
Fターム[2F062DD35]の内容
機械的手段の使用による測定装置 (14,257) | 補正、補償、較正、調整 (452) | 方法 (71) | 補正値、補正率、補正曲線の設定 (69) | 計算値、近似値補正 (21)
Fターム[2F062DD35]の下位に属するFターム
熱膨張率についての (3)
Fターム[2F062DD35]に分類される特許
1 - 18 / 18
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値既知の基準測定物と前記検出器を前記基準測定物の母線と平行に相対的に移動して前記基準測定物の対向する2つの検出点でそれぞれ測定を行い、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物の母線と前記検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段と、を備えたことを特徴とする真円度測定装置を提供する。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置

【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
機上計測装置のプローブ取り付け位置算出方法
【課題】回転軸を用いた機上計測において、各種演算により算出された機上計測装置の取り付けられた回転軸の回転中心軸とプローブの先端との距離を基準球計測の結果を基に補正を行う機上計測装置のプローブ取り付け位置算出方法を提供する。
【解決手段】基準球を計測することにより、算出したプローブ取り付け位置(X0,Z0)の精度を向上させる準備段階において、(X0,Z0)のX,Z値を各々―1nmずつずらし、ずらした座標を基に基準球計測プログラムを作成して一定角θ1,θ2での座標を求め所定の条件内であるか否か判断し、条件を満たす場合には、(X0,Z0)に総ずらし量を加えたものを真のプローブ取り付け位置とし、処理を終了し、条件を満たさない場合には、ずらす度に一定角θ1,θ2での座標から離れるか否か判断し、離れない場合には準備段階の最初へ移行し、離れる場合には異なる方向へずらす第2の準備段階へ移行する。
(もっと読む)
形状測定方法
【課題】高精度でなく安価な姿勢変更機構でも、被測定物を高精度に測定することができる形状測定方法を提供する。
【解決手段】被測定物Wを載置したテーブル14の姿勢を傾ける姿勢変更機構4を備え、プローブによって被測定物の形状を測定する形状測定方法。テーブル14の被測定物載置面14Aに3つの基準球21,22,23を互いに離間して配置し、この3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更前基準面を算出する。次に、姿勢変更機構を動作させてテーブルの姿勢を傾けたのち、3つの基準球をプローブによって測定して各基準球の中心座標を求め、これら中心座標を含む姿勢変更後基準面を算出する。そして、姿勢変更前基準面と姿勢変更後基準面とから姿勢変更機構により傾けられたテーブルの姿勢傾き量を算出する。
(もっと読む)
座標位置測定装置による測定エラーの修正
座標位置測定装置のためのエラー修正方法を開示する。この方法は、(i)各々が第一の物体の表面上のある位置を表す1つまたは複数の第一のデータ値を含む第一のデータセットを取得するステップと、(ii)各々が第一の物体の表面上のある位置を表す1つまたは複数の第二のデータ値を含む第二のデータセットを取得するステップと、(iii)各々が、第一のデータセットにより説明される表面と第二のデータセットにより説明される表面の間の位置差を表す1つまたは複数のエラー値を含むエラーマップを計算するステップと、を含む。第一の物体の面法線が第一のデータ値の各々によって表される各位置において既知であり、ステップ(iii)は、実質的に既知の面法線の方向の位置差を判断することによって各エラー値を計算するステップを含む。加工または測定作業は、第一の物体または第一の物体と名目上同一の物体について実行され、その表面上の位置がステップ(iii)で計算されたエラーマップを使って修正される。 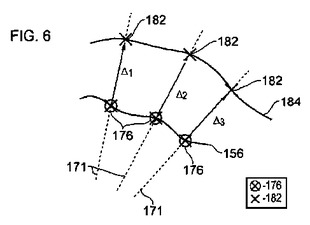 (もっと読む)
(もっと読む)
プレス金型の動的変形測定方法および装置
【課題】プレス金型にセンサを取り付けることなく、プレス成形時におけるプレス金型の動的変形を高精度で測定し得るようにする。
【解決手段】プレス金型の動的変形測定装置は、下金型13および上金型14を備えたプレス金型11と、ボルスタ16およびスライダ17を備えたプレス機本体10との間に着脱自在に配置される測定治具本体33を有し、プレス成形時におけるプレス金型11の動的変形を測定する。測定治具本体33に両端部が滑り支持された水平棒材41には、プレス金型11の弾性変形量を検出するための渦電流変位センサが設けられている。測定治具本体33に設けられた荷重受け駒36には、プレス金型11の圧力分布を検出するための歪みゲージが設けられている。
(もっと読む)
組み込みアーム歪みセンサ
可搬型の関節アーム座標測定機(AACMM)が、手動で位置付けることが可能な関節アーム部と、第1の端部に装着された測定デバイスと、AACMMの構造的コンポーネントであって、軸方向を有する、構造的コンポーネントと、構造的コンポーネントに結合された、それぞれが受感軸を有する少なくとも3つの歪みゲージセンサであって、各歪みゲージセンサの受感軸が、軸方向に対してほぼ平行に向きを決められ、各歪みゲージセンサが、軸方向に垂直な横断面によってほぼ横切られ、アナログ歪みゲージ信号を生成し、歪みゲージセンサが、構造的コンポーネントと横断面の両方の上に存在する任意の点の曲げ歪みを判定するのに十分なデータを提供するように配置される、歪みゲージセンサと、位置信号を受信し、測定デバイスの位置に対応するデータを提供する電子回路とを含む。 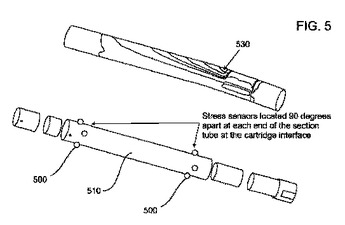 (もっと読む)
(もっと読む)
形状測定装置、形状測定方法、及びプログラム
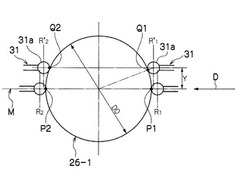
【課題】安全で高精度の心出しを実行可能な形状測定装置、形状測定方法、及びプログラムを提供する。
【解決手段】形状測定装置は、回転体である被測定物4を第1位置P1に配置する制御部41を有する。制御部41は、第1位置P1にて接触子24を被測定物4の表面に倣うようにX軸に平行に移動させて第1測定曲線L1を取得する。制御部41は、Z軸を中心に被測定物4を90度回転させて、被測定物4を第2位置P2に配置する。制御部41は、第2位置P2にて接触子24を被測定物4の表面に倣うようにX軸に平行に移動させて第2測定曲線L2を取得する。制御部41は、第1、第2測定曲線L1、L2にそれぞれ円を当てはめ、各円の最大値M1、M2のX軸方向の位置を算出する。制御部41は、最大値M1、M2のX軸方向の位置が0となるように、被測定物4をX軸、Y軸方向に移動させる。
(もっと読む)
三次元形状測定方法
【課題】被測定物の三次元形状の測定精度をより一層向上させることができる三次元測定方法を提供する。
【解決手段】被測定物の表面に沿ってプローブを走査して、XY座標データを取得するとともに、光干渉計によりXY座標データに対応するA相正弦波信号値とB相正弦波信号値とを取得し、それらの信号値の位相差と2乗和平方根とを算出し、位相差に基づいてZ座標データを取得するとともに、2乗和平方根によりプローブのZ軸方向に対する傾き角度を求め、当該傾き角度からプローブと被測定物との接点の位置ズレ量を算出し、XY座標データとZ座標データと位置ズレ量とを合成して、X軸、Y軸、及びZ軸における各座標データを取得し、被測定物の三次元形状を測定する。
(もっと読む)
誤差補正方法、誤差補正装置、及び誤差補正プログラム
【課題】運動誤差の補正を高精度に行える方法を提供する。
【解決手段】予め基準ワーク32を形状測定して得ておいた校正値信号を用いて測定ワーク40を形状測定して得られた測定値信号から運動部26の運動誤差による測定誤差を除去する方法において、該校正値信号は固定部30に対し該運動部26を相対運動しながら該基準ワーク32を形状測定した際の検出器36出力信号から該基準ワーク形状成分を除去したものであり、該測定値信号は該固定部30に対し該運動部26を相対運動しながら該測定ワーク40を形状測定した際の該検出器36出力信号から該測定ワーク形状成分を除去したものであり、該校正値信号を用いて該測定値信号に含まれる成分のうち該校正値信号と最も形状相関の高い成分を運動誤差成分として適応的に除去する工程(S10)を備えたことを特徴とする誤差補正方法。
(もっと読む)
走査ヘッドの較正装置および方法
電動の関節式走査ヘッド(16)における角度測定スケールを、基準加工品(40;60;80)を用いて較正する方法が記載される。この方法は、走査ヘッド(16)に取り付けられた走査プローブ(28)などの表面検出デバイスを走査ヘッド(16)の少なくとも1軸(A1,A2)のまわりに回転させ、基準加工品(40;60;80)に対し異なる複数の角度方向に表面検出デバイスを移動させる工程を含む。次に、その異なる角度方向のそれぞれで、表面検出デバイスにより、基準加工品(40;60;80)の少なくとも1つの特性を測定する工程が実行される。そして、測定された基準加工品(40;60;80)の特性を用い、また付加的に既知または較正済みの基準加工品(40;60;80)の特性を用いて、走査ヘッドの少なくとも1つの測定スケールに対する誤差マップまたは関数を生成する。この方法は、走査ヘッド(16)を移動させるために、座標測定機械(14)などの座標位置決め機械の使用を含むことができる。基準加工品(40;60;80)は、単一の特徴部または配列された複数の特徴部(46;66)を含むことができる。 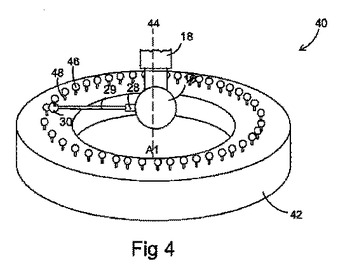 (もっと読む)
(もっと読む)
加工品の表面点に接触するための方法および装置
【課題】加工品に接触する際にヒステリシス効果を最小限にする代替方法を提供する。
【解決手段】プローブヘッド基部56と触針22とを有するプローブヘッド26が提供され、前記触針22は、プローブヘッド基部56に対して移動可能である。触針22は、プローブヘッド基部56に対して画定された静止位置を有している。接触のために、触針22が表面点に画定された接触力で触れるまで、プローブヘッドが加工品に対して移動する。静止位置に対する触針22のヒステリシス作用を表す補正データ記録74が提供され、接触力が補正データ記録74を用いて定められる。
(もっと読む)
形状測定装置、形状測定方法及び形状測定プログラム
【課題】接触子の形状が理想的な球ではない場合であっても、測定点を正確に算出可能な形状測定装置、その形状測定方法並びに形状測定プログラムを提供する。
【解決手段】前記接触子の前記被測定物への複数箇所での接触時における前記接触子の基準点の位置座標を擬似測定点として取得する擬似測定点取得部212と、前記擬似測定点から前記擬似測定点に沿った面又は線を推定し、該面又は線に対する各擬似測定点からの法線ベクトルを算出する法線ベクトル生成部213と、前記接触子の表面形状を特定する接触子モデルの基準点を前記擬似測定点に一致させると共に測定時の前記接触子と前記接触子モデルとの姿勢を一致させて前記接触子モデルを配置する接触子モデル配置部と214、前記各法線ベクトルが前記各配置された接触子モデルの表面と交わる点を測定点として算出する測定点算出部215とを備える。
(もっと読む)
計量装置の較正
測定プローブ(8)を、支持体が支持している対象物の表面に沿って測定経路を横断させるために、第1の方向(X)に支持体(4)と測定プローブ(8)のキャリッジ(7)との間で相対移動を行うドライバ(33)を有する計量装置。測定プローブ(8)は、表面特性を追従する場合に第1の方向を横切る第2の方向(Z)に移動する。第1および第2の位置トランスジューサ(35,32)は、それぞれ第1および第2の方向の測定プローブの位置を表す第1および第2の位置データを提供する。較正装置(300)は、既知の形状の表面上で入手した測定データを使用して較正手順を実行する。較正装置は、基準面の既知の形状を補正後の測定データとして使用することにより、補正後の測定データおよび実際の測定データに関する式の較正係数を決定する。較正装置は、少なくとも1つの式がデータに適合するまで、チェビシェフ点に対する較正係数を変化させる。 (もっと読む)
測定装置および測定方法
【課題】測定子のたわみ量が考慮され、測定部位間の寸法が小さい場合であっても、その寸法を正確に測定できる測定装置および測定装置の提供。
【解決手段】測定装置は、ケース本体と、測定部位101,102に先端部511B,521Bがそれぞれ当接され互いに近接離隔可能な一対の測定子51,52と、一対の測定子51,52の基端部511C,521C間の相対移動量を検出する移動量検出手段と、移動量検出手段による検出値を基に測定部位101,102間の寸法を算出する演算制御手段とを備える。演算制御手段により、予め設定された計算式において、移動量検出手段による検出値に基く測定部位101,102間の検出値Xが、測定子51,52の測定部位101,102との当接によるたわみ量T1,T2に相当する値を用いて補正され、測定部位101,102間の寸法の真値Yが算出される。
(もっと読む)
位置決め機械上の測定または較正の実行方法
【課題】機械の較正を行うために用いられる装置もしくは機械自身として用いられる装置について記述される。
【解決手段】装置は、2つの構造体を具え、その各々は、その上に三角形状に間隔を置いて配置された3つの支持部を有する。支持部は、ボールもしくはソケットとすることができる。構造体は6つの部材によって相互に接続され、各々の支持部には2つの部材の端部が接続される。較正デバイスとして用いる場合には、部材を伸縮駆動される測定バーとし、構造体をそれぞれ機械の固定部および可動部に接続すれば、機械の部分の変位が構造体間の相対変位を生じさせ、測定バーの長さを変化させる。機械として用いる場合には、部材を構造体の一方によって動力が供給される支柱とする。その構造体は、ワークピースに対し工具またはプローブを相対的に位置づけるべく工具またはプローブを保持して他方の構造体に対し相対的に操作されるものとすることができる。
(もっと読む)
1 - 18 / 18
[ Back to top ]