
河西工業株式会社により出願された特許
101 - 110 / 593
内装部品
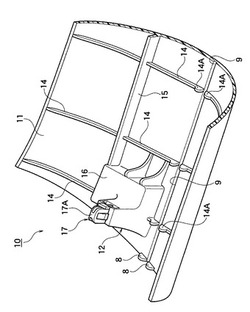
【課題】エアバッグシステムの袋体の膨張展開時に破断予定部となる溝が破断してもエアバッグシステムの袋体に損傷が発生することを抑制できる内装部品を提供する。
【解決手段】トリム本体11の裏面に長手方向に沿って破断予定部に溝9が形成され、この溝9を挟むように、溝9に交差する幅方向に沿って交差リブ14を形成した。溝9に臨む交差リブの端部が、エアバッグシステムの袋体30に先当たりして、溝9が破断されることにより生じる亀裂部27に袋体30が接触することを防止した。従って、袋体30が損傷することを防止して、エアバッグシステムの袋体30を確実に膨張展開させることができる。
(もっと読む)
車両用内装部品の製造装置

【課題】 本発明は、車両用内装部品の縁部において表皮の端末処理を行う装置であって、狭いスペースにおいても使用が可能で、樹脂芯材の変形を防止できる車両用内装部品の製造装置を提供する。
【解決手段】 中央部に開口が開設された樹脂芯材の表面に、表皮を貼着した車両用内装部品の製造装置であって、表皮を貼着した樹脂芯材を載置する受け台2と、 樹脂芯材を押圧して前記受け台に仮固定する押え冶具8と、開口の縁部に沿って樹脂芯材の端末を加熱して軟化させる熱風ノズル5と、熱風ノズルにより加熱軟化された樹脂芯材の端末と表皮材の端末を、樹脂芯材の裏面側に折り曲げて巻き込み固定する巻き込み冶具15と、を備え、押え冶具8は、樹脂芯材の形状に適合して押圧を加える押圧部8と、押圧部を回動自在に支持する支持部11と、を備えることを特徴とする。
(もっと読む)
車両用内装部品の製造方法
【課題】 本発明は、樹脂基材と表皮材の間の残留応力を減らして変形を防ぎ、また、表皮材の破断や透けの生じない車両用内装部品の製造方法を提供することを目的とする。
【解決手段】 樹脂基材と表皮を積層して成形する車両用内装部品の製造方法であって、樹脂基材2を加熱して軟化させる基材加熱工程と、基材加熱工程において加熱され軟化した樹脂基材2に、表皮4を積層して加熱するラミネート工程と、ラミネート工程において加熱軟化された樹脂基材2と表皮4の積層体を、所望の形状に成形する成形工程と、を備えることを特徴とする。さらに、ラミネート工程は、樹脂基材2に表皮を積層し、圧力を加えながら加熱することにより、樹脂基材に表皮を密着させることを特徴とする。
(もっと読む)
多色成形品の成形方法、および成形装置
【課題】多色成形品の軽量化と変形防止とを実現できる多色成形品の成形方法および成形装置の提供を図る。
【解決手段】補助キャビティ12Cはトリムアッパー2の成形後、可動分割型13を下動することにより該トリムアッパー2の端部下方に他方の分割キャビティ12Bと連通して形成される。補助キャビティ12Cに充填される溶融樹脂または該補助キャビティ12Cで成形されたジョイント部4は、可動分割型13に組込まれた超音波振動発生装置20の作動により該可動分割型13を介して超音波振動が付与され、以て、トリムアッパー2とジョイント部4とが超音波融着されて、2色の色違いのトリムアッパー2とトリムロア3とからなるドアトリム1が一体成形される。
(もっと読む)
前後二分割型ドアトリムの成形方法
【課題】二色成形による前後二分割型ドアトリムの成形方法であって、ウエスト部における分割機構部の構成に工夫を加えることで、分割部においてウエストフランジが切欠されることなく、全長に亘りウエストフランジを形成することにより、ウエスト部の剛性を高め、変形を防止し、取付安定性を高める。
【解決手段】前後二分割型ドアトリム10は、上下方向に延びる分割ライン11を境界として、トリム・フロント20とトリム・リヤ30とを一体化して構成され、ウエスト部10aにおける分割ライン11には、段差13が設定されている。そして、この段差13を有効に利用して、ドアトリム10のウエスト部10aにおける分割機構部80として成形金型40の段差53と当接シールする横方向にスライドするスライド式分割駒81を配置することで、ウエストフランジ12の切欠部をなくし、ウエスト部10aの全長に亘りウエストフランジ12の設定を可能とする。
(もっと読む)
樹脂パウダーの散布方法並びに散布装置
【課題】基材表面に樹脂パウダーを散布する樹脂パウダーの散布方法並びに散布装置において、基材の幅寸法の変更に有効に対応させて基材の造形自由度を高める。
【解決手段】散布装置30は、樹脂パウダーPを貯留するホッパー31と、その下部に位置し、樹脂パウダーPをふるい落とすシューター32とからなり、シューター32の長手方向両端に拡張金具40を開閉可能に取り付け、拡張金具40を開放状態、あるいは閉鎖状態でシューター32に固定することで、シューター32下端のパウダー散布用開口33の開口幅寸法Wを可変させることにより、基材Fの幅寸法wに有効に対応させる。また、シューター32の長手方向端末に別体の増設散布ユニット60を付設することで、パウダー散布用開口33の開口幅寸法Wを拡張させる。
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
ドアインナーシールの固定方法並びに固定装置
【課題】ドアインナーシールの固定方法並びに固定装置に係り、ドアインナーシールの確実な固定を図り、かつ表皮仕様のバリエーションを高める。
【解決手段】ドアトリム本体におけるウエストフランジ23の裏面には、係止爪33の折曲片33bの重合部位において、取付孔24から離れるにしたがって深さが深くなる傾斜状肉抜き25を形成し、固定装置における加工ローラー64により係止爪33を折曲加工する際、ウエストフランジ23の取付面に対して所定角度傾斜するように加工ローラー64をスライド操作して、係止爪33を傾斜状肉抜き25面に押し付けるように係止爪33の折曲片33bを鋭角状に折曲加工することで、取付完了後において係止爪33のバックリング現象が生じても、係止爪33は少なくとも90°の折曲角度をもつため、適正な係止爪33の折曲姿勢が確保できる。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
車両用内装部品
【課題】 車両内装部品の見栄えや合わせ品質を確保しながら、エアバッグを容易に展開できる車両用内装部品を実現することを目的とする。
【解決手段】 車体パネル22の車室側に取り付けられる内装部品本体1と、前記車体パネル22と前記内装部品本体1の間の空隙に設置されるエアバッグ10と、前記内装部品本体1の一部領域に画設され、前記エアバッグ10の展開方向へ回動して開口を開く展開部3と、前記展開部3の回動において外縁となる前記展開部3の端辺において、前記展開部3に設けられた係止片31、32と、前記展開部3の端辺が当接する固定部21に設けられ、前記係止片31、32を受けて前記展開部3の回動方向の動きを係止する係合部34、35と、を備え、前記係止片31、32及び前記係合部34、35は、前記エアバッグ10の初期の展開時に前記エアバッグ10の先端部11が当接する所定の領域C以外の領域に設けられている。
(もっと読む)
101 - 110 / 593
[ Back to top ]