
Fターム[2F069DD26]の内容
測定手段を特定しない測長装置 (16,435) | 目的 (603) | 製作の容易性 (27)
Fターム[2F069DD26]に分類される特許
1 - 20 / 27
光学走査プローブ
【課題】対象物を光ストライプで照射し、対象物表面から反射した光を検出することで、対象物の表面上の複数の点からデータを捕捉するための走査プローブを提供する。
【解決手段】走査プローブは、(a)光ストライプを生成および発するためのストライプ生成手段14、(b)対象物表面から反射した光ストライプを検出するための画素の配列を有する画像センサを備えるカメラ16、(c)カメラ16によって検出された強度に応じて、フレームの取得中に光ストライプの強度を調節するための手段を備える。ストライプ長を修正する手段、処理手段のための隔離された区分室、およびスキャナのための取り付け可能なダストカバーを有するスキャナにも関する。
(もっと読む)
多地点測定データ取得装置および多地点測定システムおよび多地点測定データ取得方法

【課題】圃場に埋設された複数のセンサユニットの位置を設置後に収集可能な多地点測定データ取得装置および多地点測定システムおよび多地点測定データ取得方法を提供する。
【解決手段】1本の伝送路に固定された複数のセンサユニットそれぞれによって前記伝送路を介して返される応答から、前記各センサユニットが固定された位置から前記伝送路の一端までの伝送路長と前記各センサユニットの固定位置における前記伝送路の屈曲方向に関する情報とを含む情報を抽出する情報抽出部と、前記情報抽出部で抽出された情報に基づいて、前記複数のセンサユニットの配置を推定する配置推定部とを備える。
(もっと読む)
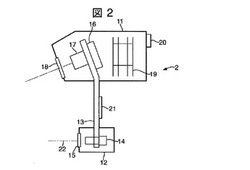
スパイラル鋼管の製造方法および形状測定装置
【課題】スパイラル鋼管の製造工程において、鋼帯の成形・溶接後の鋼管の形状をオンラインで計測可能であるとともに、現状の設備を活用し極力簡単な設備改造で計測可能なスパイラル鋼管の製造方法および形状測定装置を提供する。
【解決手段】このスパイラル鋼管の形状測定装置は、鋼帯2を内面ローラー4および外面ローラー4を備える成形装置3を用いて管状に成形した後、鋼帯2の幅方向端面突合せ部をサブマージアーク溶接して鋼管7にするスパイラル鋼管の製造方法の溶接工程に用いられるスパイラル鋼管の形状測定装置であって、内面ローラー4を支持するマンドレル1の先端部に設けられて鋼管7の内面までの距離を非接触で測定する距離計17と、距離計17を鋼管7の周方向に回転させるモータ15と、距離計17の回転角を計測する回転角計測手段とを備えている。
(もっと読む)
位置検出システム及び位置検出方法
【課題】長距離を移動する移動体の位置を精度良く検出できる位置検出システムを提供する。
【解決手段】両面に反射面が形成された反射板6が、クレーン本体2の移動経路に沿って、間隔が全て異なるようにして複数配置される。反射板支持フレーム5に内蔵される姿勢状態検出装置は、各反射板6の姿勢状態を検出する。測距装置3は、クレーン本体2と共に移動し、移動経路における前後方向に測定波を出射し、各方向について、反射板6によって反射された測定波の反射波を検出することで、当該反射板6までの距離を計測する。制御装置7は、測距装置3の計測結果と、姿勢状態検出装置の検出結果と、に基づいて、クレーン本体2の現在位置を求める。反射板6は、クレーン本体2が接近した際、測定波を反射可能な姿勢からクレーン本体2の通過を妨げない姿勢に切り替わる。
(もっと読む)
ステアリングセンサ
【課題】小型乗用作業機用に使用できる安価なステアリングセンサはまだ一般には普及していない。ステアリングセンサは従来自動車の走行安定制御用として開発されてきたが、精密複雑でまだまだ高価なものであるのが現状である。加えて使用環境的には極めて条件の良い自動車用とは異なり屋外環境で使用する小型の作業機械には耐環境性からみても使用は難しい。しかし簡素で安価な作業機械でも近年安全装置の必要性が言われており、特に乗用作業機械においては走行安全制御装置実現の為に作業機械用ステアリングセンサの開発が必要になっている。
【解決手段】ラック&ピニオン式操舵機構を搭載する小型乗用作業機械で、ラックの直線動作に着目し、ラックに連動する連動体をラックに連結し、その連動体に当接又は近接又は連動するスイッチ又は位置センサ又は変位センサを配設した。
(もっと読む)
薄板の表面形状測定装置
【課題】垂直に保持した薄板の表面形状の測定において、装置構成を簡素化かつ低コストとすると共に、操作を容易にする。
【解決手段】被測定物である薄板gの表面形状測定装置において、基台10上に薄板を垂直に保持する垂直保持機構20と、薄板gを挟んで平行に配置された一対の固定レール41と、該一対の固定レール間に架設され薄板gを挟み薄板表面に対して一定の間隔をもって平行に配置された一対のスライド軸51、及び該スライド軸を該固定レールに沿って移動させる駆動装置45と、変位センサ32a〜bが装着され該スライド軸に沿って夫々移動可能に配置された一対の測定台31、及び該測定台の駆動装置と、該スライド軸の両端部に架設され該スライド軸を連結し該スライド軸間の間隔を位置決めする連結部材52とからなり、該スライド軸と該連結部材とによって略矩形形状とし、薄板gの両面の形状を同時に測定可能に構成した。
(もっと読む)
測長装置
【課題】ステージのガイドの真直度誤差、テーブルの運動誤差をリアルタイムで補正することができ、これらの誤差による形状測定への影響を最小限に抑えた高精度の形状測定を実現することができ、しかも構造が簡単で、比較的安価に実施できる形状測定用測長装置を提供する。
【解決手段】接触式又は非接触式のプローブを用い、測定物またはプローブのいずれかを可動テーブルに搭載して相対移動させることで、測定物を測長する装置において、端子を測長方向に沿う方向に向けて配置され、測定物をスキャンする第1のプローブと、端子を測長方向に沿う方向に向けて配置され、平面基準面をスキャンする第2のプローブと、前記第2のプローブからの測定情報と第1のプローブからの測定情報を処理して可動テーブルのガイドの真直度誤差および可動テーブルの運動誤差を補正する手段とを備えた。
(もっと読む)
角度計測装置、撮影装置、及び角度計測方法
【解決課題】低コストな構成で、手ぶれ防止機能を有すると共に、精度よく姿勢角を計測することができるようにする。
【解決手段】加速度検知部によってデジタルカメラのx軸方向及びz軸方向に生じる加速度を検知し(100)、検知された加速度のAC成分とDC成分とを抽出する(102)。また、抽出されたDC成分のピーク値を検出して(104)、デジタルカメラの横方向が水平となっている状態におけるDC成分値を検出する。そして、抽出されたDC成分の値と検出されたDC成分のピーク値との差分に基づいて、水平方向に対するデジタルカメラの横方向の姿勢角を計測し(106)、LCDに計測された姿勢角を表示する(108)。また、抽出された加速度のAC成分に応じて、手ぶれ補正レンズを移動させて、手ぶれによる光軸のずれを打ち消し、手ぶれを防止した被写体像を示す画像データを取得する。
(もっと読む)
回転検出センサ
【課題】ケース体の部品コストを低減すると共に、回転に伴って発生する静電気が回転検出に影響を及ぼさない回転検出センサを提供する。
【解決手段】ケース体1に回転軸に追従して回転する回転体2と、回転体2の回転角度を検出する角度検出部3とを納めてなるものであって、ケース体1は上方開放状で周縁部に耳部14を有した下ケース体10と、下ケース体10の上面を覆うカバー体11とからなり、下ケース体10の耳部14には貫通孔15が形成されると共に、貫通孔15にはその内周面に略適合する金属カラー4が挿入され、カバー体11は金属材からなると共に、耳部14の貫通孔15に挿入された金属カラー4の上面を含めて下ケース体10の上面を覆ってなる。
(もっと読む)
車高検知装置
【課題】車両への設置を容易にする。
【解決手段】車輪側発信部10は、車両50においてバネ下となる車輪51の側に配置され、所定の発信タイミングで定期的に波動信号を発信する。車体側受信部11は、車両においてバネ上となる車体52の側に配置され、車輪側発信部10から発信された波動信号を受信する。車体側受信部11では、波動信号が車輪側発信部10から発信されてから車体側受信部11にて受信されるまでの発受信時間や、車体側受信部11における波動信号の受信強度に基づき、車両50における車高を検知する処理を実行する。
(もっと読む)
タイヤ摩耗状態判定装置
【課題】容易な構成で、高精度の摩耗判定ができるタイヤ摩耗状態判定装置を提供する。
【解決手段】タイヤ摩耗状態判定装置の判定部は、回転するタイヤ14が接地するときに、タイヤ周方向に発生する実加速度を加速度センサ18を取得する。また、記憶部から非摩耗状態のタイヤが接地するときに、タイヤ周方向に発生する基準加速度に対して設定された摩耗判定の基準となる摩耗発生閾値を取得する。検出した実加速度と摩耗発生閾値を少なくとも加速度の出力値の大きさまたは出力値の変化勾配または加速度増加時のピーク間隔のいずれか1つに基づいて比較し、タイヤの摩耗状態を判定する。
(もっと読む)
鋼材厚さ測定装置
【課題】構成が簡素であり、しかもコストを低減することができる鋼材厚さ測定装置を提供する。
【解決手段】鋼材厚さ測定装置において、加熱源である光源1と、この光源1から光を導くスリット2と、このスリット2を介して光が照射される一方の表面とこの表面の一方の裏面を有する山形鋼3と、この山形鋼3の一方の表面の温度を計測する熱電対17を有する第1の測定プローブ16と、前記熱電対と同軸上であって、かつ前記山形鋼3の一方の裏面の温度を計測する熱電対11〜15を有する第2の測定プローブ6〜10と、前記山形鋼3の他方の表面の温度を計測する熱電対20を有する第3の測定プローブ19と、前記山形鋼3の周囲の雰囲気温度を計測する温度計21と、前記第1〜第3の測定プローブからの計測値に基づいて、前記山形鋼3の厚さを計測する処理装置31を具備する。
(もっと読む)
ナノチューブプローブ
【目的】試料の表面平面と凹凸部の側壁及び底面の走査を容易且つ正確に行うことができることを目的とする。更に、試料の平面の凹凸部の底角部を死角となることなく正確に操作できるナノチューブプローブを提供する。
【構成】カンチレバー部2に長軸状の突出部3が設けられ、この突出部3の先端部の側部に平坦面3aが形成され、この側部平坦面3aに突出部3の軸線方向に対して先端が斜め傾斜方向に突出するようにナノチューブ4a、4bが配置され、このナノチューブ4a、4bの基端部が側部平坦面3aにコーティングあるいは融着により固定され、ナノチューブ4a、4bの先端を探針として用いる。
(もっと読む)
位置検出装置、及び位置検出方法
【課題】移動部材(例えば、操作レバー)の移動路上での位置の検出を効率良く行うこ
とのできる位置検出装置を提供すること。
【解決手段】操作レバーの移動路上での位置を検出する位置検出装置において、操作レ
バーの移動路上での移動に応じて回転する回転部材の回転角を検出するエンコーダ22d
から送信される、回転角に対応した信号を受信する受信部13と、受信した回転角に対応
した信号に基づいて、操作レバーの移動路上での移動状態を検出する移動状態検出手段と
、その移動状態に基づいて、操作レバーの移動路上での位置を検出する位置検出手段とを
装備する。
(もっと読む)
校正試料の作製方法
【課題】 容易に特異な構造を一意に決めることができ、かつ危険な化学薬品(酸やアルカリなど)などを用いないで校正試料を得ることができる校正試料の作製方法を提供する。
【解決手段】 この出願の発明による校正試料の作製方法は、(110)面を鏡面研磨したLa2CuO4単結晶を230から500℃の温度でアニールした後、徐冷することにより、(110)面に断面が鋸歯状の凹凸を有する双晶構造の校正試料を作製することを特徴とする。
(もっと読む)
自動車用アライメントテスター
【課題】本発明は、過去に車体損傷を受けた車輌及び修復及び製造過程で左右差がある車輌、また懸架装置に劣化がある車輌等、問題を抱えた車輌に対して、適切なアライメントジオメトリを算出し調整を可能にする。
【解決手段】本発明は、タイヤの片流れ時に発生するタイヤの発熱を利用して、その発熱量を測定することにより、各輪の個別なアライメントジオメトリの誤差を知り、各輪のホイールアライメント調整を容易にする。
このことにより、それまで修復歴のある車輌や懸架装置が劣化した車輌、また修復及び製造過程で左右差が生じてしまった車輌など、調整が不可能とされていた車輌のアライメント調整が可能になり、工場及び個人に広く寄与でき役立つ。
(もっと読む)
パターン形成装置及び方法
【課題】 各ノズルから吐出する液滴の量が不均一であっても、基板に均一なパターンを形成する。
【解決手段】 パターン形成装置は、複数のノズル(N1〜Nn)が一体となったノズルユニットと基板との相対的な位置を移動しつつ、各ノズル(N1〜Nn)から基板に対して複数の液滴を吐出することにより基板にパターンを形成するものであり、各ノズル(N1〜Nn)から基板に対して吐出する液滴の吐出量データを蓄積するデータ蓄積手段(35)と、前記基板のノズルユニットに対する相対的な移動位置を計測する移動位置計測手段(31,32)と、各ノズル(N1〜Nn)の吐出量データ及び基板の移動位置データに基づいて各ノズル(N1〜Nn)から基板に対して複数の液滴を吐出するか否かの吐出可否を制御する制御手段(34)と、を備える。
(もっと読む)
電動パワーステアリング装置用アングルセンサ
【課題】 電動パワーステアリング装置側の内接ギヤと該内接ギヤに噛合するアングルセンサ側のセンサギヤとの間の歯打ち音を抑制すると共に、組立性の向上を図ることができる電動パワーステアリング装置用アングルセンサを提供する。
【解決手段】 電動パワーステアリング装置10側に設けられた内接ギヤ38に噛合して増速回転させられるセンサギヤ41と、該センサギヤ41の回転軸42を回転自在に支持すべく軸方向に互いに離間配置された少なくと一対の軸受43,44と、該一対の軸受43,44間に配置された減速ギヤ機構45とを備えたアングルセンサ40であって、一対の軸受43,44の内のセンサギヤ41側の軸受43の軸方向中心位置から該センサギヤ41の軸方向中心位置までの長さL1と、前記軸受43から減速ギヤ機構45の噛合部の軸方向中心位置までの長さL2との関係を、L1≧L2とする。
(もっと読む)
溶接品質検査方法
【課題】 記録媒体カートリッジの溶接品質検査装置において、溶接品質の検査を効率良く行って記録媒体カートリッジの生産効率を高めるようにする。
【解決手段】 溶接前に、上下シェルハーフ3,4間の位置ずれを測定手段50で測定し、この測定により得られた溶接前測定量を比較手段60が予め定められた溶接前基準量と比較する。判定手段65は、溶接前測定量が溶接前基準量より大きい場合に上下シェルハーフの保持を不良と判定して溶接が中止され、溶接前測定量が予め定められた溶接前基準量以下の場合に上下シェルハーフの保持を良と判定して溶接が実施される。溶接後に、再び測定手段50が位置ずれの測定を行って、比較手段60が、この測定により得られた溶接後測定量を予め定められた溶接後基準量と比較し、判定手段65が溶接後測定量が溶接後基準量より大きい場合に溶接を不良と判定し、溶接後測定量が溶接後基準量以下の場合に溶接を良と判定する。
(もっと読む)
端子の平坦度測定方法
【課題】この発明の目的は、画像処理を用いないで照射光の影響を受けないで済み、しかも被検査物に余分な負荷をかけないで正確な平坦度の測定ができるようにした端子の平坦度測定方法を提供することにある。
【解決手段】ワーク台に搭載した、側面に多数の金属端子を設けた非検査物における金属端子の平坦度を測定するに当たり、
金属端子と同数のスイッチング機能を備えたコンタクトプローブを、駆動機構により金属端子に向けて前進させ、
コンタクトプローブを金属端子に接触させてそのスイッチング機能を作動させ、
基準面から金属端子にコンタクトプローブが接触してスイッチング機能が作動した位置までの距離を測定するようにしたことを特徴とする端子の平坦度測定方法。
(もっと読む)
1 - 20 / 27
[ Back to top ]