
Fターム[2G051CD07]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 受光系の制御 (712) | 光学系の制御 (615) | 被検体の移動との同期制御 (162)
Fターム[2G051CD07]に分類される特許
61 - 80 / 162
表面実装装置の搭載不良検査方法
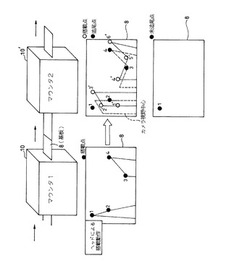
【課題】追尾確認のための移動距離を減らし、追尾確認に費やす移動時間を少なくして、ラインタクトを短縮する。
【解決手段】複数の表面実装装置10、10´が連結された実装ラインにおいて、上流側の表面実装装置10で部品搭載後の基板の搭載点の追尾確認を行なうための表面実装装置の搭載不良検査方法であって、実装ライン全体の表面実装装置の内、最上流を除く各表面実装装置に搭載点の追尾動作を配分し、上流側の表面実装装置10の搭載点を、下流側の表面実装装置10´の搭載動作時に追尾確認する。
(もっと読む)
教師データ作成支援方法、並びに、画像分類方法および画像分類装置

【課題】煩雑な計算を行うことなく欠陥画像に付与されたカテゴリが当該欠陥画像が属すべきカテゴリか否かを判定する。
【解決手段】作業者により予め対象欠陥画像72に一のカテゴリが付与され、3つのカテゴリ毎に属する欠陥画像の種類x,yの特徴量の平均値および標準偏差に基づいて特徴量範囲Ex1〜Ex3,Ey1〜Ey3が設定されている。対象欠陥画像72の一の種類xの特徴量Ux2は特徴量範囲Ex2にのみ含まれるため、平均位置7021を中心とするカテゴリに1票が投票される。同様の投票が特徴量の他の種類yについても行われ、平均位置7021を中心とするカテゴリに1票が投票される。そして、得票数の最も多いカテゴリが対象欠陥画像に与えられたカテゴリと異なる場合、その旨が作業者に通知される。投票を利用することにより、カテゴリの判定の煩雑な計算が不要とされる。
(もっと読む)
パターン検査装置及びパターン検査方法
【目的】パルス光を用いた場合のTDIセンサの出力変動を補正可能な検査装置を提供することを目的とする。
【構成】パターン検査装置100は、パルス光源103と、フォトマスク101を載置するXYθテーブル102と、パルス光がフォトマスク101に照射されて得られるフォトマスク101の光学画像を撮像するTDIセンサ105と、照射された後のパルス光の光量を検知する光量センサ172と、検知された光量を入力し、パルス光の周期に同期させて、パルス毎の光量を測定する光量モニタ回路142と、パルス毎の光量とTDIセンサ105から出力された積分された画素値を入力し、光学画像の画素毎に、該当するパルス毎の光量の総光量を用いてTDIセンサ105から出力された積分された画素値を補正するセンサ回路106と、補正後の積分された画素値を用いて、パターンの欠陥の有無を検査する比較回路108と、を備えたことを特徴とする。
(もっと読む)
板状金属表面自動検査装置
【課題】リードフレームの最終検査における各種の不良項目の検査を、同時かつリアルタイムに高い信頼性の下で行うことが可能な検査装置を提供すること。
【解決手段】板状金属製品の検査装置であって、板状金属製品に照明光を照射する複数種類の照明手段と、板状金属製品を撮像する複数の撮像手段と、板状金属製品を一定速度で一方向へ移動する搬送手段と、搬送手段上に板状金属製品を1枚ずつ供給する供給部と、複数の撮像手段により板状金属製品を撮像して得られた画像データを用いて板状金属製品に存在する不良を検出し良否判定する検査部と、検査部によって良否判定された板状金属製品をその良否により仕分けして排出する排出部と、検査装置全体の動作制御を行う制御部とを備え、各撮像手段が搬送手段と同期を取りつつ各撮像手段の撮像位置に到達した板状金属製品の撮像を行うことを特徴とする板状金属表面検査装置。
(もっと読む)
欠陥検出装置及び欠陥検出方法
【課題】電子写真装置において像担持体上に残留するトナーを摺擦して除去するためのクリーニングブレードの内部に存在する種々の軽微な欠陥を、正確に検査することを可能にする。
【解決手段】クリーニングブレードの1方の側から投光し、光透過率が92%以下の拡散板によって光を拡散させ、同じ側でその正反射光を前記ブレード表面の全幅にわたって撮像することで画像データを取得する。
(もっと読む)
円板状物体外観検査装置
【課題】円板状物体の外径面の全体を撮像することができる円板状物体外観検査装置の提供。
【解決手段】搬送経路12に沿って移動する円板状物体Cの厚さ方向の一側に配置される第1の撮像手段31と、円板状物体Cの厚さ方向の逆側に配置されて円板状物体Cの外径面Cbの像を第1の撮像手段31に向け反射させる円錐状反射面35aとを有し、第1の撮像手段31は、円板状物体Cの一側の面Caと円錐状反射面35aで反射される外径面Cbとを撮像する。
(もっと読む)
印刷シートの品質を検査するための検査システム
印刷シートをその先端により保持するための複数の離間されたグリッパバー(32)を含む少なくとも1つのシートグリッパシステム(3a、3b)を備えるシートコンベアシステムによって移送される印刷シートの品質を検査するための検査システム(10)が記載される。検査システム(10)は、印刷シートがシートグリッパシステム(3b)によって移送されている間に印刷シートの第1の側の検査を行なうための光学品質制御装置を備える。光学品質制御装置は、検査位置で印刷シートの第1の側を走査するためのラインカメラ(11)を含み、該ラインカメラは、印刷シートがラインカメラ(11)によって依然として走査されている間に印刷シートを移送するグリッパバー(32)が移動方向の変化を受けるシートグリッパシステム(3b)の部分に近い場所に位置される。検査システム(10)は、シートグリッパシステム(3b)によって移送される印刷シートの経路(A)に沿ったラインカメラ(11)の光学経路(B)の前方に配置される吸引ローラ(50)を更に備え、吸引ローラ(50)は、ラインカメラ(11)によって走査される第1の側と反対側の印刷シートの第2の側と接触し、吸引ローラ(50)は、品質制御装置によって検査されるべき印刷シートの一連の部分を決定されて制御された速度でラインカメラ(11)を通り過ぎて推し進めるために選択された周速度で駆動される。  (もっと読む)
(もっと読む)
検査装置
【課題】欠陥画像と参照画像との差画像から欠陥を抽出する検査装置において,位置合わせのための画素間補間演算に時間がかかっていた。また,欠陥の寸法算出や分類を行う場合もサンプリング点数が不足するため,十分な精度が得られない。
【解決手段】検査試料を搭載したステージ1の移動方向に対して2次元センサ3を所定の角度傾けて設置し,ステージ1の移動と同期して撮像,画像を再構成することにより,ウエハ2に対して,2次元センサ3の画素サイズ以下の高密度サンプリングの画像を得ることが出来る。これにより,位置合わせ時の補間演算が不要になり,また,欠陥の寸法算出,分類が高精度に行える。
(もっと読む)
筒状部材外側面部の検査方法
【課題】 一方向の回転のみで筒状部材の外周面全てを観測でき、部材の反転工程を必要としないため、検査時間の短縮や自動化する際の簡素化を図ることが可能な筒状部材外側面部の検査方法を提供する。
【解決手段】 外側面部に回転対称性を有する3つ以上の凹部を備えた筒状部材の検査法であって前記凹部が互いに対向する内側面と底部とを有する凹部として形成されており、前記外側面部に対して垂直方向の隣接する第1の凹部と第2の凹部の全体が視野角に収まり、前記第1の凹部の左内側面から前記第2の凹部の右内側面までが視野角となるように、観察中心位置を前記第1の凹部と前記第2の凹部との中心位置の延長線上に設定して、前記第1の凹部の左内側面と底面、前記第2の凹部の右内側面と底面及び前記第1の凹部と第2の凹部との間に位置する筒状部材の外側面を観察することを特徴とする筒状部材外側面の検査方法。
(もっと読む)
表面検査装置および表面検査方法
【課題】 一般に入手が容易である1台の二次元カメラと1台の照明と稼動ステージと画像処理装置という通常の表面検査装置の構成で、欠陥が凸であるか否かの判定を可能とし、短時間で検査処理が実現できる表面検査装置を提供すること。
【解決手段】 検査物を載置するステージと、一の照明、光学系、平面画像を取得する一の画像取得部、からなる撮像装置と、前記ステージと前記撮像装置とを相対的に移動させる移動制御部と、画像記憶部と、欠陥検出部と、前記欠陥検出部で欠陥が検出された画像を第1の画像とし、当該第1の画像を取得した時の前記ステージと前記撮像装置との位置関係と異なる位置関係で当該第1の画像と同一の欠陥が含まれる第2の画像を取得し、当該第1の画像と第2の画像の位置合せを行う画像位置合せ部と、位置合せがされた第1の画像と第2の画像を比較し、欠陥が凸状態であるか否かを判定する凸判定部とを有する。
(もっと読む)
印刷物検査装置
【課題】検査画像の取り込み開始タイミングに一致した基準画像を選択する手段と、どのような絵柄の検査にも有効な手段を提供する。
【解決手段】同一絵柄が繰り返し印刷された巻取り状印刷物を検査する印刷物検査装置において、絵柄単位毎に印刷されたマークを読み取ってパルスを発生する第1のパルス発生手段と、印刷物の走行に対応してパルスを発生する第2のパルス発生手段と、印刷物を読み取って画像データを出力する印刷画像読み取り手段と、前記で得られた画像データを複数絵柄単位分を記憶する記憶手段と、前記記憶手段に最直近に記憶された画像データを検査画像とし、前記記憶手段に記憶された該検査画像を除く画像データの内、該検査画像の第1のパルス発生手段で得られたパルスと第2のパルス発生手段で得られたパルスとの位相差が同一の画像データを基準画像とし、上記検査画像と上記基準画像とを比較して印刷物の印刷欠陥を検査する手段を有する。
(もっと読む)
基板検査装置、及び、基板検査方法
【課題】基板検査装置及び基板検査方法において、平面基板の検査精度を高める。
【解決手段】平面基板10を支持する基板支持部材(2)と、平面基板10に対して照明光を投光する照明部5と、平面基板10を透過した又は平面基板10において反射した照明光を検出する検出部(6)と、を備え、少なくとも一部の基板支持部材(2)は、照明部5及び検出部(6)と共に移動する基板検査装置11とする。
(もっと読む)
周期性パターンのムラ検査装置および方法
【課題】周期性のあるパターン、特にCCD/CMOSイメージャー用フォトマスクのようにセルピッチやパターンの方向性が多岐にわたるような被検査体に対し、数nmオーダーの寸法ズレや位置ズレによって生じるムラを高精度に撮像、検出可能な周期性パターンのムラ検査装置、および方法を提供する。
【解決手段】照明部10と、被検査基板60の位置決め動作および検査撮像時におけるスキャンニング動作が可能なX−Y−θステージ部20と、被検査基板60の位置決めを実施するためのアライメント用撮像部30と、被検査基板60の検査画像を撮像するための検査撮像部40と、装置全体の動作制御および映像出力を画像情報として画像入力し、画像演算処理を行い、画像情報・検査情報の授受を行い、さらに画像を表示する機能を有する処理・制御部100から構成されていることを特徴とする。
(もっと読む)
集光レンズ系及び照明装置
【課題】狭い空間内に組み込むことができ、特定の波長域の検査光を選択的に出射させるコンパクトな構造の集光レンズ系及び照明装置を実現する。
【解決手段】本発明による集光レンズ系は、光源(2a)から出射した広帯域の波長光を集光すると共に所定の波長帯域の波長光を集束性光ビームとして選択的に出射させる集光レンズ系である。当該集光レンズ系は、第1の正レンズ(20)と、特定の波長域の波長光を選択的に透過させる波長選択フィルタ(21)と、負レンズ(22)と、第2の正レンズ(23)とを順次有する。或いは、第1の正レンズと第2の正レンズとの間に2つの負レンズ(31,33)を配置し、これら負レンズ間に波長選択フィルタ(32)を配置する。光源から出射した照明光が波長選択フィルタに斜めに入射して収差が生じても、当該収差は後段の負レンズにより補正される。この結果、光路長の短い集光レンズ系が実現される。
(もっと読む)
円筒体回転装置
【課題】回転体の回転異常原因を特定できる円筒体回転装置を提供する。
【解決手段】本発明は、円筒体Wにおける一端側の周面に駆動ローラ1aを接触させるとともに、他端側の周面に従動ローラ1bを接触させた状態で、駆動手段により駆動ローラ1aを回転させて、その回転力によって、円筒体Wおよび従動ローラ1bを従動回転させるようにした円筒体回転装置を対象とする。本装置は、駆動ローラ1aの回転状況を検出する駆動側回転状況検出手段と、従動ローラ1bの回転状況を検出する従動側回転状況検出手段と、上記両回転状況検出手段を介して取得される駆動ローラ1aおよび従動ローラ1bの同じ時間帯の回転状況の差異に基づいて、円筒体Wにおける回転異常の原因を特定する回転異常原因特定手段と、を備える。
(もっと読む)
透明体検査装置、透明体検査方法、および透明体検査システム
【課題】透明体の不良について、より明瞭に検査できる透明体検査装置、透明体検査方法、および透明体検査システムを提供する。
【解決手段】普通人が視認すると透明に見える透明体を検査する透明体検査装置に、前記透明体に含有されている蛍光成分を発光させる所定波長の照明光を照射する照明手段と、該照射を受けて発光している前記透明体を撮影して撮影画像を取得する撮影手段と、該撮影画像に基づいて前記透明体に不良がないか判定する判定手段とを備えた。
(もっと読む)
円筒体回転装置
【課題】回転体の回転異常を正確に検出できる円筒体回転装置を提供する。
【解決手段】本発明は、円筒体Wにおける一端側の周面に駆動ローラ1aを接触させるとともに、他端側の周面に従動ローラ1bを接触させた状態で、駆動手段により駆動ローラ1aを回転させて、その回転力によって、円筒体Wおよび従動ローラ1bを従動回転させるようにした円筒体回転装置を対象とする。本装置は、駆動ローラ1aの回転状況を検出する駆動側回転状況検出手段と、従動ローラ1bの回転状況を検出する従動側回転状況検出手段と、上記両回転状況検出手段によって得られる駆動ローラおよび従動ローラの同時期の回転状況の差異に基づいて、円筒体Wにおける回転動作の正否を判定する回転正否判定手段と、を備える。
(もっと読む)
容器検査システムの診断方法
【課題】容器の検査を中断することなく容器検査システムの各検査装置が正常に動作しているか否か検査することが可能な容器検査システムの診断方法を提供する。
【解決手段】容器Bを検査する複数の検査装置3、4、5を備えた容器検査システム1の検査装置3、4、5の異常の有無を診断する診断方法において、各検査装置3、4、5にID番号を付与するとともに、検査すべき検査装置に付与されたID番号と同じID番号を付したサンプル容器Bsを容器Bが搬送される搬送経路に容器Bとともに流す。その後、搬送経路上におけるサンプル容器Bsの位置を把握し、そのサンプル容器Bsがユーザが入力したID番号と同じID番号が付された検査装置に検査された場合にのみその検査装置から情報管理装置10に検査結果が出力される。情報管理装置10に出力された検査結果は、記憶部11に記憶されるとともに出力部30から出力される。
(もっと読む)
画像検査システム
【課題】本発明は、印刷物の外観検査に使用する画像検査システムに関し、その目的は、複数の画像検査装置を有する大規模な画像検査システムを安価にしかも容易に構築することである。
【解決手段】複数台の画像検査装置を有する画像検査システムにおいて、各画像検査装置は、基準信号入力端子と、基準信号出力端子と、検査対象となる画像を撮像手段によって走査して得られる画像信号を基にして基準信号を生成し前記基準信号出力端子に出力する基準信号生成手段とを有しており、各画像検査装置の基準信号入力端子と基準信号出力端子が1本の共通信号線に並列に接続されていることを特徴とする画像検査システム。
(もっと読む)
外観検査装置、外観検査システム及び外観検査方法
【課題】画像検査と目視検査の結果を容易に参照可能とし、高効率で高精度の外観検査を可能とする外観検査装置、外観検査システム及び外観検査方法を提供する。
【解決手段】被検査品を撮像して画像解析した結果に基づく画像検査結果を、前記被検査品を目視で検査する検査者の視界に重ねて、前記検査者が前記被検査品を観視している像に対応させた位置に表示可能としたことを特徴とする外観検査装置が提供される。また、被検査品を撮像し画像処理部で画像解析させて前記被検査品を画像検査し、前記画像検査の結果を、前記被検査品を目視で検査する検査者の視界に重ねて、前記検査者が前記被検査品を観視している像に対応させた位置に表示させた状態で、前記検査者が前記被検査品を目視で検査可能としたことを特徴とする外観検査方法が提供される。
(もっと読む)
61 - 80 / 162
[ Back to top ]