
Fターム[2B260DA09]の内容
Fターム[2B260DA09]に分類される特許
1 - 20 / 52
木質系成形品の製造方法および木質系成形品
【課題】木質材料の配合割合が高い場合にも、成形圧力を低く抑えることができる木質系成形品の製造方法を提供すること。
【解決手段】(1)木質材料と熱可塑性樹脂の合計重量に対する前記木質材料の重量が70重量%以上となるように、配合する前記木質材料と前記熱可塑性樹脂の量を調整する工程と、(2)前記木質材料と、前記熱可塑性樹脂と、平均粒子径が100μm以下の球状充填材とを含む材料を混練して混練物を得る工程と、(3)前記混練物を型に供給して成形する工程とを含む製造方法とする。
(もっと読む)
木質合成建材の製造方法
【課題】合板の木粉という廃材を有効に利用することができ、天然木材の風合いに近似した木目調の外観を呈する合成建材を得ることができ、極めて汎用性の高い木質合成建材の製造方法を提供する。
【解決手段】木材繊維又は木片に接着剤を添加し、加圧することによって製造された合板の木粉、及び、熱可塑性合成樹脂を主原料とし、これらの主原料に副原料を添加した材料を、160〜200℃の温度条件下で加熱溶融したのち、ペレット化して原料ペレットを生成し、原料ペレットから、合板の木粉に由来する含有水分、及び、含有接着剤成分を積極的に除去することなく、当該原料ペレットを押出成形機、又は、射出成形機に投入し、150〜200℃の温度条件下で加熱溶融し、型から押し出し、又は、型内に射出する。
(もっと読む)
植物茎を用いたボード及び複合ボード並びにそれらの製造方法

【課題】植物茎同士を容易にかつ強力に接着し、これにより製造設備が大型化し設備費用が増大する特殊な熱プレス装置を用いずに済み、また加熱せずに室温で芯部同士を接着しても強力に接着する。
【解決手段】本発明のボード10は、葉が切除され各茎が同一厚さになるように扁平に圧縮成形されかつ一対の扁平面の表皮層11aが除去されて芯部11bが露出する複数本の植物茎11と、複数本の植物茎11の両扁平面に塗布され複数本の植物茎11を一列に並べて扁平面に露出した芯部11b同士を接着する第1接着剤21とを備える。上記植物茎11は、とうもろこし、高りゃん又は砂糖きびからなるイネ科植物の茎であるか、或いはひまわりからなるキク科植物の茎である。
(もっと読む)
木繊維板及びその製造方法
【課題】フェノール樹脂を含有せず、生産が簡素で、かつ、フェノール樹脂を含有させて製造した木質繊維板と較べても遜色のない曲げ強さ、耐水性を有する木質繊維板及びその製造方法を提供する。
【解決手段】本発明の木質繊維板は、木質繊維と、イオン性が両性で、カチオン性基を有するモノマーとアニオン性基を有するモノマーをモル比で7:3〜3:7の比率で含有し、分子量が80万〜300万であるポリアクリルアミド樹脂と、イオン性がカチオンであるパラフィンとのみからなる。また、本発明の木質繊維板の製造方法は、固形分濃度が2〜3質量%で、pHが3〜5となるようにスラリーを調製し、該スラリーにポリアクリルアミド樹脂とパラフィンのみを添加する。
(もっと読む)
木質系合成樹脂材料及びその製造方法
【課題】 混合溶融法による木質系合成樹脂において比較的大きな木質原料を用いた場合であっても、木質系材料と熱可塑性樹脂材料とが均一に混合されており、表面に木質材料の浮き上がりの少なく外観が良く、且つ、高い強度を有する木質系合成樹脂材料の提供。
【解決手段】 セルロース系の繊維を含む木質系材料と、熱可塑性樹脂とを含む木質系合成樹脂材料において、木質系材料と熱可塑性樹脂とを、回転する羽根を備えたミキシング装置内に投入し、その攪拌に伴い発生する摩擦熱により溶融させてゲル状態とする、ミキシング溶融工程と、前記ミキシング溶融工程後に、更に前記ゲル状態の材料を加圧条件の下で混練する、加圧混練工程と、前記加圧混練工程後に、前記材料を型に入れて圧縮成形する、圧縮成形工程と、を経て得られることを特徴とする、木質系合成樹脂材料。
(もっと読む)
竹繊維およびその製造方法ならびに竹繊維を用いた複合材の製造方法
【課題】実質的にヘミセルロースを含まず、セルロースに富み、繊維長の短い竹繊維を提供し、また、化学的な処理操作や高圧での処理操作を伴わず、あるいは使用した化学物質を後処理する必要のない竹繊維の製造方法を提供する。
【解決手段】竹繊維は、熱重量減少の微分曲線において、180〜320℃の温度範囲に実質的にピークを有さず、300〜400℃の温度範囲にピークを有し、繊維長1000μm以下の繊維の含有量が80質量%以上であり、竹繊維の製造方法は、竹を180〜320℃の温度の常圧過熱水蒸気で1〜3時間加熱処理した後、粉砕する。竹繊維と高分子材料を配合し溶融成形して複合材を製造する。
(もっと読む)
5−炭素還元糖からの耐久性熱硬化性バインダー組成物および木材バインダーとしての使用
【課題】熱硬化性水性バインダー組成物を提供する。
【解決手段】(i)1種以上のジ第1級ジアミン、例えば、リシン、またはポリ(第1級アミン)、例えば、ポリエチレンイミンおよびトリス(2−アミノエチル)アミン、並びに(ii)1種以上の5−炭素還元糖、例えば、キシロースを含む熱硬化性水性バインダー組成物を提供する。このバインダーは少なくとも実質的にホルムアルデヒドを含まず、そして木材もしくは木質材料含有物品、例えば、パーティクルボード、配向ストランドボード、竹の板または物品を提供することができるのに充分低い温度でかつ充分小さな膨潤で素早く硬化する。
(もっと読む)
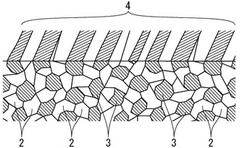
天然繊維補強樹脂材とその製造方法
【課題】環境影響負荷を低減できる天然繊維を使用し、軽量かつ高剛性で、しかも成形不良が抑制されて面品質に優れた天然繊維補強樹脂材とその製造方法を提供する。
【解決手段】第1の天然繊維12を含有する補強層20と第1の天然繊維22を含有する補強層30を有し、上部に形成された補強層20と下部に形成された補強層30の間に、第1の天然繊維2および第1の天然繊維に比して相対的に剛性が高い第2の天然繊維3を含有する中間層10が介在されて、中間層10と補強層20,30が、発泡性樹脂1,11,21によって一体に形成されている。
(もっと読む)
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
繊維ボードの製造方法
【課題】建材用途等として使用可能な強度をもつ繊維ボードを効率よく簡便に製造できる繊維ボードの製造方法を提供する。
【解決手段】植物性繊維に合成樹脂繊維をバインダー成分として混合した混合物1を加熱圧締して繊維ボード20を製造する方法において、合成樹脂繊維として植物性繊維より融点が低い低融点合成樹脂繊維、および低融点合成樹脂繊維より融点が高く、かつ植物性繊維より融点が低い高融点合成樹脂繊維を用い、低融点合成樹脂繊維および高融点合成樹脂繊維が溶融する温度で混合物1を加熱して双方の合成樹脂繊維を溶融させ、冷却固化により植物性繊維を合成樹脂繊維に仮固定した後、高融点合成樹脂繊維の融点より低く且つ低融点合成樹脂繊維が溶融する温度で混合物1を加熱圧締する。
(もっと読む)
合成木材用の添加材及びその製造方法,前記添加材を含む合成木材用の成形材並びに合成木材
【課題】建築廃材として回収された廃棄プラスチックより,合成木材の強度を改善し得る添加材を得る。
【解決手段】建築廃材として回収され,少なくとも一部にPETによる構成部分を含むと共に,複数種類の成形品が混在した廃棄プラスチックを,破砕工程(工程1)で太さ8〜50μm,長さ1〜30mmの繊維状破砕物とし,これを湿式比重選別にかけて夾雑物を除去し(工程4),乾燥する(工程5)。乾燥後の繊維状破砕物は,必要に応じて更に衝撃摩砕力を付加して夾雑物を除去する乾式洗浄(工程6)を行う。これによりPETの含有量が15〜30wt%,好ましくは20wt%であり,且つ,灰分が10〜15wt%の添加材(繊維状破砕物)を得,これをPETの溶融温度未満の溶融温度の熱可塑性樹脂に,木粉と共に添加してPETの溶融温度未満の温度で合成木材を形成すると,強度の改善された合成木材が得られる。
(もっと読む)
突き板封入型アクリル樹脂成形体の製造方法
【課題】従来の方法で着色した突き板とアクリル樹脂とは密着性が悪い。そのため、突き板からアクリル樹脂が剥離し易くなる。従って、特に洗面ボウルのように曲がり部分があるとその部分で容易に剥離してしまう。
【解決手段】突き板3に樹脂を含まない着色剤、例えば、油性顔料や染料を施して着色した後、メタクリル酸メチルを施した状態でアクリル樹脂11を流し込み固化させて、例えば洗面ボウル1を製造する。必要に応じて、突き板に不織布7を貼着させる。着色用に使用された着色顔料9等は突き板3の表面には分散した状態で付着されており、メタクリル酸メチルが突き板3の表面上のうち顔料等が付着していない部分から内部に浸透すると共に、突き板3の内部にあったエアが抜け出る。成形時には、メタクリル酸メチルが溶融し、アクリル樹脂11と混じり合いながら固化して突き板3に直接接着するので密着性が良くなる。
(もっと読む)
植物性繊維複合材の製造方法
【課題】軽量性と高い機械的特性とをより高度に両立できる植物性繊維複合材の製造方法を提供することを目的とする。
【解決手段】植物性繊維(ケナフ繊維等)どうしが熱可塑性樹脂(ポリプロピレン系樹脂等)により結着された構造を有し、且つ植物性繊維及び熱可塑性樹脂の合計を100質量%とした場合に植物性繊維が30〜95質量%含まれた植物性繊維複合材の製造方法であって、酸変性熱可塑性樹脂(無水マレイン酸変性ポリプロピレン等)を含有する熱可塑性樹脂(ポリプロピレン系樹脂)を溶融紡糸して熱可塑性樹脂繊維を得る紡糸工程と、植物性繊維(ケナフ繊維等)と熱可塑性樹脂繊維とを混繊して繊維混合物を得る混繊工程と、繊維混合物中の熱可塑性樹脂繊維を溶融する加熱工程と、をこの順に備える。
(もっと読む)
天然繊維成形体の製造方法
【課題】相溶性重合体に起因する製造上の扱い難さを解消し、効率よく製造することができる天然繊維成形体の製造方法を提供する。
【解決手段】本方法は、天然繊維(ケナフ繊維)と熱可塑性を有する生分解性樹脂(ポリ乳酸)とを含む天然繊維成形体の製造方法において、天然繊維と生分解性樹脂との両方に対して相溶性を有する粉末状の相溶性重合体が含有された液状添着剤191と、繊維状及び/又は粒子状の生分解性樹脂50と、を接触させて、相溶性重合体が添着された生分解性樹脂を得る添着工程、相溶性混合物が添着された生分解性樹脂と天然繊維とを混合して天然繊維混合物を得る混合工程、天然繊維混合物を加熱圧縮して天然繊維成形体を得る成形工程、をこの順に備え、液状添着剤191は、液体(水)と、液体に分散して含有された粉末状の相溶性重合体と、液体に分散又は溶解して含有されたバインダ樹脂と、を含む。
(もっと読む)
木質繊維断熱材およびその製造方法
【課題】改良された生物分解性断熱材を提供すること。
【解決手段】本発明は生物分解性断熱材に関する。改良された生物分解性断熱材を提供するために、本発明は、繊維の平均直径が1mm以下で平均繊維長が20mm以下の50〜90重量%のセルロースおよび木質繊維の少なくとも一つと、2〜15重量%の難燃剤と、繊維の平均直径が1mm以下で繊維長が20mm以下の二成分繊維の形である5〜30重量%の生物分解性結合剤と、を含み、密度が30〜300kg/m3である生物分解性断熱材を提案する。
(もっと読む)
耐水性ボード
【課題】
本発明は、表層は表面平滑性に優れ、中芯層は耐水性に優れた耐水性ボードを提供する
ものである。
【解決手段】
本発明は、表層、中芯層、表層の順で積層された耐水性ボードであって、表層は、木粉
を接着剤で結合した層であり、中芯層は、木片と、熱可塑性合成樹脂粉と、熱硬化性合成
樹脂粉、高融点の熱可塑性合成樹脂粉、繊維から選ばれた1種単独もしくは2種以上を組
み合わせたもの、とからなる混合物であり、この混合物中には木片が40〜80質量%で
あり、この混合物を接着剤で結合した層である。
(もっと読む)
接着剤、該接着剤を含む複合材料および複合材料の製造方法
【課題】接着剤塗布後の複合材料用原料が堆積している間には反応が進まず、一方、熱圧成型時の硬化においては速い感温性を有する接着剤を提供し、さらに生産性、二次加工性、吸水膨張率、曲げ弾性率、剥離強度に優れた該接着剤を有する複合材料(特に、ボード)およびその製造方法を提供する。
【解決手段】窒素原子を含有しない重量平均分子量150〜4000のポリオール(a)100重量部と、該ポリオール(a)100重量部に対して窒素原子を含有する化合物(b)0.5〜65重量部とを含む第1剤と、有機イソシアネート系化合物を含む第2剤とよりなり、かつ、第2剤中の有機イソシアネート系化合物100重量部に対して、第1剤中の前記(a)と(b)との合計が2〜35重量部を満たす量で第1剤と第2剤とを用いて得られる、少なくとも一種の混合物をJIS K6807に準じて測定した硬化時間が、ある特定の要件を満たすことを特徴とする。
(もっと読む)
生分解性断熱材とその成型体およびそれらの製造方法並びにそれらの製造方法を用いた植物育成材と肥料材
【課題】弾力性、機械的強度、防音性、防火性、耐火性、防蟻性、断熱性および調湿性の性能向上を図るとともに、シックハウスの発生を抑制し環境への負荷軽減を図ることができる生分解性断熱材を得る。
【解決手段】木質繊維材料をチップ加工し、難燃防蟻剤を投入して難燃防蟻処理し、粉末状生分解性結合材を投入して解繊する。解繊された繊維の含水率をコントロールして調湿を行い、繊維状の生分解性結合材を投入して分散混合させ、分散混合された繊維を集綿し面状に積層して乾式成形し、成形された繊維を圧縮して乾式成形し、圧縮された繊維を加湿して加熱し半乾式成形し、生分解性断熱材を製造する。性断熱性断熱材の成分を、木質繊維A〜Cを50〜90重量%、肥料成分を兼ねた難燃防蟻剤タイプ1または2を2〜30重量%および生分解性結合材DまたはEを5〜30重量%とし、密度を30〜300Kg/m3とすることが望ましい。
(もっと読む)
繊維板の溶着方法および繊維板
【課題】熱歪を発生させることなく異種プラスチックが混在した繊維板を溶着する。
【解決手段】廃繊維製品類から繊維板を得、繊維板の溶着部位に発熱体を塗布し、繊維板を積層し、または、リブ板を仮組付けし、高周波電界中に配置することにより発熱体の内部加熱を促し、間接的に繊維板を軟化・溶融させた後、加圧成形を施す。発熱体には誘電損失係数の大きいたとえばグリセリン水溶液等を使用し、粒子状または繊維状の木くずに真空減圧下で含浸させ、木くずの中央部位へ浸透させる。
(もっと読む)
艶消し木質調木口材及びその製造方法
【課題】耐候性に優れており、木口部分の大きさに合わせて切削した場合でも切削面にも木質感があり、シボがつけやすく、シボ深さのコントロールもし易い艶消し木質調木口材及びその製造方法を提供する。
【解決手段】アクリロニトリル−エチレンプロピレンゴム−スチレン樹脂又はアクリルゴム−スチレン−アクリロニトリル樹脂からなる基材樹脂、木質充填剤、発泡剤、種剤樹脂、及び顔料を含む木質系樹脂組成物の発泡成形体からなることを特徴とする艶消し木目調木口材で、前記木質系樹脂組成物を大気中に押し出し、押し出された発泡成形体に、180℃〜220℃のエンボスロールによりシボ付けと艶消しとを行うことにより得られる。
(もっと読む)
1 - 20 / 52
[ Back to top ]