
Fターム[2G047DB05]の内容
超音波による材料の調査、分析 (29,493) | 走査方法 (1,206) | 超音波ビームの振り方 (651) | セクタ走査、回転走査 (82)
Fターム[2G047DB05]に分類される特許
1 - 20 / 82
電子デバイス実装方法及び電子デバイス実装体
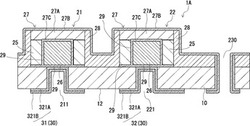
【課題】デバイスを破損させることなく、また歩留まり良く、フレキシブル基板に電子デバイスを実装させることができる電子デバイス搭載方法を提供する。
【解決手段】下面に導電部材を有する電子デバイス21,22をフレキシブル基板10に搭載する方法であって、電子デバイス21,22をフレキシブル基板10の上面に接合させる第1工程と、フレキシブル基板10の下面側からフレキシブル基板10に開口211,221を形成して、電子デバイス21,22の下面に設けられた導電部材を部分的に露呈させる第2工程と、フレキシブル基板10の下面に電子デバイス21,22の導電部材と電気的に接続する配線パターン30を形成する第3工程と、を備えている。
(もっと読む)
タービン動翼フォークの3次元超音波探傷方法

【課題】タービン動翼フォークの応力部をくまなく超音波探傷するとともに、探傷検査時間を短縮する3次元超音波探傷方法を提供する。
【解決手段】円弧状に屈折角を走査するセクタ走査面を回転走査するタービン動翼フォークの3次元超音波探傷方法において、ピン穴を検出するステップを設けてピン穴を検出したセクタ走査面の回転角度を回転走査の開始点とし、セクタ走査面を2.7°未満の角度ピッチで3次元回転走査し、段差を検出するステップを設けて段差を検出したセクタ走査面の回転角度を回転走査の終了点とする。
(もっと読む)
アルミダイカスト部品強度評価方法及びアルミダイカスト部品
【課題】実際のアルミダイカスト部品の強度を適正に評価することができるアルミダイカスト部品強度評価方法を提供する。
【解決手段】予め行った捻り試験で破壊し且つ予め応力解析で求めた電動パワーステアリング装置のコラムハウジング(アルミダイカスト部品)1の呼応力部であるキーロック部5の所定範囲の内部欠陥を超音波探傷し、当該所定範囲の内部欠陥の最大欠陥面積が所定値以下であるときにコラムハウジング1が所定の強度を有すると評価することにより、実際のアルミダイカスト部品であるコラムハウジング1の強度を適正に評価することができる。また、前記アルミダイカスト部品強度評価方法で強度評価し、キーロック部5の所定範囲の内部欠陥の最大欠陥面積を0.8mm2以下とすることにより、所定の強度のコラムハウジング1を得ることができる。
(もっと読む)
レール頭部傷連続探傷方法及び装置
【課題】下斜め方向の傷の深さを正確に測定でき、部品点数が少なくて構造が簡素で、しかもレールの探傷作業が簡単で、探傷時間を短縮できるレール探傷装置及び下斜め方向の傷の深さを正確に測定でき、しかもレールの探傷作業が簡単で、探傷時間を短縮できるレール探傷方法を提供する。
【解決手段】第1の超音波振動子を複数配列した送信用のフェイズドアレイ探触子50Tと第2の超音波振動子を複数配列した受信用のフェイズドアレイ探触子50Rは、レール100の腹部100dを挟んで配置されるとともに、いずれも、曲面が101形成されているレールの上首部100c又はレールの頭部100aの下面に当てて配置され、送信用のフェイズドアレイ探触子50Tからレール100の踏面100bに向けて超音波を照射させ、受信用フェイズドアレイ探触子50Rでそのエコーを受信し、そのエコーからレール100を探傷する。
(もっと読む)
不透明液体内検査装置及び不透明液体内検査方法
【課題】不透明液体内における被測定物を効率的に、且つ迅速に検査することができる不透明液体内検査装置及び不透明液体内検査方法を提供する。
【解決手段】不透明液体内検査装置1は、上下方向に延びる軸線Pに沿って不透明液体内に挿入される支持棒11と、支持棒11に接続されて延在するセンサユニット31と、センサユニット31を軸線Pに沿う旋回軸回りに回転させる回転駆動部21とを備え、センサユニット31が、センサユニット31の延在方向Xにわたって配置されて、延在方向Xに交差する方向に位置する被測定物を検知するセンサ部131を有することを特徴とする。
(もっと読む)
超音波検査方法及び超音波検査装置
【課題】 超音波検査が困難な箇所、部位においても、精度よく且つ効率よく欠陥等を検出することの可能な超音波検査方法及び超音波検査装置を提供すること。
【解決手段】 検査対象部101にフェーズドアレイ探触子2から超音波を送信すると共に検査対象部101で反射した超音波の反射波を受信し、受信した反射波の信号により検査対象部101の欠陥を検出する。フェーズドアレイ探触子2を溶接部101の溶接線Lに対して片側に配置して被検査体100上で溶接線Lに沿う方向へ移動させる。複数の走査位置毎にフェーズドアレイ探触子2の移動方向に略直交する方向において任意の点に集束する超音波を屈折角を異ならせて複数送信する。受信した反射波の信号から移動方向に略直交する方向及び被検査体の板厚方向を軸とする断面画像を複数の走査位置毎に生成する。生成した断面画像により欠陥を検出する。
(もっと読む)
超音波センサ及びその製造方法
【課題】本発明の目的は、工業分野で使用可能であり、センサ全体として感度を低下させることなく、一素子あたりの指向性を広げることにより斜角方向の検査性能を向上させた超音波センサ及びその製造方法を提供することにある。
【解決手段】 超音波センサ100は、レンズ状基板10と、レンズ状基板に保持された複数の圧電素子20とから構成される。複数の圧電素子20は、平面形状が長方形状であり、長方形状の長辺同士が隣接するように短辺方向であるX方向にアレイ状に配列される。長方形状の複数の圧電素子20がX−Y平面に配列され、複数の各圧電素子は、X−Y平面に直交するX−Z平面においてのみ、その断面形状が円弧状である。円弧状の圧電素子の凸方向に超音波を送信してセクタスキャンするように用いられる。
(もっと読む)
超音波探傷方法及び超音波探傷装置
【課題】アレイ探触子と被検体の位置関係を正確に特定し、アレイ探触子と被検体の位置関係のずれの少ない、より正確な超音波探傷が可能な超音波探傷方法及び超音波探傷装置を提供することにある。
【解決手段】超音波探傷装置は、超音波センサ100から送信した超音波を、媒体を介して被検体101に伝搬させるとともに、遠隔走査機構102を用いて、超音波センサを走査する。送受信装置104は、超音波を媒体に送信し、被検体表面及び内部からの反射波を受信信号として受信する。表示部105Aには、被検体表面からの受信信号による探傷画像を、媒体の音速を用いて第一の音響画像として表示する。表示部105Bには、被検体中からの反射波を、前記被検体の音速を用いて第二の音響画像として表示する。
(もっと読む)
丸棒材の超音波探傷方法
【課題】丸棒材の表面粗さや支持部の有無に影響されることなく表面疵を表層疵と区別して正確に検出する。
【解決手段】丸棒材の内部へ超音波の横波を同方向から二種の異なるセクタースキャン角で入射させて、相対的に小さいセクタースキャン角で入射させた際の横波反射波の強度が閾値を越えたときに表面疵有りと判定し、相対的に大きいセクタースキャン角で入射させた際の横波反射波の強度が閾値を越えたときに表層疵有りと判定する。相対的に小さい屈折角の一例は33°付近であり、相対的に大きい屈折角の一例は41°付近である。
(もっと読む)
鋼の清浄度評価方法
【課題】転動疲労試験により得られるB10寿命との相関が高い清浄度が得られ、且つ、鋼の製造現場のライン上での測定に適用することが可能な鋼の清浄度の評価方法を提供する。
【解決手段】ニードルビーム型超音波探傷装置を用いて、鋼製の丸棒材10のうち表面から深さ15mmまでの表層部分に含まれる直径20μm以上の介在物の個数を、1スキャンで測定した。使用した超音波の周波数は、25MHz以上100MHz以下である。このようにして得られた鋼の清浄度は、転動疲労寿命(B10寿命)と相関が高かった。また、この鋼の清浄度評価方法は、鋼の製造現場のライン上での測定に適用することが可能である。
(もっと読む)
超音波探傷方法及び超音波探傷装置
【課題】取り扱いが簡単で迅速に高分解能且つ高S/Nの探傷画像が得られるようにした超音波探傷方法及び装置を提供すること。
【解決手段】アレイ型超音波センサ101から発振した超音波108の入射角度を振ってセクタスキャンにより検査対象100の内部を探傷しながら順次、走査手段107によりアレイ型超音波センサ101を位置101Aから位置101B、位置101Cに移動し、移動させては取得した探傷画像を、アレイ型超音波センサ101の移動量だけずらしながら加算或いは平均化し、処理画像103Cとして映像化したもの。検査対象100内での焦点深さを細かく設定すること無く超音波108の集束効果が得られるため、探傷領域の全ての深さ位置で高分解能な探傷画像が得られ、高精度な非破壊検査ができる。
(もっと読む)
長尺部材の減肉深さ推定方法及び減肉深さ推定装置
【課題】 減肉部からの直接の反射信号が得られない場合であっても減肉深さを推定することの可能な長尺部材の減肉深さ推定方法及び減肉深さ推定装置を提供すること。
【解決手段】 受信信号から生成した画像において、表示される遅れ信号Fから短線分Xを求める。長尺部材の側面R1からの反射信号が欠落する欠落部Zの上端Qを画像を用いて、又は、短線分Xの外側端E’を通る探触子の走査線SE’と長尺部材の外側線R1との交点により特定する。短線分Xの延長線と側面R1に対向する他面R2側とが交差する他面側交点Pを求める。この他面側交点Pと欠落部Zの上端Qとを結ぶ第一の線分PQを求める。短線分Xの内側端Eと探触子の走査位置Sとを結び及び/又は短線分Xの内側端Eを通り超音波の送信角度で傾斜する第二の線分SEを求める。第一の線分PQと第二の線分SEとが交差する交点Uを求め、この交点Uにより減肉の深さDを推定する。
(もっと読む)
検査装置及びこれを用いた検査方法
【課題】 簡素な構造でありながら配管等の湾曲面上で台車を安定走行させて検査することの可能な検査装置及びこれを用いた検査方法を提供すること。
【解決手段】 探触子を備えた台車と、この台車を被検査体上で走行させるレール4とを備え、台車を走行させて被検査体を検査する。被検査体は少なくとも一部が湾曲した湾曲面100aを有する。台車は、モータ及びこのモータにより駆動する一対の動輪22,22を有する台車本体と、探触子を支持する探触子支持部とを備える。レール4は、一対の短レール41,41を中間の接続部43で接続してなるレールブロック40を複数備えると共にこれらレールブロック40を屈曲可能に連結してなる。台車の走行時において、一対の動輪22,22の少なくとも一方は一対の短レール41,41の貫通溝を介して湾曲面100aに接する。
(もっと読む)
使用中のボルトネジ部の検査方法
【課題】ネジ部が覆われているボルトネジ部の減肉量・減肉面積を使用状態で検査する。
【解決手段】使用状態のボルト1の端面2にフェーズドアレイ式探触子3を密着させ、1回転させる間に、ボルト中心を通る直径方向に連続的に屈折角を変化させながら超音波ビームを入射すると共にボルトのネジ部から反射する超音波エコーを受信する検査方法において、サイドビューから減肉部位を特定し、ボルト端面2から減肉部5までの軸方向の長さを求め、減肉エコーの最大振幅値を読みとり、それら各超音波伝搬方向毎の最大振幅値の中からもっとも大きな最大振幅値を求め、さらにもっとも大きな最大振幅値の半分の角度を屈折角として求め、屈折角と減肉部位のボルト端面2からの軸方向距離とを用いて減肉部5の半径を求め、減肉部位の半径と予め求められているボルトの直径との差分から減肉部位の深さを求める。
(もっと読む)
超音波探傷方法及び超音波探傷装置
【課題】センサと検査対象の相対位置に関する情報が無い場合においても、3次元探傷データと3次元形状データの表示位置合わせを可能にし、欠陥エコーと形状エコーの識別を迅速にできるようにした超音波探傷方法および超音波探傷装置を提供することにある。
【解決手段】表示部103は、超音波センサで受信した複数の超音波波形から作成した超音波探傷データと、検査対象の3次元形状データに基づいて音線追跡法により計算した複数の超音波伝播データを比較することにより、超音波探傷データまたは3次元形状データの表示位置を移動して両者を重ねて表示する。
(もっと読む)
超音波アレイセンサおよび超音波測定方法
【課題】狭隘部、特に2重管構造の検査に用いる薄型超音波センサに関するもので、圧電素子と配線の接続に関する問題を解決することで、狭隘部にも挿入可能な薄型の超音波センサを提供する。薄型超音波センサの製造方法と使用方法を確立する。
【解決手段】超音波放射側あるいは背面側にあたる圧電素子701の表面および裏面の少なくとも一方の面701aに、アレイ状に形成した複数の独立電極101を2次元的に配列し、前記独立電極101の間隙104に、前記独立電極101への配線用電極102を、前記面701a上となるよう形成し、前記面701a上にアレイ状に形成されてなる複数の独立電極101うち、電極に囲まれた独立電極101への配線706を、前記配線用電極102から前記面701a方向と水平に施すことを特徴とする。
(もっと読む)
超音波測定装置,それに用いる超音波センサおよび超音波測定方法
【課題】厚板材の深部の探傷に適しており、センサ開口の大型化が可能であるとともに、SN比の向上する超音波測定装置,それに用いる超音波センサおよび超音波測定方法を提供することにある。
【解決手段】2次元アレイセンサ401Bの内周部401Mは、隣接する超音波振動素子の重心位置の間の距離が、ノイズ(グレーティングローブ)が発生しない距離L0以内である。外周部401Nは、隣接する超音波振動素子の重心位置の間の距離が、ノイズが発生しない距離以内のものとノイズが発生しない距離以上のものとを含む。使用素子選択回路403Cは、内周部401Mの全ての超音波振動素子と、外周部401Nの超音波振動素子の内、超音波の送受信方向をアレイセンサの面に投射した送受信方向における隣接する前記超音波振動素子の重心位置の間の距離が、ノイズが発生しない距離以内である超音波振動素子を選択する。
(もっと読む)
超音波探傷試験方法
【課題】欠陥波形の検出を容易に行い、欠陥の探傷を向上できる超音波探傷試験方法を提供する。
【解決手段】この超音波探傷試験方法は、基体の側面に、超音波ビームの発信および受信を行う複数の振動子エレメントをそれぞれ配列した複数のアレイプローブが配置され、かつ複数のアレイプローブの超音波ビームの入射点位置が、反射波の受信可能範囲内に収まるように、複数のアレイプローブが基体の側面にそれぞれ配置され、複数のアレイプローブから貫通孔に向けて超音波ビームがそれぞれ照射され、照射された超音波ビームの反射波を受信し、反射波に基づいて、フォークの欠陥を検出することを特徴とする。
(もっと読む)
配管減肉検査装置および配管減肉検査方法
【課題】超音波を用いた非破壊検査において、配管外表面に生じた減肉部を識別し、減肉性状、大きさを評価できる配管減肉検査装置及び配管減肉検査方法を提供することにある。
【解決手段】
超音波アレイセンサ11は、配管12に超音波を送信及び受信する。超音波探傷装置21は、超音波アレイセンサ11にフェーズドアレイ方式により超音波の送受信を行う。画面表示及び欠陥判別装置23は、超音波探傷装置で得た受信波を画像として表示し、表示画像の有意な信号の受信方向から減肉の形状を推定する。校正曲線データベース24には、減肉形状に基づいたエコー強度と信号の発生位置に基づいて作成した減肉深さ評価線図が記憶される。画面表示及び欠陥判別装置23は、レイリー波エコー成分から減肉の発生を識別し、減肉部の横波反射波エコーの出現位置と予め求めた反射強度および距離の関係式から減肉深さを求める。
(もっと読む)
超音波探傷法及び装置
【課題】SPOD法において検査対象物の厚さ方向の検出感度差を抑制して、深さが変わってもほぼ同じ感度で検出できるようにする。また、周波数の大きさや傷の傾斜の有無にかかわらず、き裂先端に対応するエコーを確実に検出できるようにする。
【解決手段】フェーズドアレイ1の一部の振動素子1tで垂直送信を行うと共に一部の振動素子1r群で斜角受信を行い、フェースドアレイ1が設置された範囲で試験体の画像化する範囲20をメッシュ状に区画して少なくとも垂直送信の超音波ビーム3tの範囲内の各区画2毎に複数の振動素子1rで斜角受信したAスコープ波形信号を加算する開口合成処理を送受信用振動素子1t,1rの間隔を一定に保った電子走査を行うことにより画像化範囲20の全域に亘って行い、開口合成処理により合成された各区画2の位置におけるAスコープ波形の振幅値を輝度値に変換して、任意断面のBスコープ画像を構築している。
(もっと読む)
1 - 20 / 82
[ Back to top ]