
Fターム[3B153BB13]の内容
ロープ又はケーブル一般 (6,360) | 素線の形状又は構造 (424) | 波付線 (98)
Fターム[3B153BB13]に分類される特許
81 - 98 / 98
ゴム物品補強用スチールコードおよびタイヤ
【課題】 波形の型付けを施した場合にあっても、コード本来の健全な断面構造を保持することが可能なコード構造について提案する。
【解決手段】 1〜3本のスチールフィラメントによるコアと、このコアの周りに多数本のスチールフィラメントを相互に隣接させて配列したシースとから成るコードに、2次元に変化する波状またはジグザグ状の型付けを施したコードにおいて、前記コアおよびシースを同一方向かつ同一ピッチで撚り合わせたコンパクト撚り構造とする。
(もっと読む)
スチールコードおよびその製造方法

【課題】 良好なゴムペネ性と高い剛性とを兼ね備え、ゴム物品に適用した際にコード周辺においてセパレーションを生ずることがないスチールコードおよびその製造方法を提供する。
【解決手段】 複数本の無撚りコア素線を長手方向に並列して配置してなるコア1と、複数本のシース素線をコアの周りに撚り合わせてなる1層のシース2とによって構成され、コード軸に直交する断面でのコード輪郭形状が扁平であるスチールコードである。コアにシース素線よりも振幅の小さい螺旋型付けが施され、かつ、コアの螺旋の位相とシース素線の螺旋の平均位相とが、長手方向で略一致している。コアおよびシース素線をプレフォーマーにより夫々型付けした後、シース素線をコアの周囲に撚り合わせるスチールコードの製造方法である。シース素線のプレフォーマー上のピンへの掛け方と、コアのプレフォーマー上のピンへの掛け方とが、逆となるよう型付けを行う。
(もっと読む)
空気入りラジアルタイヤ及びカーカス用スチールコード
【課題】カーカス層の補強コードに使用される3+(7〜10)構造のスチールコードの形状安定生産性を向上し、操縦安定性を改善することが可能な空気入りラジアルタイヤ及びカーカス用スチールコードを提供する。
【解決手段】型付けして撚り合わせた3本のフィラメントfcからなるコアCと、コアCの外周側に型付けして撚り合わせた7〜10本のフィラメントfsからなるシースSとから構成した3+(7〜10)構造のスチールコード8からカーカス層4の補強コードを構成した空気入りラジアルタイヤである。コアCを構成するフィラメントfcの平均型付け率が95〜105%、型付け率の標準偏差が5%以下であり、かつシースSを構成するフィラメントfsの平均型付け率が75〜95%、型付け率の標準偏差が10%以下になっている。
(もっと読む)
改良されたビード構造を備える空気入りタイヤ
本発明は、トラック用空気入りタイヤであって、そのビードコアが、a)少なくとも1つの金属ワイヤの複数のコイルであって、前記コイルが半径方向に重ね合わされるとともに軸方向に互いに並列的に配置されるコイルと、b)前記複数のコイルを被包する保持部材であって、前記保持部材が少なくとも1つの予成形された糸状金属要素を備える複数の相互に実質的に並行な細長状補強要素を備える保持部材と、を備えるタイヤに関する。 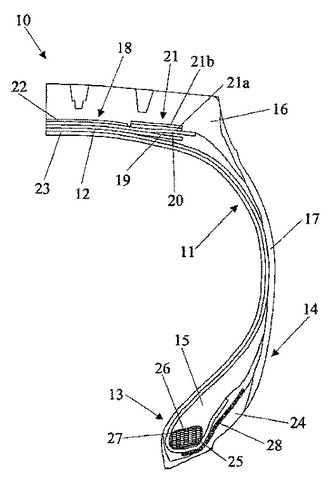 (もっと読む)
(もっと読む)
ゴム物品補強用スチールコードおよびタイヤ
【課題】撚ることなく引き揃えた複数本の素線によるコアの周りに、複数本の素線を巻き付けてなるシースを配置したスチールコードにおいて、コアの素線がシースの素線間からはみ出す撚り乱れの発生を抑制するための新規な構造を与える。
【解決手段】型付けを施した複数本の素線を撚らずに引き揃えたコアの周りに、型付けを施した複数本の素線を巻き付けてなるシースを配置し、該コアを構成する素線の型付け前後における軸長の縮み率αと、該シースを構成する素線の型付け前後における軸長の縮み率βとの比α/βを0.10以上1.90以下とする。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】無撚りコア素線からなるコアとシースとにより構成されるゴム物品補強用スチールコードを製造するにあたり、コア素線の傾きを所定に調整可能とすることで、ゴム物品におけるコード周辺でのセパレーションの発生による耐久性の低下を招くことなしに、当該ゴム物品の引張剛性を高めることができるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】2本の無撚りのコア素線を長手方向に並列して配置してなるコアと、3本〜6本のシース素線をコアの周りに撚り合わせてなる1層のシースとによって構成され、コード軸に直交する断面でのコード輪郭形状が偏平であるゴム物品補強用スチールコードの製造方法である。コアとシースとを撚り合わせる際の撚り合わせ部におけるコア素線1本当たりのテンションTcを、シース素線1本当たりのテンションTsの1.2倍以上3.0倍以下とする。
(もっと読む)
ゴム物品補強用スチールコード及びそれを用いた空気入りタイヤ
【課題】 ゴム物品におけるゴムペネトレーション性及び耐カットセパレーション性に優れ、バックリング変形に伴う耐コード折れ性に優れたゴム物品補強用スチールコード、及びそれを用いた空気入りタイヤを提供する。
【解決手段】 クリンプト(波形型付け)を加えてなるコアフィラメントに5〜8本のシースフィラメントを巻き付けたゴム物品補強用スチールコードにおいて、該コード断面でのオープン度(外接楕円の長径/内接楕円の長径=Ro)が2.1〜2.8の範囲に制御された形状を有する。
(もっと読む)
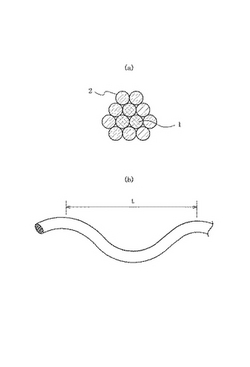
ゴム製品補強用スチールコード
【課題】 小さなスパイラル状又は波状のくせを有する素線と真直性のある素線とを撚り合わせた構成であって、十分なゴム侵入性と優れた耐疲労性とを有するゴム製品補強用スチールコードを、容易且つ確実に得られるようにする。
【解決手段】 コード撚りのためのスパイラルくせとは別に小さなスパイラル状又は波状のくせを有する素線と、コード撚りのためのスパイラルくせ以外はくせ付けを有しない真直性のある素線とを撚り合わせてなる1×n(n=3〜6)構造のスチールコードを、スチールコードを撚りほぐした後の各素線に引張り荷重を掛けて荷重ごとの歪を計測する試験を行ったときの、歪に対する荷重の関係が直線で表わされる領域での真直性のある素線の場合の直線の傾きが小さなスパイラル状又は波状のくせを有する素線の場合の直線の傾きの1.05〜1.5倍となるようにする。
(もっと読む)
ゴム物品補強用金属コード及びそのコードの製造方法
【課題】圧縮剛性を低下させずにゴム浸透度を向上させ、設備費や製造コストも低減させる。
【解決手段】金属フィラメント1の外周に金属フィラメント2、3を螺旋状に巻き付けて束4aを形成し、その束4aを螺旋状にねじりつつ撚ったゴム物品補強用金属コード4である。このコード4は、各フィラメントを単純に撚らず、フィラメントを螺旋状に巻き付けた後に撚りを加えており、フィラメント2、3に対して1撚りピッチの間に撚りによる三次元のS撚り方向の回転とは別に巻き付けによる回転を加え、各フィラメント間に適度な隙間Sを形成し、この隙間によって、ゴムの浸透度が高まる。また、その隙間をフィラメントに波状の癖を付けずに形成し、芯のフィラメント1に撚りによる螺旋の回転を与えたので、1×3の撚り構造のクローズドコードと同等の圧縮剛性を確保できる。フィラメントにフィラメントを螺旋状に巻き付けるだけなので、その設備も安価で、コスト面でも有利である。
(もっと読む)
扁平つる巻きタイヤコード
平行な、並列関係を維持しながら、つる巻き構成に作り込んだコアフィラメント(10)を有するタイヤコード。これらのコアフィラメント(10)は、捩りまたは撚り合わせてない。高引張り強度の鞘フィラメント(11)も、コアフィラメント(10)を束ねるような張力をコアフィラメント(10)に掛けないように、並列コアフィラメントに巻付けられるように、扁平なつる巻き構成に作り込んである。これらのコアフィラメント(10)は、タイヤコードに空隙ができず且つゴムが貫入できるように、扁平な並列構成に維持される。コアフィラメント(10)の数は、3ないし6でもよく、鞘フィラメント(11)は1ないし7でもよい。このタイヤコードの断面は、扁平で小判形外部境界(21)内に閉込められていて、この小判形外部境界(21)は、長軸と短径によって特徴付けられている。この短軸は、水平対垂直方向のタイヤコードの曲げ弾性係数に適当な差を作るために長軸の60%以下であるのが望ましい。  (もっと読む)
(もっと読む)
ゴム補強用スチールコードおよびタイヤ
【課題】 耐カット性に優れるとともに、コードを構成するフィラメントの選択的な抜け出しを防止した、新規なコード構造を与える。
【解決手段】 1本のスチールフィラメントによるコアのまわりに複数本のスチールフィラメントによるシースを配置したコアストランドの周囲に、複数本のスチールフィラメントを撚り合わせたシースストランドの6〜8本を、撚り合わせて成るスチールコードの、少なくともコアストランドにおいて、コアフィラメントはシースフィラメントより太径とし、かつ所定の振幅を有する波形に型付けする。
(もっと読む)
ゴム補強用スチールコード
【課題】 楕円オープンコードの低荷重域での引っ張りによるコード長手方向の伸びを抑制し、良好なゴム浸入性を維持する。
【解決手段】 素線径0.20〜0.45mmの1×3(1×4、1×5、1×6でもよい)の楕円オープン構造のスチールコード10の長径側の撚角αと短径側の撚角βとの比α/βを、1.1〜1.8とすることにより、低張力付加時に短径側での接触による抗力で長径側の隙間の減少を抑制して、良好なゴム浸入性を維持し、耐疲労性を向上させる。
(もっと読む)
ゴム補強用スチールコード
【課題】 楕円オープンコードの低荷重域での引っ張りによるコード長手方向の伸びを抑制し、良好なゴム浸入性を維持する。
【解決手段】 素線径0.20〜0.45mmの1×3(1×4、1×5、1×6でもよい)の楕円オープン構造のスチールコード10の素線を不均等な配列とし、所定のコード横断面における一側の短径部分近傍で2本の素線1,2が互いに外接した状態で該2本の素線1,2の接点における素線外周の接線Sと、該コード横断面における他側の短径部分近傍で上記接線Sに最も近接して位置する素線3の中心を結ぶ線Tとのなす角度αが、3〜25°となるようにすることで、低張力付加時に短径側での接触による抗力で長径側の隙間の減少を抑制して、良好なゴム浸入性を維持し、耐疲労性を向上させる。
(もっと読む)
ゴム補強用スチールコード
【課題】 楕円オープンコードの低荷重域での引っ張りによるコード長手方向の伸びを抑制し、良好なゴム浸入性を維持する。
【解決手段】 素線径0.20〜0.45mmの1×3(1×4、1×5、1×6でもよい)の楕円オープン構造のスチールコード10の素線1,2,3の撚り込み長さ(供給長さ)を不均一とし、各素線1,2,3のコード横断面における長径側の螺旋幅D1,D2,D3をそれぞれ異ならせ(少なくとも1本の素線について他と異ならせてもよい)、D1,D2,D3の平均値Daveに対する、最大の螺旋幅Dmaxと最小の螺旋幅Dminとの差の比:(Dmax−Dmin)/Daveを0.01〜0.07とする。
(もっと読む)
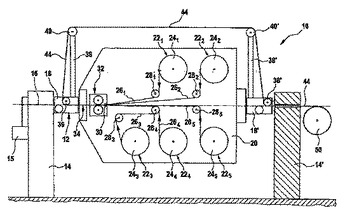
ワイヤコードを製造する方法および装置
撚り金属ワイヤからなるコードを製造する機械は、複数のワイヤをクリンプ加工するための噛み合い歯付き面を有する一対のクリンプ加工ホイール、および前記一対のクリンプ加工ホイールの下流で、撚り経路に沿ってワイヤを撚り合わせるための、撚り手段を備える。前記一対のクリンプ加工ホイールは、撚り経路の始点に配設され、ワイヤの撚り合わせは、好ましくは、噛み合い歯付き面間で始まる。
 (もっと読む)
(もっと読む)
線条体くせ付け装置
【課題】 簡素かつコンパクトな装置によって複数本の線条体に同時にくせ付け加工を施すことができ、くせ付け加工工程を次工程とインラインにて直結化できるようにする。
【解決手段】 くせ付け機21と仮捻機22と矯正器23とからなるくせ付けラインを複数ライン配設し、前方に、引取りキャプスタン42とダンサー32を配設して、複数本のスチールワイヤWを同時にくせ付け加工し、巻き取らずにタイヤ製造工程のゴムコート機へ供給できるうようにする。また、引取キャプスタン42は線掛け時に回転ドラム41が個別に自由回転可能となる構成とする。そして、全スチールワイヤWの線速および張力は、ダンサー32の1個のセンサーの出力に基づいて同時に調整し、仮捻機22の回転方向および回転数は全スチールワイヤWの残留捻れの平均値に基づいて調整する。
(もっと読む)
空気入りラジアルタイヤ
【課題】 軽量化及びコスト軽減を達成しながら、操縦安定性及び耐久性を向上する。
【解決手段】 前記ベルト層は、1本のモノフィラメントを螺旋状又は波形状に型付けした型付けモノフィラメントコードを用いたプライを少なくとも含む。前記型付けモノフィラメントコードの前記型付けの長手方向のピッチPは、タイヤ外周長さWの0.008〜0.08倍である。
(もっと読む)
タイヤ用補強材および空気入りタイヤ
【課題】 タイヤの補強層に使用する補強材として、複数の捲縮率を持つ波状やスパイラル状の捲縮加工を施して、加硫後のタイヤにおいても充分に変曲点を保持でき、捲縮加工を施したことによる効果を充分に発揮できるタイヤ用補強材および空気入りタイヤを提供する。
【解決手段】 フィラメントもしくはコード等の線状材よりなるタイヤ用補強材1を、その長手方向にわたって複数の異なった捲縮率の部分が連続するように捲縮加工を施したものとし、この補強材1を補強層の少なくとも1層に用いて空気入りタイヤを構成する。この補強材の捲縮率を0.05%以上とする。
(もっと読む)
81 - 98 / 98
[ Back to top ]