
Fターム[2F069HH09]の内容
測定手段を特定しない測長装置 (16,435) | 測定器機 (1,161) | 非接触変位計、距離計 (231)
Fターム[2F069HH09]に分類される特許
81 - 100 / 231
直流電動機の整流子診断装置及び整流子診断方法
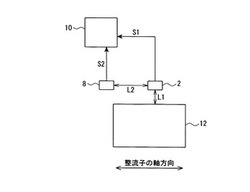
【課題】整流子の軸方向の異常に対して、定量的な診断を行うことが可能な直流電動機の整流子診断装置及び整流子診断方法を提供する。
【解決手段】変位量測定手段2から照射したY軸レーザ光L1により、変位量測定手段2から整流子12の表面までの距離を測定し、位置検出手段8から照射したX軸レーザ光L2により、変位量測定手段2の整流子12の軸方向への移動量を検出し、変位量測定手段2から整流子12の表面までの距離の測定結果を含む変位量測定信号S1と、変位量測定手段2の整流子12の軸方向への移動量の検出結果を含む移動量検出信号S2を、表面形状診断手段10へ出力し、変位量測定手段2から出力される変位量測定信号S1と、位置検出手段8から出力される移動量検出信号S2に基づいて、整流子12の表面形状を診断する。
(もっと読む)
コンベアレールの摩耗検査装置

【課題】コンベアレールの下フランジの上面の摩耗状態の検査を、簡素な構成により迅速かつ高精度に行う。
【解決手段】コンベアレール4上を走行するトロリ2からコンベアレール4の下フランジ7,8よりも下側に垂下する支持部材32により非接触変位センサ34,35を上向きに支持し、該センサ34,35により下フランジ7,8の下面7B,8Bまでの距離D1,D2を測定し、この距離D1,D2を基準値と比較することによりコンベアレール4の下フランジ7,8の上面7A,8Aの摩耗状態を検査する。
(もっと読む)
座標測定システム及び座標測定方法
【課題】エラーがなく、正確に測定でき、高速走査に耐えられる座標測定システムを提供する。
【解決手段】 回転軸(65)を中心にロータ(100)が回転することで、接触プローブ(15)の半径アーム(149)先端に針(123)を介して取り付けた接触ボール(120)が移動する座標測定システムについて、回転軸(65)のスライド移動とロータ(100)の回転の組み合わせから生じる経路に沿って、測定対象部品の測定地点の座標を接触ボール(120)の接触で測定するに際し、測定対象地点の接触ボール(120)の位置が、ロータ(100)の回転軸(65)に対して距離(r)だけオフセットしている。
(もっと読む)
シリンダボアの測定方法及び測定装置
【課題】エンジンのシリンダボアの真円度等を測定する際、シリンダヘッドとベアリングキャップ部材とをシリンダブロックに締結し、実際のエンジンの作動状態に近似させた状態で測定を行って、エンジンの作動状態における正確な真円度の測定データを得る。
【解決手段】測定するエンジンのシリンダブロック1に、シリンダヘッド3とベアリングキャップ部材とをボルトにより組み付けてシリンダ組立体9とする。これをベアリングキャップ部材8が上側となるように設置し、ウォータージャケットに高温の流体を送り込む。この状態で測定装置20を組立体9の上方からシリンダボア2に挿入して測定することにより、エンジンの作動時の状態を再現し、内部応力や熱膨張の影響を反映した真円度を測定することができる。測定装置20を設置するため、主軸受部には載置ブロック21が掛け渡され、位置決めのため、シリンダボア2と合致する基準部材22が設けられる。
(もっと読む)
長尺体の表面形状測定方法および表面形状測定装置
【課題】オートコリメータでは高精度測定ができない長さが1m以上の長尺状物の表面形状(真直度)を複数の変位センサを用いて測定する。
【解決手段】3本の変位センサA,B,Cをピッチ間隔p毎に直列にアーム311に固定し、テーブル上に固定された被測定物の真直度を、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
(もっと読む)
切削工具のパラメータを抽出するためのシステム及び方法
【課題】切削工具のパラメータを抽出するための方法を提供する。
【解決手段】本方法は、切削工具の表面に対応する点集団を有する測定データセットを取得する段階と、所定のセクションにおいて点集団を仮想的にスライスして該所定のセクション上の点セットを取得する段階とを含む。本方法はまた、点セットを通る複数の曲線を生成しかつ複数の曲線を最適化して最適化適合曲線を生成する段階と、最適化適合曲線から切削工具のパラメータを抽出する段階とを含む。さらに、提示した回転角投影法に基づいて、切削工具について複数のパラメータを抽出することができる。
(もっと読む)
熱処理用治具の形状測定方法及びその装置
【課題】半導体製造プロセスにおける熱処理装置で使用されるウェーハを載置するための熱処理治具を製造するにあたり、ウェーハに発生する損傷や結晶欠陥を低減できる形状であることを測定できる熱処理用治具の形状測定方法及びその装置を提供する。
【解決手段】形状測定時における熱処理用治具5の支持部9、18、27の位置を、縦型熱処理装置における保持部の位置と同一にした。これにより、熱処理用治具5の自重による撓みが計測器上で便宜的に再現できる。よって、半導体製造プロセスにおける縦型熱処理装置で使用されるウェーハ3を載置するための熱処理治具5を製造するにあたり、ウェーハ3に発生する損傷や結晶欠陥を低減できる形状であることを、簡易でかつ正確に測定できる。
(もっと読む)
板状材の塗工方法
【課題】吐出ノズルから吐出される塗工液で形成される塗工面を適正かつ確実に管理することが可能であって、ひいては塗膜厚も適切に管理でき、塗工面の品質管理を高い作業効率で確保することが可能な板状材の塗工方法の提供を目的とする。
【解決手段】板状材1Sに形成した塗工面LSと吐出ノズル4との間の距離を測定するための測距手段6a〜6cを予め備えておき、まず、テーブル2に試験用の板状材を設置して、テーブルとノズルホルダー5とを相対的に前方へ向かって移動させて当該試験用板状材に試験塗工を行い、次いで、テーブルとノズルホルダーとを相対的に後方へ向かって移動させる過程で、測距手段により測定を行い、次いで、所望の塗工面LSを得るために、測距手段による測定結果に応じて、ノズル位置調整手段3a〜3cにより吐出ノズルの位置調整を行い、その後、板状材1Pに塗工処理を行う。
(もっと読む)
走行車両及びその車輪磨耗量の測定方法
【課題】無軌道式走行車両の車輪磨耗量を稼働途中に測定する。
【解決手段】走行車両の台車フレームに走行面との間の距離を測定する距離測定手段を取り付ける。走行面の所定個所に走行車両の全車輪の転動面を同一面上に支えることのできる水平面を形成しておく。走行車両をその水平面上に誘導して距離測定手段により水平面との間の距離を測定させる。測定した距離を車輪交換直後の値と比較し、その差から車輪の磨耗量を求める。
(もっと読む)
円筒体の測定方法
【課題】円筒体形状の寸法測定、特には円周形状の測定において測定にかかる負荷が少なく、個々の測定値が正確、かつ測定ポイント数を効率的に低減する測定方法の提供。
【解決手段】本発明は、円筒体の軸に対して直交する断面の円の形状の測定方法において、該断面円内に設定した、被測定円筒の回転軸と断面円が交わる点である基準点に対する該断面円の円周上の3つの所定の点までの距離の該円筒の回転による変化に基づいて、該基準点と該円周との間の距離を算出して該断面円の形状を特定する工程を有することを特徴とする。
(もっと読む)
水車構造物の三次元欠陥検査装置
【課題】水車におけるステーベン5の欠陥を高い精度で効率的に求める。
【解決手段】 先端部19の三次元位置と向きとを読取る三次元デジタイザ7の先端部19に距離計8を取付けて、先端部をステーベン5に対する倣い操作を行なうことによって、ステーベンの三次元形状を測定する。次に、三次元デジタイザの先端部に超音波探触子9を取付けて、ステーベンの表面の各位置へ超音波探触子を順次当接していくことによって、ステーベンに対して超音波パルスを送信してエコーを受信する。そして、超音波探触子のステーベンにおける各当接位置、エコー受信情報、及び測定した三次元形状に基づいてステーベンにおける欠陥の3次元位置と欠陥規模とを算出する。算出した三次元欠陥を三次元グラフィック表示する。
(もっと読む)
衝突防止装置
【課題】移動する装置が高速で動く場合であっても、移動する装置の筐体に発生する歪みによる影響が移動する装置内の機器に及びにくい衝突防止装置を提供することにある。
【解決手段】移動対象装置(3次元形状測定装置)30を移動手段によってX,Y,Z方向に移動させる装置に用いられる衝突防止装置において、移動対象装置30内のフレーム34を覆う筐体32と、測定対象物との衝突により筐体32に生じた歪みを検出する歪みセンサ36と、歪みセンサ36が検出した歪みが所定以上になった場合に移動手段を停止させる制御手段とを備え、筐体32とフレーム34とが、移動手段の機構部である接続ロッド28で接続されている。
(もっと読む)
変位計測装置を備えた二重殻構造タンク装置、及びタンク設備
【課題】大型の地震が発生した場合等において、外槽に対する内槽の変位量を計測し、内槽の変位後の位置を特定することができる二重殻構造タンク装置を提供する。
【解決手段】外槽5と内槽1とを有する二重殻構造タンクにおいて、外槽の上部を貫通する径方向変位計測用パイプ30b、30dと、径方向変位計測用パイプの外槽の外部に設けられた遮断弁35と、径方向変位計測用パイプの上端に設けられたレーザー送受信器用着脱座とを備えた。
(もっと読む)
金属ストリップの板形状測定方法及び装置
【課題】設備空間及び設備費用が低減されて従来よりも経済性に優れ、且つ非常に簡便な金属ストリップの板形状測定方法及び装置を提供する。
【解決手段】搬送ライン上で搬送される搬送方向に沿って板幅の3倍以上の間隔をあけて2つの金属ストリップ支持手段を設置し、前記2つの支持手段間の所定の計測位置で板幅方向に沿った金属ストリップ(鋼板)Iの反り量を計測し、当該計測結果に基づいて簡単な所定の式から金属ストリップIの板幅方向の張力差Tを算出し、当該算出した金属ストリップIの板幅方向の張力差Tに基づいて別の簡単な所定の式から金属ストリップの板形状の急峻度fを求める。
(もっと読む)
曲がり形状測定方法および装置
【課題】鋼管などの円筒状長尺材料で、特に局所的な曲がりが小さい材料の、材料全長に亘る空間的に長波長の曲がり形状を高精度で求めるのに適した、曲がり形状測定方法および装置を提供することを目的とする。
【解決手段】材料が距離d/m(mは自然数)だけ搬送される毎の変位測定値を得、これらの測定値と前記材料の軸方向d/m間隔の形状データS1、S2、S3、…を関連付ける方程式を立て、前記材料の局所的な形状変化Si−2Si+1+Si+2(i=1、2、3、…)の前記材料全長に亘る2乗和が最小になるように上記方程式を解く。
(もっと読む)
微細形状測定装置
【課題】本発明の目的は高精度な形状測定を行う微細形状測定装置を提供することにある。
【解決手段】固定端14bに保持された状態でワーク40をなぞるスタイラス34を自由端14aに持つ可撓性カンチレバー14と、該固定端14bを上下動する駆動手段20と、該ワーク40に対する位置及び姿勢が変化しない基準部材22と、該基準部材22とスタイラス34との上下方向の相対変位を測定し、自由端変位情報を出力する自由端変位計24と、該基準部材22と固定端14bとの上下方向の相対変位を測定し、固定端変位情報を出力する固定端変位計26と、該自由端変位情報及び固定端変位情報に基づきカンチレバー14の上下方向のたわみ量を求める演算手段28とを備え、該たわみ量が所定値となるように該固定端14bを上下させつつ該ワーク40を走査して得られた、該自由端変位情報に基づき、該ワーク40の形状を把握することを特徴とする微細形状測定装置10。
(もっと読む)
鉄道車両の車輪形状測定装置
【課題】車両の重量でレールが沈下しても、車輪の形状を正確に測定することができるようにしたい。
【解決手段】レール11の外側に設置され車両10の車輪100における外側のフランジ面までの距離を非接触で計測する外側距離センサ1aと、レールの内側に設置され車両の車輪における内側のバック面までの距離を非接触で計測する内側距離センサ1bと、車両の走行速度を計測する速度検出器17と、レールまでの垂直方向での距離を計測する垂直方向距離センサ16と垂直方向距離センサの計測結果から車両の走行時におけるレールの沈下量を演算する沈下量計測手段を設け、処理部7で両距離センサ1a,1bと速度検出器17の各計測結果と両距離センサ1a,1bの設置に係る距離のデータおよび沈下量計測手段で得るレールの沈下量から車輪の形状を演算する。
(もっと読む)
角度表示装置
【課題】電動ドリル等で一定の角度で穴あけ加工を行う場合、作業に伴う角度計測、及び加工中の角度計測を同時に行える手段が無く、両手がふさがることで高所作業では危険が伴った。距離センサーと制御回路で構成する片手で操作でき加工中でも角度を視認、計測できる角度表示装置を提案する。
【解決手段】 電動ドリル等の回転軸円周上の上下左右方向に反射型距離センサー1、2、3、4を配置し、反射干渉を防ぐための順次駆動回路5、計測時間比較回路6、計測値表示回路7、上下方向角度表示装置8、左右方向角度表示装置9、電源10、スイッチ11、ハウジング12で構成される角度表示装置。電動ドリルに装着するため片手で操作でき、ドリル軸回転中、暗所、作業者の姿勢、利き腕、加工対象物の傾斜、円筒面、球面に関わらず角度の視認、計測が可能であり、加工中でも角度修正が容易な角度表示装置。
(もっと読む)
焦点調整方法および装置
【課題】加工対象のうねり量を取得し、そのうねり量に基づいて光学系に設けられた焦点調整機構を制御して加工対象上に焦点を合わせる焦点調整方法において、よりスムーズに焦点調整機構を動作させる。
【解決手段】加工対象150上に焦点を合わせる焦点調整機構を有する複数の光学系162および加工対象150との距離を測定する距離測定手段184と加工対象150とを相対的に移動させ、その移動により距離測定手段184によって上記移動方向に沿って測定された測定データに基づいて、各光学系162の位置における加工対象150のうねり量を取得し、その取得したうねり量を上記移動方向について補間することによって各光学系162の焦点調整機構の制御データを生成し、その生成した制御データに基づいて焦点調整機構を制御する。
(もっと読む)
鍛造機の芯出し方法
【課題】実際にダイスとパンチとが鍛造加工を行う位置で芯ずれ量を精度良く求めることができるとともに、芯出し作業の作業性を格段に改善した鍛造機の芯出し方法を提供する。
【解決手段】基台と、該基台に設けられたダイスホルダと、該ダイスホルダに交換可能に装着されたダイスと、前記基台に対して往復動するラムと、該ラムに設けられたパンチホルダと、該パンチホルダに交換可能に装着されて前記ダイスとの間で鍛造加工を行うパンチと、を備える鍛造機において、前記ダイス及び前記パンチの一方に代えて距離検出手段(距離検出用治具1)を装着するとともに、他方に代えて被検出部材(被検出用治具5)を装着し、前記ラムを動作させ、該距離検出手段(垂直用距離センサ31)と該被検出部材(被検出部材6)との距離を検出することにより芯ずれ量を求め、該芯ずれ量を基にして前記ダイスホルダ及び前記パンチホルダの少なくとも一方で位置調整を行う。
(もっと読む)
81 - 100 / 231
[ Back to top ]