
Fターム[2B260EB06]の内容
Fターム[2B260EB06]に分類される特許
41 - 60 / 187
パルプ成形品成形用の金型及びパルプ成形品の成形方法

【課題】パルプ成形品の設計自由度及び生産性を大幅に向上し得る極めて実用性に秀れたパルプ成形品成形用の金型及びパルプ成形品の成形方法の提供。
【解決手段】パルプ及び澱粉を主成分とした流動性材料を金型内に充填した後固化させる射出成形並びにパルプ及び澱粉を主成分とした流動性材料を金型内を通過させた後固化させる押出成形のいずれかによってパルプ成形品を成形する際に用いるパルプ成形品成形用の金型であって、導入される前記流動性材料の流動先端を分岐させる分岐形成部1の後方位置にして該流動性材料の分岐した流動先端の合流が予想される位置に、前記流動性材料の流動方向に沿って凹部2若しくは凸部3から成る流動抵抗部を複数設ける。
(もっと読む)
繊維板の製造方法
【課題】調湿材料の性能を十分に発揮できるとともに、成形後の表面を平滑にすることができ、熱圧成形時に型枠による異型化も可能な繊維板を提供する。
【解決手段】調湿材料を含有する樹脂バインダーを長繊維マットの片面に塗布して乾燥し、次いで熱圧成形することを特徴とする。
(もっと読む)
木製成形体およびその製造方法

【課題】曲率の大きな形状や複雑な形状を容易に加工でき、強度が高く、表面に木目が現れ、木目の風合いがある木製成形体およびその製造方法を提供する。
【解決手段】木製成形体1aは、木材チップ31からなる基材層3と、基材層3の表面上に積層され、シート状にスライスされた厚さ140μm以下の天然木の無垢材を材料とする表面層2と、基材層3と表面層2とに設けられ、基材層3の木材チップ31同士を接着するとともに、基材層3と表面層2とを接着する樹脂部5と、基材層3の裏面上に積層された裏面層4とを備え、表面層2の表面側の樹脂充填量が、基材層3と接する表面層2の裏面側の樹脂充填量よりも少なくなるように、表面層2に樹脂部5が配置されている。
(もっと読む)
木質材の接合方法、木質材の接合機、及び木質具
【課題】有機接着剤などを用いることなく木質材間の位置関係を略固定することが可能な木質材の接合方法、木質材の接合機および木質具を提供する。
【解決手段】結合剤を含有する例えばMDFと称される木質ボード101及び102を接合するに際し、前記複数の木質ボード101及び102の接合部分に、例えば炭素鋼から成り、先端がフラットで、先端から見て平面視円形である棒状部材103を、矢印A方向に例えば500rpm〜2500rpmの回転数で回転させつつ押入し、回転により生じる摩擦熱と相俟って前記複数の木質ボード同士の接合部に接合孔を形成し、2枚の木質ボード同士の位置関係を略固定させる。
(もっと読む)
高強度パーティクルボードの製造方法
【課題】木質チップのみで構成されるパーティクルボードであっても高い曲げ強さ及び曲げヤング係数を発現し得るパーティクルボードを製造する。
【解決手段】レゾール型フェノール樹脂の水溶液を木質チップに含浸して樹脂含浸チップを得る含浸工程と、樹脂含浸チップから表層1及び裏層2を、芯層3と合わせた三層のマットを相互に積層し、加熱及び加圧して板状に成形する成形工程とを備えるパーティクルボード4の製造方法であって、含浸工程において、表層1及び裏層2の樹脂含浸チップには、重量平均分子量300〜700の範囲内であるフェノール樹脂の水溶液を供給し、木質チップの絶乾量100質量部に対して樹脂固形分を15〜80質量部含有する樹脂含浸チップを得て、パーティクルボードを製造する。
(もっと読む)
積層材の製造方法及び積層材
【課題】既存の落花生殻を利用したパーティクルボードは、JIS規格を満たすことができていない。そこで、本発明は、植物もしくは果実の殻などを利用して製造する成形品であって、より強度の高い成形品を提供することを目的とする。
【解決手段】植物もしくは果実の殻、又は、植物もしくは果実の種を粉砕してなる原材料と、樹脂系接着材料とを混合する第1工程と、前記混合物と繊維素材からなる強化材とを積層して加圧する第2工程と、を備える積層材の製造方法を提案する。これにより、従来に存在する、植物もしくは果実の殻等を利用して製造された積層材よりも、より強度の高い積層材を製造することが可能である。
(もっと読む)
誘導木材板及び誘導木材板の製造方法
誘導木材から製造された少なくとも3層を有し、その少なくとも中心層は誘導木材と発泡プラスチック(3)の混合物から製造されている誘導木材板であって、前記中心層が少なくとも1つの発泡性天然産物(4)を更に含むことを特徴とする誘導木材板。 (もっと読む)
機能性繊維ボードの製造方法と機能性繊維ボード
【課題】建材用途として使用可能な強度を持った、機能性粒子を保持した機能性繊維ボードの製造方法と機能性繊維ボードを提供する。
【解決手段】機能性粒子、熱硬化性高分子剤および接着剤を繊維マットに供給して加熱圧縮成形する。
(もっと読む)
コルク栓及びコルク栓の製造方法並びにコルク栓製造用成型装置
【課題】径方向の柔軟性に富み、且つ、長手方向の強度も保有し、密封性及び抜栓性に優れたコルク栓及びその製造方法並びにその製造用成型装置を提供する。
【解決手段】多数のコルク粒1a…をバインダー樹脂1bと共に圧縮成型し、コルク粒1a…をバインダー樹脂1bで固定化して柱状体とされたコルク栓1であって、上記成型時の圧縮が、上記柱状体の長手方向に直交する方向に沿ってなされたコルク栓である。また、このコルク栓1は、コルク粒1a…とバインダー樹脂1bとを混練し、水平な成型基台21上の複数の分割型31〜34によって囲まれた成型空間30に上記混練物10を装填し、上記複数の分割型31〜34を上記成型基台21上で上記成型空間30を狭める方向にスライドさせて混練物10を柱状に圧縮成型し、得られた柱状の成型体10Aを加熱して上記バインダー樹脂1bを硬化させ、上記コルク粒をバインダー樹脂で固定化することによって得られる。
(もっと読む)
木製コーン及び木製コーンの製造方法
【課題】木粉のみを原料粉として使用するにもかかわらず、薄肉異形形状を容易に一体成形することができ、かつ、全体として100%エコ材料からなる製品とすることができ、更に、十分な防水性や耐水性をも付与することができるようにする。
【解決手段】木製コーンは、原料粉として大径木粉及び小径木粉のみを使用する。また、大径木粉及び小径木粉にバインダーを粉状として混合してそれらを均一となるまで撹拌し、大径木粉間の微小間隙に小径木粉を均一に充填した混合物とする。そして、当該混合物を加熱プレスして、大径木粉及び小径木粉のそれぞれが含有する水分の蒸発による発生する蒸気によって粉状のバインダーを湿潤化及び溶解して大径木粉及び小径木粉をそれぞれ相互に結合して一体化し、バインダーを介して大径木粉及び小径木粉からなる原料粉をコーン形状に一体成形する。
(もっと読む)
木材硬質加工装置
【課題】 この発明は、軟質な木材の丸太を蒸気加圧処理で圧縮変形して曲げ強度の高い木材に加工処理する木材硬質加工装置に関する。
【解決手段】蒸気・加圧装置が、該蒸気・加圧装置のハウジング内に高温蒸気を供給する高温蒸気供給手段と、上記ハウジング内で同一径の円柱状の丸太を挟圧するローリング式プレス装置とを有しており、該ローリング式プレス装置が加圧手段と移動手段とを有し丸太を回転しながら加圧する上下一対の圧力盤を有していることを特徴とする。
(もっと読む)
繊維複合基材及びその製造方法
【課題】繊維複合基材の表面平滑性を良好にし、強度を高めるとともに、熱圧形成時にプレス機への樹脂の付着が起こりにくく、水蒸気による繊維複合基材の爆裂を防ぐことができる繊維複合基材及びその製造方法を提供する。
【解決手段】植物繊維からなる繊維マット1に樹脂2を含浸し、繊維マット1の含水率が5質量%以上、20質量%未満になるまで乾燥し、乾燥した繊維マット1を基材3の表面に積層して積層体4とし、樹脂2の硬化温度以下で予備圧締した後に、樹脂2の硬化温度以上で加圧して一体化してなるようにした。
(もっと読む)
積層材の製造方法
【課題】軽量で、水により膨潤せず、植物茎の質感と意匠性に富んだ積層材を得る。
【解決手段】先ず複数の植物茎を互いに平行に配列してシート状物を形成し、複数のシート状物をシート状物を構成する植物茎が互いに交差するように第1接着剤を介して積層して第1積層体を形成する。次いで第1積層体を熱圧成形して第1積層成形体31を形成し、この第1積層成形体31をその積層面に垂直にかつその構成要素である植物茎に平行に又は直交するようにスライスして複数のスライス片18を得る。次に平面状の基材19の両面に第2接着剤を塗布し、第2接着剤が塗布された基材19の両面に複数のスライス片18をスライス面が接着面となるように配列して第1層41を形成することにより第2積層体22を得る。更に第2積層体22を冷圧成形又は熱圧成形して板状の第2積層成形体からなる積層材10を形成する。
(もっと読む)
植物性繊維複合材の製造方法
【課題】優れた機械的特性を有する植物性繊維複合材の製造方法を提供する。
【解決手段】植物性繊維(ケナフ繊維等)の繊維間が熱可塑性樹脂(ポリプロピレン系樹脂等)により結着された構造を有する植物性繊維複合材の製造方法であって、酸変性熱可塑性樹脂(無水マレイン酸変性ポリプロピレン等)及び第1非変性熱可塑性樹脂(エチレン−プロピレンランダム共重合樹脂等)を含有する熱可塑性樹脂組成物を溶融紡糸する第1紡糸工程と、低融点の第2非変性熱可塑性樹脂(エチレン−プロピレンランダム共重合樹脂等)を溶融紡糸する第2紡糸工程と、植物性繊維、混合熱可塑性樹脂繊維及び非変性熱可塑性樹脂繊維を混繊する混繊工程と、繊維マットを、マットに含有される非変性熱可塑性樹脂繊維の融点を越え、且つ酸変性熱可塑性樹脂の融点未満の温度範囲で加熱し、加圧する加熱加圧工程と、を備える。
(もっと読む)
屋外用踏み板
【課題】環境保全面で優れ、利用者の滑りにくい屋外用踏み板を提供する。
【解決手段】屋外用踏み板を、結合剤と混和させた細長い木質片を長さ方向に配向積層した木質積層マットが熱圧成形されてなる木質系複合材料からなり、かつ表面に滑り止めの凹凸を有してなるものとする。
(もっと読む)
シリコ−ンゴム粉体及び木材チップから構成される木質ボ−ド。
【課題】木材チップにシリコ−ンゴム粉を配合し、シリコ−ン固有の耐熱性、耐寒性を付与し、合わせ柔軟性、防振性、防音性等の機能を最適化した木質ボ−ドを製造する方法、及び耐火・難燃性を有するシリコ−ンゴム原料を使用し、防火性能を付与した木質ボ−ドを提供する。
【解決手段】木材チップに配合するシリコ−ンゴム粉体の粒径を0.1〜5mmとし、シランカップリング材で前処理し、無機接着剤を混合し成形する。また、耐火・難燃性を有するシリコ−ンゴム原料を使用し、防火性能を付与する方法で改質された木質ボ−ドとする。
(もっと読む)
木質材料の製造方法
【課題】木質材料の製造方法を提供する。
【解決手段】a)木質パーツを、
a1)アルカリ性バインダー、および
a2)チアクロプリドと
接触させる工程と、
b)工程a)に従い処理した木質パーツを含む木質パーツ床を、加圧下、126℃〜240℃のプレス接触表面温度でプレスする工程と
を含む、木質パーツ含む木質材料の製造方法。
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 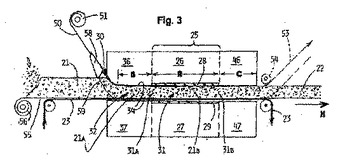 (もっと読む)
(もっと読む)
木質積層マットの搬送方法
【課題】木質積層マットの厚さが厚い場合でも搬送中にその両辺縁部及び前後端部を崩すことなく、木質チップの散乱量を低減しながら圧縮成形装置へと搬送して、強度が高い木質系複合材を得ることができる木質積層マットの搬送方法を提供する。
【解決手段】結合剤が混和された細長い木質チップを長さ方向に略揃えて、連続的に供給される搬送板上に積層して、搬送板上に連続した木質チップ積層体を形成した後、該木質チップ積層体の両側がサイドガイド面に摺動しながら移動して、木質チップ積層体を順次圧縮成形装置へ搬送する、木質チップ積層体の搬送方法であって、圧縮成形装置の手前で、前方の搬送板(前方板)とそれに連なる搬送板(後方板)の連接部分近傍において木質チップ積層体を分離した後、前方板上の木質チップ積層体の分離断面に、搬送補助装置の支持部材を当接させ、該支持部材を搬送板の搬送速度と同期しながら圧縮成形装置に向けて移動させることを特徴とする木質積層マットの搬送方法によって提供する。
(もっと読む)
木粉固化成形体及びその製造方法並びに木粉固化成形用金型
【課題】木粉固化成形体及びその製造方法並びに木粉固化成形用金型において、木粉固化成形体が生分解性と再利用性を有する環境に優しい材料からなる成形体であって、かつ、優れた切削性を有し切削工具を傷めることがなく、しかも適度な硬さと強度を有することにより精密な切削加工が可能なこと。
【解決手段】木粉固化成形体1の製造方法は、大鋸屑・間伐材チップ2を水分20重量%以下に乾燥する乾燥工程(S10)と、粉砕機で微粉砕して平均粒子径150μmの木粉とする粉砕工程(S11)と、木粉100重量部を10重量部の有機合成樹脂バインダーと混合する混合工程(S12,S14)と、常温で200kg/cm2 の圧力を掛けてプレス成形して木粉ブロックとする常温プレス成形工程(S15)と、木粉ブロックを静置して未反応部分を完全反応させるとともに残留応力を除去する養生工程(S16)、または高周波加熱工程(S17)を具備する。
(もっと読む)
41 - 60 / 187
[ Back to top ]