
Fターム[2B260EB06]の内容
Fターム[2B260EB06]に分類される特許
61 - 80 / 187
竹長維管束集合体およびその製造方法、並びにこれを用いたブロック材
【課題】ブロック材の製造に適した長繊維で、経時的に起こる硬化が少なく、かつ接着性がよい竹長維管束集合体と、この竹長維管束集合体を用いて、機械的強度に優れたブロック材を提供する。
【解決手段】(1)竹植物の茎部分を圧縮して平面状にする圧縮工程、(2)前記茎部分の表面部分を除去する表皮除去工程、(3)圧力3〜10atm、温度130〜200℃の条件で、水酸化ナトリウム、炭酸ナトリウム、石灰、界面活性剤から選ばれる一種以上からなる柔軟剤を含む水に浸漬してなる柔軟化工程、(4)圧縮して維管束を分離させる分繊工程、を順次経て製造される。また、ブロック材は、この竹長維管束集合体に熱硬化性樹脂を含浸させ、金型中、加熱下で加圧成型して製造される。
(もっと読む)
原木丸太への高圧水蒸気処理方法および処理後の原木丸太から作られる木質パネル
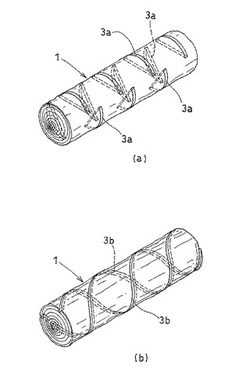
【課題】寸法安定性に優れた木質パネル(例えば、OSB)を得る。
【解決手段】原木丸太1にあらかじめ孔2およびまたは切り溝3を形成しておき、それを耐圧密封容器10に収容して、原木丸太への高圧水蒸気処理を行う。高圧水蒸気処理済みの原木丸太1bからストランドのような木削片4を作成し、その木削片4を用いて従来法により木質パネル5を製造する。
(もっと読む)
圧縮成形ボードの製造方法

【課題】天然素材である農作物の殻に着目して、この農作物の殻を用いたボードを、曲げ強度や反りを抑制しながら低コストで実現する。
【解決手段】農作物の殻を含有する圧縮成形ボード1の製造方法であって、所定の大きさに粉砕された農作物の殻12にイソシアネート系の接着剤13を配合した素材を単層にして、加熱温度140〜180℃、加圧力15〜50kg/cm2で、20〜40分圧縮して成形する。
(もっと読む)
天然繊維ボードの製造方法および天然繊維ボード
【課題】 吸水時の厚さ膨張率が少なく、かつ吸湿による厚さ膨張率が少なく、強度に優れる天然繊維ボード、およびその製造方法を提供する。
【解決手段】 本発明の天然繊維ボードの製造方法は、天然繊維を温度110℃以上の高温水蒸気で処理し、改質天然繊維を得る工程と、前記改質天然繊維と結合材とを混合する工程とを含む。また、本発明の天然繊維ボードは、天然繊維を温度110℃以上の高温水蒸気で処理した改質天然繊維と、結合材とを含む。
(もっと読む)
天然繊維成形体の製造方法
【課題】相溶性重合体と生分解性樹脂との接触による粘着性の発現を抑制し、効率よく製造することができる天然繊維成形体の製造方法を提供する。
【解決手段】本方法は、天然繊維(ケナフ繊維)と熱可塑性を有する生分解性樹脂(ポリ乳酸)とを含む天然繊維成形体の製造方法において、天然繊維と生分解性樹脂との両方に対して相溶性を有する相溶性重合体及びポリビニルアルコールが含有された添着剤191と、繊維状及び/又は粒子状の生分解性樹脂50と、を接触させて、相溶性重合体が添着された生分解性樹脂を得る添着工程、相溶性重合体が添着された生分解性樹脂と天然繊維とを混合して天然繊維混合物を得る混合工程、天然繊維混合物を加熱圧縮して天然繊維成形体を得る成形工程、をこの順に備える。
(もっと読む)
木質繊維板とその製造方法
【課題】 軽量で断熱性に優れたいるにもかかわらず、高硬度、高強度を有する木質繊維板を湿式抄造法によって生産性よく製造する。
【解決手段】 木質繊維を主体とし、少なくともイソシアネート基を含有する結合剤を水に添加してなるスラリーを抄造して湿潤マットを形成したのち、この湿潤マットを熱圧プレスによって表裏層の結合剤が半硬化状態になるまで熱圧して表裏層の木質繊維がスプリングバックし得ない状態にし、次いで、解圧して湿潤マットの芯層の木質繊維にスプリングバックを発生させたのち、熱風乾燥して結合剤を完全に硬化させることにより、全体の密度が0.5 〜0.7 g/cm3 で、且つ、表裏層の密度が0.6 〜0.9 g/cm3 、芯層の密度が0.4 〜0.65g/cm3 の木質繊維板を得る。
(もっと読む)
木質成形体の製造方法および木質成形体
【課題】本発明は、木質系材料の樹脂化に関するものであり、木質系材料の樹脂化の課題である匂いを減少させ、且つ吸水率を低減させたことを特徴とする木質成形体の製造方法およびその成形体に関するものである。
【解決手段】本発明は、木質の持っている接着性や熱流動性を発現させ、その木質系材料を成形する木質成形体の製造方法および木質成形体に関するものであり、木質系材料の含水率を調整した後、加熱水蒸気を木質組織に接触させる蒸煮処理を行うことにより、吸水率が低く蟻酸や酢酸からの匂いを極めて少なくすることができる。
(もっと読む)
加工木材および加工木材の製造方法
【課題】 間伐材や廃木材を有効利用する方法が研究されてはいるが、強度や寸法に限界があり、用途が限られている。また、それらの方法では圧力容器が使用されているものが多く、実用化の壁となっている。さらに、集成材などのエンジニアードウッドは、木質原料を一体化させるときに石油化学系接着剤を使用するため、シックハウス症候群の原因ともなっている。
【解決手段】 間伐材などの木質原料を、大気圧の過熱水蒸気で加熱、軟化、圧縮させ、同時にタンニン等のシックハウス症候群の心配のない接着剤で強固に接着させることで、構造材としても利用できる木質材を製造することができる。また、大気圧の過熱水蒸気を使用することで、コストを要する圧力容器を使用せずに製造することができる。
(もっと読む)
木質材料からのアルデヒド類および揮発性有機化合物の放出を低減させるための方法
本発明は、リグノセルロース含有破砕物から木質材料を製造する方法であって、木質材料から揮発性有機化合物、アルデヒド類、特にホルムアルデヒドの放出が低減される方法に関する。具体的には、本発明は、揮発性有機化合物およびアルデヒド類の放出が低減された木質材料の製造方法であって、製造された木質材料から揮発性有機化合物およびアルデヒド類、特にホルムアルデヒドの放出を抑制する、所定の化合物の組合せが使用される方法に関する。さらに本発明は、本方法により製造可能である木質材料、特にOSBボード、パーチクルボードおよびMDFボードに関する。最後に本発明は、木質材料の処理において、アルデヒド類、特にホルムアルデヒドおよび揮発性有機化合物の放出を低減させるに適した組成物を提供する。 (もっと読む)
接着剤、該接着剤を含む複合材料および複合材料の製造方法
【課題】接着剤塗布後の複合材料用原料が堆積している間には反応が進まず、一方、熱圧成型時の硬化においては速い感温性を有する接着剤を提供し、さらに生産性、二次加工性、吸水膨張率、曲げ弾性率、剥離強度に優れた該接着剤を有する複合材料(特に、ボード)およびその製造方法を提供する。
【解決手段】窒素原子を含有しない重量平均分子量150〜4000のポリオール(a)100重量部と、該ポリオール(a)100重量部に対して窒素原子を含有する化合物(b)0.5〜65重量部とを含む第1剤と、有機イソシアネート系化合物を含む第2剤とよりなり、かつ、第2剤中の有機イソシアネート系化合物100重量部に対して、第1剤中の前記(a)と(b)との合計が2〜35重量部を満たす量で第1剤と第2剤とを用いて得られる、少なくとも一種の混合物をJIS K6807に準じて測定した硬化時間が、ある特定の要件を満たすことを特徴とする。
(もっと読む)
デスクシステム
【課題】天板のレイアウト、およびレイアウトの変更に対応することが容易で、組み立て組み替えを共通部品の使用により簡単に行えるようにすることを課題とする。
【解決手段】竹等の植物繊維と再生樹脂を固めたものの上に綿等の充填材を重ね、その上に布を重ねて加熱プレス加工してパネル材を形成し、このパネル材の周縁に縁材を取り付けてなるデスクトップパネルを備えていることを特徴とする。
(もっと読む)
板状体の製造方法
【課題】本発明は、家具の天板などの板状体の製造方法に係り、廃材を破砕して結着用樹脂と混練した混練物を成形用型により表面材などと一体に成形することにより、簡単な製造工程で廃材をリサイクルできながら表面材などを一体に成形できるようにした。
【解決手段】廃材を破砕する破砕工程と、破砕工程で破砕された破砕物と結着用樹脂とを撹拌し混練する混練工程と、成形用型に表面材、混練工程で混練された混練物及び裏面材を配設及び充填する配設充填工程と、成形用型を加圧して表面材、混練物及び裏面材を一体に成形する成形工程とを有する板状体の製造方法であり、破砕物の性状を異ならせた複数種類の混練工程にして、複数種類の混練物をそれぞれ所定の箇所に充填することにより、要求される仕様に適合した板状体とすることもできる。
(もっと読む)
化粧板およびその製造方法
【課題】優れた「耐荷重性」、「加工性」および「表面強度」を得ることができ、また、水濡れに対する優れた「形態安定性」を得ることができる、化粧板およびその製造方法を提供する。
【解決手段】化粧板10は、木質繊維板14と、木質繊維板14の表面に接着剤18を介して接合された天然材からなる木質薄突板16とを有する表面化粧材20、および表面化粧材20の裏面に接着剤18を介して接合された合板基材12を備えており、表面化粧材20の表面には、木質繊維板14および木質薄突板16の両方に亘って凹凸模様22が熱圧プレスによって形成されている。化粧板10を製造する際には、表面に凹凸模様22を有する表面化粧材20を熱圧プレスで形成し、その後、表面化粧材20の裏面に合板基材12を接着する。
(もっと読む)
植物繊維成形体の製造方法
【課題】植物繊維に含まれているリグニンを用いて成形体を得ることができる植物繊維成形体の製造方法を提供する。
【解決手段】植物繊維を含むマット20を形成するマット化工程と、マットをボイラー15から水蒸気を供給した耐圧釜16内で温度150℃以上の水蒸気に曝す蒸気処理工程と、蒸気処理されたマット20を熱プレス機17を用いて加圧しながら賦形して成形体21を得る成形工程と、を備える。更に、蒸気処理工程後であって且つ成形工程前に、マット20の含水率を30%以下に低下させる水分除去工程を備えることができる。
(もっと読む)
凝集された平板又はパネルの製造に用いられる木質繊維(繊維板)の凝集方法
本発明は、繊維凝集体(繊維板)の平板を得るために、水酸基末端ポリブタジエン(HTPB)の前駆体ポリマー、ジイソシアネート及び使用可能な 触媒を用いて繊維を含浸及び/又は微粉砕することから成る、木質繊維の凝集方法に関する。本方法で用いられる凝集系は、ホルムアルデヒドを含まない。このため、ホルムアルデヒドを含む凝集体を用いる現在の方法に代わり得るものであり、最も要求される環境基準を満たしている。この方法は、中密度繊維板(MDF)や高密度繊維板(HDF)のように密度が異なる凝集繊維平板を製造することを目的としている。該繊維板は、より良い物理的及び機械的特性を持つことで、より良質の生産物となり、それによって硬材かレジンを含むかどうかという木質繊維板の性質に関わらず、模範的な品質の平板を得ることができる。 (もっと読む)
高強度リグノセルロース系物質成形用樹脂
【課題】
本発明が解決しようとする課題は、貯蔵安定性や生産性を損なうことなく、機械的強度に優れた熱圧成形木質ボードの製造方法を提供することにある。
【解決手段】
上記の課題を解決する方法として、接着剤として有機ポリイソシアネート化合物(a)の一部を、α,β−不飽和カルボニル基を持つ水酸基含有化合物(C)で変性させたイソシアネート基末端プレポリマーを用いて木質ボードを成形することにより、強度の優れた木質ボードを得ることを見出した。
(もっと読む)
通気性を有する繊維成形体の製造方法
【課題】原料の充填性が良く、短時間のうちに充填できると共に、繊維の配列の均一性に優れ、通気性の良好な繊維成形体を容易に得ることができる通気性を有する繊維成形体の製造方法を提供する。
【解決手段】通気性を有する繊維成形体は、繊維、金型34の成形凹部33への充填を補助する充填補助剤及び水を含有する繊維成形体の原料を撹拌混合した後成形凹部33に充填し、加熱することにより製造される。この場合、原料は、水85〜95質量%、充填補助剤0.5〜2質量%及び残部として少なくとも繊維を含有する。繊維成形体の原料は、チクソトロピー性を有することが好ましい。また、繊維成形体の原料には、非イオン性界面活性剤及びポリアリルアミンの少なくとも一種よりなる繊維滑り性向上剤を含有することが好ましい。さらに、加熱の温度は、好ましくは50〜100℃である。
(もっと読む)
木質系材料の射出成形方法
【課題】植物由来の木質系材料をプラスチック材料と同様に射出成型法によって連続的に成形することのできる技術を提供する。
【解決手段】木質系材料を水蒸気に接触させて成形材料を得る水蒸気処理工程と、加熱筒内に進退可能且つ回転可能に配置されたスクリュを備えた射出装置を用い、成形材料を前記加熱筒内で加熱しながら前記スクリュの回転により加熱筒の前方に移送するのに次いで前記スクリュを前進させることにより、成形材料を可塑化し射出して金型へ注入する射出工程と、射出工程で金型に注入された成形材料を金型内で成形して離型して成形体を得る成形工程とを経る。射出装置に備えられたスクリュは、逆止弁を備えない直線形のスクリュとし、射出工程において、加熱筒内で成形材料を加熱する温度の最大値は100℃以上180℃以下とする。
(もっと読む)
安定的に木質ボードを製造する方法
【課題】イソシアネート接着剤を用いて木質ボードを製造する際、接着剤の塗布量を管理していないと、所定の接着剤量が塗布されているか判断できない。また、所定の接着剤量が塗布されていないと、目的強度の木質ボードが得られないなど弊害がある。
【解決手段】イソシアネート接着剤を塗布した木質材料のNCO含有量を測定し、接着剤塗布量を一定の管理幅で管理することによって、熱圧成形する前に不良サンプルを把握でき、無駄な木質ボードを生じることなく、安定して木質ボードを製造することができる。また、管理幅外のものついては、設定密度を調整して熱圧成形することによって、目的強度を有する木質ボードを製造可能となる。また、所定の接着剤量に比べて、高いものと低いものを組み合わせて、所定のNCO含有量を有する木質材料を作成し、熱圧成形することによって、目的強度を有する木質ボードを得ることができる。
(もっと読む)
繊維系ボード、家具、遊技機および建築資材ならびに繊維系ボードの製造方法
【課題】天然由来、特に植物由来原料を用いることにより環境への負荷を低減することができる上に机天板や床材及び遊技機部材などとして用いられる際の表面硬度、並びに切削加工性に優れた繊維系ボード。
【解決手段】繊維系ボードは平均繊維長5〜100mmの範囲内の天然繊維とポリ乳酸樹脂とを含んで構成される繊維系ボードであって、繊維系ボードの表面層の見かけ密度が0.6〜1.1g/cm3の範囲内にある。かかる繊維系ボードの製造方法は、ポリ乳酸繊維の短繊維と、平均繊維長5〜100mmの範囲内の天然繊維の短繊維とを混合し得られた布状物に、一つは、見かけ密度が0.8〜1.1g/cm3の高密度繊維系ボードを積層するか、または、ポリ乳酸からなるフィルム及び/又は、ポリ乳酸を40〜100重量%含む不織布を積層するかのいずれかの積層工程を通した後に、加熱した後圧縮するかまたは加熱と圧縮を同時に行う。
(もっと読む)
61 - 80 / 187
[ Back to top ]