
株式会社イシダにより出願された特許
701 - 710 / 859
搬送装置
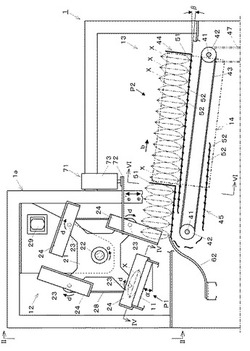
【課題】受入位置で受け入れた複数の比較的偏平な物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、集積工程の高速化を図ることができる搬送装置を提供する。
【解決手段】受渡装置12は、受入位置P1において所定の受入姿勢で上流側の搬入コンベア11から1個ずつ物品Xを受け入れて、起立姿勢方向に回動することにより該物品Xを起立させると共に、前方へ移動することにより集積搬送装置13に備えられたバケット44,45に前側から順に詰めつつ該物品Xを受け渡す受渡台24…24を備える。その場合、受渡台24は、受入姿勢が水平姿勢から回動方向へ角度αだけ傾斜した姿勢となるように構成される。さらに、搬入コンベア11の搬送面も、前記角度αだけ傾斜する。
(もっと読む)
中継装置および中継装置を含む通信システム

【課題】 商品処理装置と管理サーバとの間の情報通信におけるセキュリティを中継装置により確保する。
【解決手段】 中継装置40は、商品処理装置41と、それらの管理を行う管理サーバ20との間に配設され、情報の送受信を中継する。メモリに中継装置側証明書66が記憶される。同様に、商品処理装置41は処理装置側証明書61を有し、管理サーバ20はサーバ側証明書68を有する。中継装置40のCPUは、商品処理装置41から処理装置側証明書61とともに管理サーバ20宛ての情報を受信したときに、処理装置側証明書61が適切なものか否かを判断するとともに、商品処理装置41との接続を許可するかどうかを判断する。接続を許可した場合は、管理サーバ20宛ての情報を受信し、さらに情報を管理サーバ20に中継するため、管理サーバ20との接続を開始する。
(もっと読む)
計量包装装置及び計量包装システム
【課題】計量包装装置の稼働率を向上させる。
【解決手段】計量包装装置10の組合せ計量部11は、複数の計量対象91の各々の重量に基づいて当該複数の計量対象91を組み合わせて包装対象92として排出する。製袋包装部12は、組合せ計量部11から排出された包装対象92を包装袋93へ袋詰する袋詰処理を繰り返し実行する。計量包装装置10は、過重量の包装対象が発生した場合に、排出処理及び袋詰処理を繰り返し実行することを継続しつつ、製袋包装部12は、過重量の包装対象の袋詰先の包装袋のサイズを、通常の包装対象の袋詰先の包装袋のサイズより大きくする。
(もっと読む)
精算処理システム及びラベル記録装置
【課題】何時に製造された商品が何時に販売されたかを事後的に把握できるようにする。
【解決手段】店舗内で加工製造された加工商品には、計量値付装置を利用してラベル5が貼付される。このラベル5には、バーコード51が印刷され、このバーコード51が示す数値コードには、商品パックに固有のパック識別コードC2が含まれている。パック識別コードC2は、当該商品の製造時刻を示す製造時刻コードC23を含んでいる。商品を販売する際においては、当該商品に付されたラベル5のバーコード51がPOSターミナルに読み込まれ、当該商品の製造時刻がPOSターミナルに取得される。そして、その時点の絶対時刻である販売時刻と製造時刻とが関連付けられ、販売実績データとして記録される。この販売実績データを参照することで、何時に製造された商品が何時に販売されたかを事後的に把握できる。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
製袋包装機及び該製袋包装機を備えた包装箱詰めシステム
【課題】 包装機の構造を徒に複雑化させることなく、袋厚みを調整可能な製袋包装機を提供する。
【解決手段】 シールジョー23,23を、包材移送方向への移動中、所定の間隔Wに保った後、対接させることにより筒状包材Faを幅方向に横シールして袋に成形させる場合に、各シールジョー23に、前記所定の間隔Wに保たれている間、該シールジョー23に対して一定の位置関係を保って袋を挟みつけることにより製袋する袋の厚みを調整する厚み調整部材58を取り付けると共に、シールジョー23の前記所定の間隔Wを調整可能とする。
(もっと読む)
供給装置、縦型製袋包装機、および計量包装システム
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
ソーティングシステム
【課題】 計量器の数を減らし得ると共に、少ない台車で多品種や多数の仕分け先に対応可能なソーティングシステムを提供する。
【解決手段】 種別入力手段から入力された商品の種別が、仕分け先に分配すべき商品であるか否かを判別して、その検品結果を出力する検品手段と、計量器から商品を取り出した際に、種別入力手段からの商品の種別の情報を得て、当該商品について単重記憶部に記憶された単重と、計量器で計量された計量値の変化との関係に基づいて商品の数量を計数する計数手段と、計数手段で計数された商品の個数が、当該商品について仕分商品記憶部に記憶された仕分け先のうち種別入力手段で設定された仕分け先についての商品の個数と一致するか否かを判別して、その検数結果を出力する検数手段とを備えている。
(もっと読む)
X線検査装置
【課題】 構造が簡単で、安全・衛生性に優れたX線検査装置を提供するものである。
【解決手段】 X線が外部漏洩しないように遮断する筐体と、筐体に設けられる本体扉と、筐体への入口から出口まで被検査物を搬送する搬送手段と、入口及び出口に着脱可能に設けられるX線漏洩防止カーテンと、本体扉が閉鎖されていないときにX線照射を停止するインターロックスイッチと、本体扉と筐体とが対向する側の一方に設けられる挿入部材と、挿入部材と対向する位置に設けられ、挿入部材の挿入により本体扉の閉鎖を可能とする被挿入部と、垂直面内で揺動する揺動部材と、を備え、揺動部材は、自重により一端が挿入阻止位置へ変位して挿入部材の被挿入部への挿入を阻止し、カーテンの装着で一端が挿入可能位置へ揺動して挿入部材の挿入を可能とし、カーテン未装着の場合、本体扉が閉鎖不能となることでX線発生手段からのX線の照射を停止することを特徴とする。
(もっと読む)
縦型製袋包装機および計量包装システム
【課題】 横シール部の原点サーチを良好に実行できる縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 センサの状態に基づいてシールジョーの回動位置を確認する(S101)。シールジョーの回動位置が禁止領域内となる場合には、包材から離反するように、架台が逆回転方向に回転させられる(S102)。架台は、シールジョー35aの回動位置が禁止領域外となった時点から(S103)、さらに所定角度回転させられる(S104)。続いて、架台の回転方向が反転させられて架台が正回転方向に回転させられるとともに(S105)、センサの監視処理が実行される(S106)。そして、センサが「オフ」状態から「オン」状態に遷移すると、架台はその遷移した位置からさらに所定角度だけ回転させられる(S107)。これにより、シールジョーの回動位置が原点位置となり、原点サーチ処理が終了する。
(もっと読む)
701 - 710 / 859
[ Back to top ]