がある。
【0006】
また、板材を押圧して把持すると可動側把持部や固定側把持部との接触により板材が擦れて傷が付くおそれもあり好ましくない。
本発明はこのような問題を解決するためになされたもので、その目的とするところは、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することのできる搬送ハンド装置を提供することにある。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、請求項1の搬送ハンド装置では、板材を持ち上げて所定位置へ搬送する搬送ハンド装置であって、倒立された板材の一側面を電磁石により吸着して搬送し、該吸着を解除することで前記所定位置に該板材を配設するマグネット部と、前記板材を間に介して前記マグネット部と対向する位置に設けられ、前記マグネット部の電磁石による前記板材の吸着が解除された時、前記所定位置に配設された該板材の姿勢を前記マグネット部とともに保持するガイド部と、を備えたことを特徴としている。
【0008】
請求項2の搬送ハンド装置では、請求項1において、前記マグネット部は、前記所定位置に搬送した板材を、該所定位置から所定間隔空けた真上位置で吸着を解除し、該板材を落下させて該所定位置に配設するものであることを特徴としている。
請求項3の搬送ハンド装置では、請求項1または2において、前記ガイド部は、前記マグネット部に対して遠近方向に移動可能なものであることを特徴としている。
【0009】
請求項4の搬送ハンド装置では、請求項1乃至3のいずれかにおいて、前記マグネット部は一平面に複数の電磁石が配設され、前記板材の形状または重量に応じて選択的に該複数の電磁石のうちの一部または全てを使用して該板材を吸着するものであることを特徴としている。
【発明の効果】
【0010】
上記手段を用いる本発明の請求項1の搬送ハンド装置によれば、マグネット部が電磁石により板材の一側面を吸着して当該板材を持ち上げ、搬送を行う。そして、搬送先である所定位置で、マグネット部の電磁石による吸着を解除することで板材を配設するとともに、当該板材の吸着面の裏側にあるガイド部が当該マグネット部とともに当該板材の姿勢を保持する。
【0011】
このように、電磁石の吸着により板材を持ち上げることで、板材を押圧することなく持ち上げることができる。したがって、従来のように板材を押圧して把持するような構成とは異なり、板材を持ち上げる際に板材を傷つけることなく、且つ板材との摩擦もなく、板材をずれなく持ち上げることができる。
また、当該板材を搬送位置へ配設する際も、マグネット部の電磁石による吸着を解除するだけであり、さらに当該マグネット部及びガイド部により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
【0012】
これにより、当該搬送ハンド装置は、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することができる。
請求項2の搬送ハンド装置によれば、マグネット部は所定位置から所定間隔空けた真上位置で吸着を解除し、板材を鉛直方向に落下させることで当該所定位置へと配設する。
このように、板材を落下させて配設することで、板材を所定位置に押し付けることなく、正確に当該所定位置に配設することができる。
【0013】
請求項3の搬送ハンド装置によれば、ガイド部は、マグネット部に対して遠近方向に移動可能なものとする。
これにより、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じてガイド部を当接させることができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
【0014】
請求項4の搬送ハンド装置によれば、マグネット部は一平面に設けられた複数の電磁石を、板材の形状及び重量に応じて選択的に使用して吸着する。
これにより、小さな板材から大きな板材までを効率よく確実に吸着して所定位置へと搬送することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の平面図である。
【図2】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の正面図である。
【図3】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の側面図である。
【図4】搬送ハンドの斜視図である。
【図5】搬送ハンドの側面図である。
【図6】搬送ハンドの正面図である。
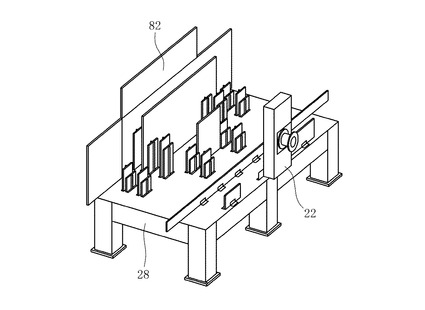
【図7】倒立用ロボットのピッキングハンドによる板材配設時の斜視図である。
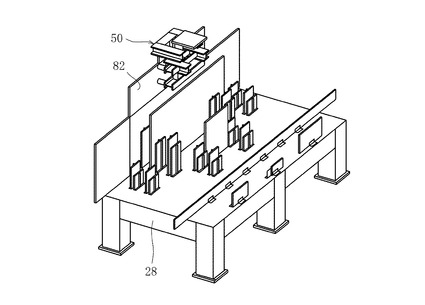
【図8】搬送機構の搬送ハンドによる板材持ち上げ時の斜視図である。
【図9】搬送ハンドが板材を所定の溶接位置へ配設する際の側面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を図面に基づき説明する。
図1乃至6を参照すると、図1乃至3には本発明に係る搬送ハンド装置を備えたサブユニット組立装置の平面図、正面図、側面図が示されており、図4乃至6には搬送ハンドの斜視図、側面図、正面図がそれぞれ示されている。
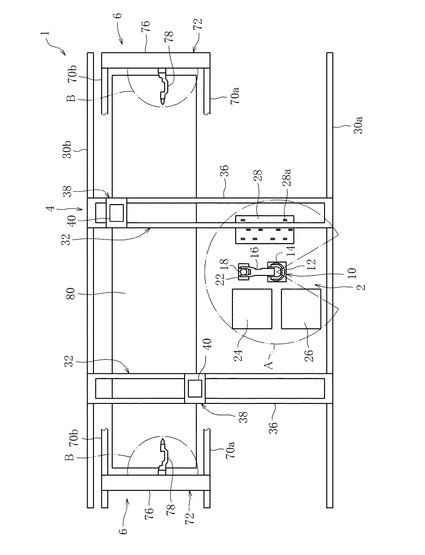
図1乃至3には、造船ラインの一部に設けられたサブユニット組立装置1が示されている。
【0017】
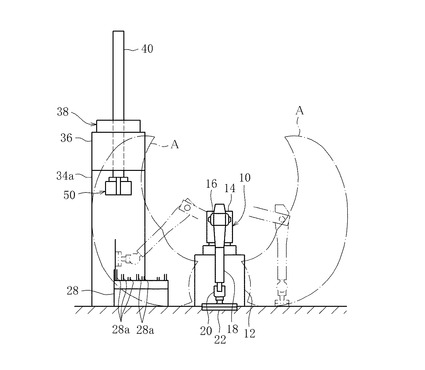
本実施形態におけるサブユニット組立装置1は、主に、平置きされた板材を倒立させる板材倒立部2、倒立された板材を搬送する搬送部4、搬送された板材に仮溶接を施す溶接部6から構成されている。
詳しくは、板材倒立部2は、倒立用ロボット10を有している。
当該倒立用ロボット10は、所謂6軸多関節ロボットである。詳しくは、当該倒立用ロボット10は、基台12に回転台14が載置され、当該回転台14に第1アーム16の一端が連結されている。そして、当該第1アーム16の他端には第2アーム18が連結されており、当該第2アーム18の先端部分には回転連結部20を介してピッキングハンド22が設けられている。当該倒立ロボット10のピッキングハンド22は、板材を吸着可能な電磁石を有しており、図1乃至3に一点鎖線で示す領域Aの範囲でハンドリング可能である。
【0018】
また、当該倒立用ロボット10の周囲には、図示しないフォークリフト等により板材の載ったパレットが配設されるパレット置場24、空になったパレットが配設される空パレット置場26、倒立状態で板材が配設される倒立板材置場28が形成されている。
当該倒立板材置場28上には、板材を倒立状態で支持する支持部材28aが複数設けられている。当該各支持部材28aは、板材の形状に対応し、板材の下部部分の少なくとも2箇所に位置するよう配設されており、各箇所において当該板材を挟むように立設された一対の支持板で構成されている。なお、面積の大きな板材を支持するための支持板は上方に長く、面積の小さな板材を支持するための支持板は上方に短い形状をなしている。
【0019】
搬送部4は、板材倒立部2及び溶接部6を間に挟むよう敷設された一対の第1レール30a、30b及び当該第1レール30a、30b上を走行する2機の第1門型フレーム32、32を有している。なお、当該2機の第1門型フレーム32、32はそれぞれ同様の構成をなしており、以下1機の第1門型フレーム32について説明する。
当該第1門型フレーム32は、板材倒立部2及び溶接部6に跨っており、各第1レール30a、30b上に立設された脚部34a、34b、及び当該各脚部34a、34bの上部に架設された梁部36から構成されている。
【0020】
そして、当該梁部36には、当該梁部36の長手方向に沿って摺動可能な搬送機構38が設けられている。
当該搬送機構38は、昇降するポスト部材40の下端に搬送ハンド50(搬送ハンド装置)が設けられている。
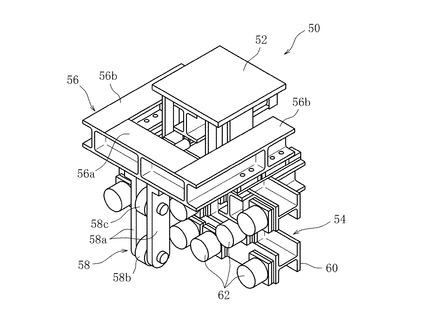
当該搬送ハンド50は、詳しくは図4乃至6に示すように、ポスト部材40と連結された基部52、当該基部52の下方に固定されたマグネット部54、基部52に対して水平方向に摺動可能なガイド支持部56、当該ガイド支持部56の一側端から下方に突出したガイド部58から構成されている。
【0021】
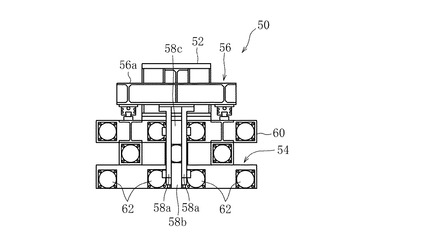
詳しくは、マグネット部54は、断面I字状の桁部材からなる本体部60の一側面に円柱状をなす電磁石62が複数個配設されている。詳しくは、当該電磁石62は、鉛直方向を含む平面上において、上段及び下段に5つ、中段に3つの上下3列に配列されている。
ガイド支持部56は、基辺部56aの両端から平行に延出部56b、56bが延びた上面視コ字状に形成されている。各延出部56b、56bにはそれぞれ油圧シリンダ56c、56cが設けられており、当該油圧シリンダ56c、56cの伸縮によりガイド支持部56は基部52に対し水平方向に摺動するものである。そして、当該ガイド支持部56が摺動することで当該ガイド支持部56の基辺部56aに設けられているガイド部58は、マグネット部54の一側面から遠近方向に移動する。
【0022】
ガイド部58は、ガイド支持部56の基辺部56aの長手方向中央部から一対の突出片58a、58aが下方へ延び、当該突出片58a、58aの間の上部及び下部に基辺部56aの長手方向を軸として回転自在なローラ58b、58cが設けられている。なお、当該突出片58a、58aの下端は上記マグネット部54の下端とほぼ高さ位置にあり、ローラ58b、58cは当該マグネット部54の下段列及び上段列と対向した位置に設けられている。
【0023】
このように構成された搬送ハンド50は、搬送する板材の上部一側面にマグネット部54の各電磁石62を吸着させ、当該吸着面の裏側においてガイド部58のローラ58b、58cが当接させて、板材を持ち上げるものである。なお、当該搬送ハンド50は板材を吸着する際には、板材の形状及び重量に応じて、複数の電磁石62のうちの一部または全てを使用して吸着するものである。
【0024】
さらに、当該搬送ハンド50はポスト部材40の長手方向を回転軸として回転可能である。つまり、第1門型フレーム32に設けられている当該搬送機構38の搬送ハンド50は、直交3軸に1つの回転軸を加えた可動範囲を有しており、倒立した板材を搬送先である溶接位置(所定位置)に搬送し、予め設定された溶接に適した所定位置に板材を配設するものである。
【0025】
溶接部6は、上記板材倒立部2より一側にて、上記第1レール30a、30bと同一方向に延びて敷設された一対の第2レール70a、70b、及び当該第2レール70a、70b上を走行する2機の第2門型フレーム72、72を有している。なお、当該2機の第2門型フレーム72、72はそれぞれ同様の構成をなしており、以下1機の第2門型フレーム72について説明する。
【0026】
当該第2門型フレーム72は、第2レール70a、70b上に立設された脚部74a、74b、当該各脚部74a、74bの上部に架設された梁部76から構成されている。
そして、当該梁部76の長手方向中央部には、図1及び2の一点鎖線で示す領域Bを可動範囲とし、板材に仮溶接を施す溶接ロボット78(溶接手段)が設けられている。
また、一対の第2レール70a、70bの間には溶接ロボット78により仮溶接された後のサブユニットを一方向に搬送する台車コンベア80が設けられている。
【0027】
以下、このように構成された本発明に係る搬送ハンド装置を備えたサブユニット組立装置のサブユニット組立工程について説明する。
図7乃至10を参照すると、図7には倒立用ロボット10のピッキングハンド22による板材配設時の斜視図、図8には搬送機構38の搬送ハンド50による板材持ち上げ時の斜視図、図9には搬送ハンド50が板材を溶接位置へ配設する際の側面図がそれぞれ示されている。
【0028】
当該サブユニット組立工程では、鋼材から切断された種々の形状の板材がパレット上に平置きされて、フォークリフト等の搬送手段により、倒立用ロボット10周囲のパレット置場24に配設される。
そして、倒立用ロボット10のピッキングハンド22がパレット上に平置きされた板材を吸着し、当該板材を倒立させながら倒立板材置場28へハンドリングする。詳しくは、図7に示すように、当該倒立ロボット10は板材がその形状に応じた支持部材28aに支持されて倒立するよう配設する。
【0029】
倒立板材置場28に配設された板材は、図8に示すように、搬送機構38の搬送ハンド50により持ち上げられて、溶接部6へと搬送される。例えば、当該実施形態では図7に示す所定の板材82を搬送するものとする。
詳しくは、当該搬送ハンド50は板材82上部の一側面にマグネット部54の各電磁石62を吸着させるとともに、油圧シリンダ56cによりガイド支持部56を介してガイド部58をマグネット部54側に近接させ、電磁石62の吸着面の裏側においてガイド部58のローラ58b、58cを当接させて、板材82を持ち上げる。このとき、マグネット部54は、板材の形状及び重量に応じて選択的に複数の電磁石62のうちの一部または全てを使用して当該板材に吸着する。例えば当該実施形態では全ての電磁石62を使用するものとする。また、ガイド部58は板材82をマグネット部54側に押圧するものではなく、電磁石62の吸着のみにより板材82は持ち上げ可能となる。
【0030】
当該搬送ハンド50が板材82を倒立板材置場28から持ち上げた後は、第1門型フレーム32が第1レール30a、30b上を走行するともに、搬送機構38が第1門型フレーム32の梁部36を摺動することで、当該搬送ハンド50は所定の溶接位置の上方へと移動する。
当該所定の溶接位置は、台車コンベア80上に載置された母材84に各板材に対応してマーキング等されている。そして、板材82は、対応するマーキング上に垂直に配設されるものである。
【0031】
詳しくは、図9(a)に示すように、母材84上において板材82に対応してマーキングされた所定の溶接位置の上方にある搬送ハンド50は、当該所定の溶接位置から所定間隔空けた真上位置に板材82が位置するようポスト部材40の昇降によって移動する。なお、当該所定間隔は、板材82における電磁石62の吸着面の上下長さよりも短くなるよう設定されている。
【0032】
そして、図9(b)に示すように、搬送ハンド50のマグネット部54において、板材82と吸着している電磁石62の磁力が解除されることで、板材82の吸着が解除され、板材82は鉛直方向に落下する。このとき、板材82のガイド部58側はローラ58b、58cが回転することで当該板材82は円滑に落下する。
この際、板材82は、マグネット部54において磁力を失った電磁石62の吸着面及びガイド部58のローラ58b、58cに挟まれていることで、鉛直方向に真っ直ぐに落下する。また、落下前の板材82下端と母材84との間隔は電磁石62の吸着面における上下長さよりも短いことから、板材82が落下し下端が母材84と当接した際にも、板材82の上部は少なくともマグネット部54下段の電磁石62及び下段のローラ58bの間に挟まれており、母材84と垂直をなす姿勢が保持される。
【0033】
このように母材84上に配設された板材82は、溶接ロボット78により仮溶接が施され、当該仮溶接により板材82の倒立状態が維持されるものとなると、搬送ハンド50は板材82から離間し、次の板材の搬送へと移行する。
このような工程を繰り返すことでサブユニットが製作され、当該サブユニットは台車コンベア80に載せられて次の工程へと移行する。
【0034】
以上のように、当該サブユニット組立装置1では、搬送部4における搬送機構38が倒立板材置場28に配設された板材を、搬送ハンド50のマグネット部54の電磁石62により吸着して持ち上げ、所定の溶接位置へと搬送し配設する。
搬送ハンド50は、電磁石62の吸着により板材を持ち上げることで、板材を押圧することなく持ち上げることができる。したがって、従来のように板材を押圧して把持するような構成とは異なり、板材を持ち上げる際に板材を傷つけることなく、且つ板材との摩擦もなく当該板材を持ち上げることができる。
【0035】
また、マグネット部54は一平面設けられた複数の電磁石62を、板材の形状及び重量に応じて選択的に使用が可能であることで、小さな板材から大きな板材までを効率よく確実に吸着して所定位置へと搬送することができる。例えば、小さな板材や細長い板材である場合には、マグネット部54の下段の電磁石62のみを使用して吸着を行う。
一方、板材を搬送位置へ配設する際も、マグネット部54の電磁石62による吸着を解除するだけであり、さらに当該マグネット部54及びガイド部58により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
【0036】
また、マグネット部54は所定位置から所定間隔空けた真上位置で吸着を解除し、板材を鉛直方向に落下させて所定位置へと配設することで、板材を所定位置に押し付けることもなく、正確に当該所定位置に配設することができる。
さらに、ガイド部58は、マグネット部54に対して遠近方向に移動可能であり、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じて当接することができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
【0037】
これらのことから、本発明に係る搬送ハンド装置は、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することができる。
以上で本発明に係る搬送ハンド装置の実施形態についての説明を終えるが、実施形態は上記実施形態に限られるものではない。
上記実施形態では、本発明に係る搬送ハンド装置を造船におけるサブユニット組立装置に適用させているが、当該搬送ハンド装置の適用はこれに限られるものではなく、造船以外の部材組立装置にも適用させても構わない。
【0038】
また、上記実施形態では、搬送ハンド50は第1門型フレーム32の搬送機構38の一部として設けられているが、このような構成に限られるものではなく、例えばロボットアームのアーム先端に設けられるものでも構わない。このように、ロボットアームに設けた場合等、上記実施形態では、搬送ハンド50により板材82を母材84の所定位置に対して垂直に倒立した状態を保持するよう配設しているが、斜めに倒立させた状態を保持することも可能である。
【0039】
また、上記実施形態では、ガイド部58には上下にローラ58b、58cが設けられているが、当該ガイド部58の構成はこれに限られるものではない。例えば、ローラを設けず、突出片が直接板材に当接する構成であっても構わない。
また、上記実施形態では、ガイド部58はガイド支持部56を介して水平方向に摺動するものであるが、ガイド部58の動作はこれに限られるものではない。例えば、ガイド部の上端を支点にマグネット部に対して遠近方向に揺動するような構成であっても構わない。
【符号の説明】
【0040】
1 サブユニット組立装置
2 板材倒立部
4 搬送部
6 溶接部
10 倒立用ロボット
28 倒立板材置場
38 搬送機構
40 ポスト部材
50 搬送ハンド(搬送ハンド装置)
52 基部
54 マグネット部
56 ガイド支持部
58 ガイド部
58b、58cローラ
60 本体部
62 電磁石
78 溶接ロボット
80 台車コンベア
82 板材
84 母材
【技術分野】
【0001】
本発明は、板材を持ち上げて所定位置へ搬送する搬送ハンド装置に関する。
【背景技術】
【0002】
造船等においては、鋼材から切断された板材を搬送し仮溶接するサブユニット組立ラインを経てブロックが製作される。
当該サブユニット組立ラインでは、種々の板材を仮溶接したサブユニットが製作される。
詳しくは、所定の板材置場に置かれた板材が搬送手段により仮溶接位置にまで搬送され、溶接ロボット等により仮溶接が施される。
【0003】
当該仮溶接の精度を得るには搬送手段により板材を正確に仮溶接位置に配設する必要がある。
当該搬送手段としては、例えば、ワーク(板材)を可動側把持部と固定側把持部の間で挟持し、可動側把持部における弾性膜部材を膨張させることでワークを固定側把持部に押圧して当該ワークを把持するメカニカルハンド機構があり、当該メカニカルハンド機構は、把持したワークを母材上の溶接位置へと搬送する(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−33148号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に開示された技術のように、弾性膜部材でワークを押圧して把持するような構成では、把持する際や把持を解除する際に弾性膜部材及び固定側把持部がワークと干渉し、摩擦等により板材の位置がずれたりして、予定した方向で板材を把持できなかったり、溶接位置へと板材を正確に位置決めすることができないという問題がある。
【0006】
また、板材を押圧して把持すると可動側把持部や固定側把持部との接触により板材が擦れて傷が付くおそれもあり好ましくない。
本発明はこのような問題を解決するためになされたもので、その目的とするところは、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することのできる搬送ハンド装置を提供することにある。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、請求項1の搬送ハンド装置では、板材を持ち上げて所定位置へ搬送する搬送ハンド装置であって、倒立された板材の一側面を電磁石により吸着して搬送し、該吸着を解除することで前記所定位置に該板材を配設するマグネット部と、前記板材を間に介して前記マグネット部と対向する位置に設けられ、前記マグネット部の電磁石による前記板材の吸着が解除された時、前記所定位置に配設された該板材の姿勢を前記マグネット部とともに保持するガイド部と、を備えたことを特徴としている。
【0008】
請求項2の搬送ハンド装置では、請求項1において、前記マグネット部は、前記所定位置に搬送した板材を、該所定位置から所定間隔空けた真上位置で吸着を解除し、該板材を落下させて該所定位置に配設するものであることを特徴としている。
請求項3の搬送ハンド装置では、請求項1または2において、前記ガイド部は、前記マグネット部に対して遠近方向に移動可能なものであることを特徴としている。
【0009】
請求項4の搬送ハンド装置では、請求項1乃至3のいずれかにおいて、前記マグネット部は一平面に複数の電磁石が配設され、前記板材の形状または重量に応じて選択的に該複数の電磁石のうちの一部または全てを使用して該板材を吸着するものであることを特徴としている。
【発明の効果】
【0010】
上記手段を用いる本発明の請求項1の搬送ハンド装置によれば、マグネット部が電磁石により板材の一側面を吸着して当該板材を持ち上げ、搬送を行う。そして、搬送先である所定位置で、マグネット部の電磁石による吸着を解除することで板材を配設するとともに、当該板材の吸着面の裏側にあるガイド部が当該マグネット部とともに当該板材の姿勢を保持する。
【0011】
このように、電磁石の吸着により板材を持ち上げることで、板材を押圧することなく持ち上げることができる。したがって、従来のように板材を押圧して把持するような構成とは異なり、板材を持ち上げる際に板材を傷つけることなく、且つ板材との摩擦もなく、板材をずれなく持ち上げることができる。
また、当該板材を搬送位置へ配設する際も、マグネット部の電磁石による吸着を解除するだけであり、さらに当該マグネット部及びガイド部により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
【0012】
これにより、当該搬送ハンド装置は、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することができる。
請求項2の搬送ハンド装置によれば、マグネット部は所定位置から所定間隔空けた真上位置で吸着を解除し、板材を鉛直方向に落下させることで当該所定位置へと配設する。
このように、板材を落下させて配設することで、板材を所定位置に押し付けることなく、正確に当該所定位置に配設することができる。
【0013】
請求項3の搬送ハンド装置によれば、ガイド部は、マグネット部に対して遠近方向に移動可能なものとする。
これにより、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じてガイド部を当接させることができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
【0014】
請求項4の搬送ハンド装置によれば、マグネット部は一平面に設けられた複数の電磁石を、板材の形状及び重量に応じて選択的に使用して吸着する。
これにより、小さな板材から大きな板材までを効率よく確実に吸着して所定位置へと搬送することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の平面図である。
【図2】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の正面図である。
【図3】本発明に係る搬送ハンド装置を備えたサブユニット組立装置の側面図である。
【図4】搬送ハンドの斜視図である。
【図5】搬送ハンドの側面図である。
【図6】搬送ハンドの正面図である。
【図7】倒立用ロボットのピッキングハンドによる板材配設時の斜視図である。
【図8】搬送機構の搬送ハンドによる板材持ち上げ時の斜視図である。
【図9】搬送ハンドが板材を所定の溶接位置へ配設する際の側面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を図面に基づき説明する。
図1乃至6を参照すると、図1乃至3には本発明に係る搬送ハンド装置を備えたサブユニット組立装置の平面図、正面図、側面図が示されており、図4乃至6には搬送ハンドの斜視図、側面図、正面図がそれぞれ示されている。
図1乃至3には、造船ラインの一部に設けられたサブユニット組立装置1が示されている。
【0017】
本実施形態におけるサブユニット組立装置1は、主に、平置きされた板材を倒立させる板材倒立部2、倒立された板材を搬送する搬送部4、搬送された板材に仮溶接を施す溶接部6から構成されている。
詳しくは、板材倒立部2は、倒立用ロボット10を有している。
当該倒立用ロボット10は、所謂6軸多関節ロボットである。詳しくは、当該倒立用ロボット10は、基台12に回転台14が載置され、当該回転台14に第1アーム16の一端が連結されている。そして、当該第1アーム16の他端には第2アーム18が連結されており、当該第2アーム18の先端部分には回転連結部20を介してピッキングハンド22が設けられている。当該倒立ロボット10のピッキングハンド22は、板材を吸着可能な電磁石を有しており、図1乃至3に一点鎖線で示す領域Aの範囲でハンドリング可能である。
【0018】
また、当該倒立用ロボット10の周囲には、図示しないフォークリフト等により板材の載ったパレットが配設されるパレット置場24、空になったパレットが配設される空パレット置場26、倒立状態で板材が配設される倒立板材置場28が形成されている。
当該倒立板材置場28上には、板材を倒立状態で支持する支持部材28aが複数設けられている。当該各支持部材28aは、板材の形状に対応し、板材の下部部分の少なくとも2箇所に位置するよう配設されており、各箇所において当該板材を挟むように立設された一対の支持板で構成されている。なお、面積の大きな板材を支持するための支持板は上方に長く、面積の小さな板材を支持するための支持板は上方に短い形状をなしている。
【0019】
搬送部4は、板材倒立部2及び溶接部6を間に挟むよう敷設された一対の第1レール30a、30b及び当該第1レール30a、30b上を走行する2機の第1門型フレーム32、32を有している。なお、当該2機の第1門型フレーム32、32はそれぞれ同様の構成をなしており、以下1機の第1門型フレーム32について説明する。
当該第1門型フレーム32は、板材倒立部2及び溶接部6に跨っており、各第1レール30a、30b上に立設された脚部34a、34b、及び当該各脚部34a、34bの上部に架設された梁部36から構成されている。
【0020】
そして、当該梁部36には、当該梁部36の長手方向に沿って摺動可能な搬送機構38が設けられている。
当該搬送機構38は、昇降するポスト部材40の下端に搬送ハンド50(搬送ハンド装置)が設けられている。
当該搬送ハンド50は、詳しくは図4乃至6に示すように、ポスト部材40と連結された基部52、当該基部52の下方に固定されたマグネット部54、基部52に対して水平方向に摺動可能なガイド支持部56、当該ガイド支持部56の一側端から下方に突出したガイド部58から構成されている。
【0021】
詳しくは、マグネット部54は、断面I字状の桁部材からなる本体部60の一側面に円柱状をなす電磁石62が複数個配設されている。詳しくは、当該電磁石62は、鉛直方向を含む平面上において、上段及び下段に5つ、中段に3つの上下3列に配列されている。
ガイド支持部56は、基辺部56aの両端から平行に延出部56b、56bが延びた上面視コ字状に形成されている。各延出部56b、56bにはそれぞれ油圧シリンダ56c、56cが設けられており、当該油圧シリンダ56c、56cの伸縮によりガイド支持部56は基部52に対し水平方向に摺動するものである。そして、当該ガイド支持部56が摺動することで当該ガイド支持部56の基辺部56aに設けられているガイド部58は、マグネット部54の一側面から遠近方向に移動する。
【0022】
ガイド部58は、ガイド支持部56の基辺部56aの長手方向中央部から一対の突出片58a、58aが下方へ延び、当該突出片58a、58aの間の上部及び下部に基辺部56aの長手方向を軸として回転自在なローラ58b、58cが設けられている。なお、当該突出片58a、58aの下端は上記マグネット部54の下端とほぼ高さ位置にあり、ローラ58b、58cは当該マグネット部54の下段列及び上段列と対向した位置に設けられている。
【0023】
このように構成された搬送ハンド50は、搬送する板材の上部一側面にマグネット部54の各電磁石62を吸着させ、当該吸着面の裏側においてガイド部58のローラ58b、58cが当接させて、板材を持ち上げるものである。なお、当該搬送ハンド50は板材を吸着する際には、板材の形状及び重量に応じて、複数の電磁石62のうちの一部または全てを使用して吸着するものである。
【0024】
さらに、当該搬送ハンド50はポスト部材40の長手方向を回転軸として回転可能である。つまり、第1門型フレーム32に設けられている当該搬送機構38の搬送ハンド50は、直交3軸に1つの回転軸を加えた可動範囲を有しており、倒立した板材を搬送先である溶接位置(所定位置)に搬送し、予め設定された溶接に適した所定位置に板材を配設するものである。
【0025】
溶接部6は、上記板材倒立部2より一側にて、上記第1レール30a、30bと同一方向に延びて敷設された一対の第2レール70a、70b、及び当該第2レール70a、70b上を走行する2機の第2門型フレーム72、72を有している。なお、当該2機の第2門型フレーム72、72はそれぞれ同様の構成をなしており、以下1機の第2門型フレーム72について説明する。
【0026】
当該第2門型フレーム72は、第2レール70a、70b上に立設された脚部74a、74b、当該各脚部74a、74bの上部に架設された梁部76から構成されている。
そして、当該梁部76の長手方向中央部には、図1及び2の一点鎖線で示す領域Bを可動範囲とし、板材に仮溶接を施す溶接ロボット78(溶接手段)が設けられている。
また、一対の第2レール70a、70bの間には溶接ロボット78により仮溶接された後のサブユニットを一方向に搬送する台車コンベア80が設けられている。
【0027】
以下、このように構成された本発明に係る搬送ハンド装置を備えたサブユニット組立装置のサブユニット組立工程について説明する。
図7乃至10を参照すると、図7には倒立用ロボット10のピッキングハンド22による板材配設時の斜視図、図8には搬送機構38の搬送ハンド50による板材持ち上げ時の斜視図、図9には搬送ハンド50が板材を溶接位置へ配設する際の側面図がそれぞれ示されている。
【0028】
当該サブユニット組立工程では、鋼材から切断された種々の形状の板材がパレット上に平置きされて、フォークリフト等の搬送手段により、倒立用ロボット10周囲のパレット置場24に配設される。
そして、倒立用ロボット10のピッキングハンド22がパレット上に平置きされた板材を吸着し、当該板材を倒立させながら倒立板材置場28へハンドリングする。詳しくは、図7に示すように、当該倒立ロボット10は板材がその形状に応じた支持部材28aに支持されて倒立するよう配設する。
【0029】
倒立板材置場28に配設された板材は、図8に示すように、搬送機構38の搬送ハンド50により持ち上げられて、溶接部6へと搬送される。例えば、当該実施形態では図7に示す所定の板材82を搬送するものとする。
詳しくは、当該搬送ハンド50は板材82上部の一側面にマグネット部54の各電磁石62を吸着させるとともに、油圧シリンダ56cによりガイド支持部56を介してガイド部58をマグネット部54側に近接させ、電磁石62の吸着面の裏側においてガイド部58のローラ58b、58cを当接させて、板材82を持ち上げる。このとき、マグネット部54は、板材の形状及び重量に応じて選択的に複数の電磁石62のうちの一部または全てを使用して当該板材に吸着する。例えば当該実施形態では全ての電磁石62を使用するものとする。また、ガイド部58は板材82をマグネット部54側に押圧するものではなく、電磁石62の吸着のみにより板材82は持ち上げ可能となる。
【0030】
当該搬送ハンド50が板材82を倒立板材置場28から持ち上げた後は、第1門型フレーム32が第1レール30a、30b上を走行するともに、搬送機構38が第1門型フレーム32の梁部36を摺動することで、当該搬送ハンド50は所定の溶接位置の上方へと移動する。
当該所定の溶接位置は、台車コンベア80上に載置された母材84に各板材に対応してマーキング等されている。そして、板材82は、対応するマーキング上に垂直に配設されるものである。
【0031】
詳しくは、図9(a)に示すように、母材84上において板材82に対応してマーキングされた所定の溶接位置の上方にある搬送ハンド50は、当該所定の溶接位置から所定間隔空けた真上位置に板材82が位置するようポスト部材40の昇降によって移動する。なお、当該所定間隔は、板材82における電磁石62の吸着面の上下長さよりも短くなるよう設定されている。
【0032】
そして、図9(b)に示すように、搬送ハンド50のマグネット部54において、板材82と吸着している電磁石62の磁力が解除されることで、板材82の吸着が解除され、板材82は鉛直方向に落下する。このとき、板材82のガイド部58側はローラ58b、58cが回転することで当該板材82は円滑に落下する。
この際、板材82は、マグネット部54において磁力を失った電磁石62の吸着面及びガイド部58のローラ58b、58cに挟まれていることで、鉛直方向に真っ直ぐに落下する。また、落下前の板材82下端と母材84との間隔は電磁石62の吸着面における上下長さよりも短いことから、板材82が落下し下端が母材84と当接した際にも、板材82の上部は少なくともマグネット部54下段の電磁石62及び下段のローラ58bの間に挟まれており、母材84と垂直をなす姿勢が保持される。
【0033】
このように母材84上に配設された板材82は、溶接ロボット78により仮溶接が施され、当該仮溶接により板材82の倒立状態が維持されるものとなると、搬送ハンド50は板材82から離間し、次の板材の搬送へと移行する。
このような工程を繰り返すことでサブユニットが製作され、当該サブユニットは台車コンベア80に載せられて次の工程へと移行する。
【0034】
以上のように、当該サブユニット組立装置1では、搬送部4における搬送機構38が倒立板材置場28に配設された板材を、搬送ハンド50のマグネット部54の電磁石62により吸着して持ち上げ、所定の溶接位置へと搬送し配設する。
搬送ハンド50は、電磁石62の吸着により板材を持ち上げることで、板材を押圧することなく持ち上げることができる。したがって、従来のように板材を押圧して把持するような構成とは異なり、板材を持ち上げる際に板材を傷つけることなく、且つ板材との摩擦もなく当該板材を持ち上げることができる。
【0035】
また、マグネット部54は一平面設けられた複数の電磁石62を、板材の形状及び重量に応じて選択的に使用が可能であることで、小さな板材から大きな板材までを効率よく確実に吸着して所定位置へと搬送することができる。例えば、小さな板材や細長い板材である場合には、マグネット部54の下段の電磁石62のみを使用して吸着を行う。
一方、板材を搬送位置へ配設する際も、マグネット部54の電磁石62による吸着を解除するだけであり、さらに当該マグネット部54及びガイド部58により板材の姿勢を保持することで、当該板材を確実に所定位置に配設することができる。
【0036】
また、マグネット部54は所定位置から所定間隔空けた真上位置で吸着を解除し、板材を鉛直方向に落下させて所定位置へと配設することで、板材を所定位置に押し付けることもなく、正確に当該所定位置に配設することができる。
さらに、ガイド部58は、マグネット部54に対して遠近方向に移動可能であり、搬送する板材の厚さに複数の種類がある場合でも、板材の厚さに応じて当接することができ、板材を所定位置に配設した際に適切に当該板材の姿勢を保持することができる。
【0037】
これらのことから、本発明に係る搬送ハンド装置は、板材の搬送において、当該板材との干渉を抑制し、所定位置に正確に板材を配設することができる。
以上で本発明に係る搬送ハンド装置の実施形態についての説明を終えるが、実施形態は上記実施形態に限られるものではない。
上記実施形態では、本発明に係る搬送ハンド装置を造船におけるサブユニット組立装置に適用させているが、当該搬送ハンド装置の適用はこれに限られるものではなく、造船以外の部材組立装置にも適用させても構わない。
【0038】
また、上記実施形態では、搬送ハンド50は第1門型フレーム32の搬送機構38の一部として設けられているが、このような構成に限られるものではなく、例えばロボットアームのアーム先端に設けられるものでも構わない。このように、ロボットアームに設けた場合等、上記実施形態では、搬送ハンド50により板材82を母材84の所定位置に対して垂直に倒立した状態を保持するよう配設しているが、斜めに倒立させた状態を保持することも可能である。
【0039】
また、上記実施形態では、ガイド部58には上下にローラ58b、58cが設けられているが、当該ガイド部58の構成はこれに限られるものではない。例えば、ローラを設けず、突出片が直接板材に当接する構成であっても構わない。
また、上記実施形態では、ガイド部58はガイド支持部56を介して水平方向に摺動するものであるが、ガイド部58の動作はこれに限られるものではない。例えば、ガイド部の上端を支点にマグネット部に対して遠近方向に揺動するような構成であっても構わない。
【符号の説明】
【0040】
1 サブユニット組立装置
2 板材倒立部
4 搬送部
6 溶接部
10 倒立用ロボット
28 倒立板材置場
38 搬送機構
40 ポスト部材
50 搬送ハンド(搬送ハンド装置)
52 基部
54 マグネット部
56 ガイド支持部
58 ガイド部
58b、58cローラ
60 本体部
62 電磁石
78 溶接ロボット
80 台車コンベア
82 板材
84 母材
【特許請求の範囲】
【請求項1】
板材を持ち上げて所定位置へ搬送する搬送ハンド装置であって、
倒立された板材の一側面を電磁石により吸着して搬送し、該吸着を解除することで前記所定位置に該板材を配設するマグネット部と、
前記板材を間に介して前記マグネット部と対向する位置に設けられ、前記マグネット部の電磁石による前記板材の吸着が解除された時、前記所定位置に配設された該板材の姿勢を前記マグネット部とともに保持するガイド部と、
を備えたことを特徴とする搬送ハンド装置。
【請求項2】
前記マグネット部は、前記所定位置に搬送した板材を、該所定位置から所定間隔空けた真上位置で吸着を解除し、該板材を落下させて該所定位置に配設するものであることを特徴とする請求項1記載の搬送ハンド装置。
【請求項3】
前記ガイド部は、前記マグネット部に対して遠近方向に移動可能なものであることを特徴とする請求項1または2記載の搬送ハンド装置。
【請求項4】
前記マグネット部は一平面に複数の電磁石が配設され、前記板材の形状または重量に応じて選択的に該複数の電磁石のうちの一部または全てを使用して該板材を吸着するものであることを特徴とする請求項1乃至3のいずれか記載の搬送ハンド装置。
【請求項1】
板材を持ち上げて所定位置へ搬送する搬送ハンド装置であって、
倒立された板材の一側面を電磁石により吸着して搬送し、該吸着を解除することで前記所定位置に該板材を配設するマグネット部と、
前記板材を間に介して前記マグネット部と対向する位置に設けられ、前記マグネット部の電磁石による前記板材の吸着が解除された時、前記所定位置に配設された該板材の姿勢を前記マグネット部とともに保持するガイド部と、
を備えたことを特徴とする搬送ハンド装置。
【請求項2】
前記マグネット部は、前記所定位置に搬送した板材を、該所定位置から所定間隔空けた真上位置で吸着を解除し、該板材を落下させて該所定位置に配設するものであることを特徴とする請求項1記載の搬送ハンド装置。
【請求項3】
前記ガイド部は、前記マグネット部に対して遠近方向に移動可能なものであることを特徴とする請求項1または2記載の搬送ハンド装置。
【請求項4】
前記マグネット部は一平面に複数の電磁石が配設され、前記板材の形状または重量に応じて選択的に該複数の電磁石のうちの一部または全てを使用して該板材を吸着するものであることを特徴とする請求項1乃至3のいずれか記載の搬送ハンド装置。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−264520(P2010−264520A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−115548(P2009−115548)
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
[ Back to top ]