
Fターム[3B154AB27]の内容
Fターム[3B154AB27]に分類される特許
281 - 300 / 488
旗の製造方法
【課題】旗の表面に所望のデザインを印刷し、裏面に光触媒を固着させる場合において、表面の色目が裏面に抜けないようにするための旗の製造方法を提供すること。
【解決手段】本発明に係る旗の製造方法は、繊維布生地の表面に所望のデザインの印刷を施す第1の工程と、第1の工程の後、繊維布生地の繊維間に存在する空隙を加工前に比べて狭くするための処理を施す第2の工程と、第2の工程の後、繊維布生地の裏面に、光触媒を固着させるための第3の工程とを備える。
(もっと読む)
画像形成装置及び加熱装置
【課題】加熱に要するエネルギーを抑えつつ、布体の熱収縮を抑えるとともに、熱収縮が発生したとしても矯正可能な画像形成装置及び加熱装置を提供する。
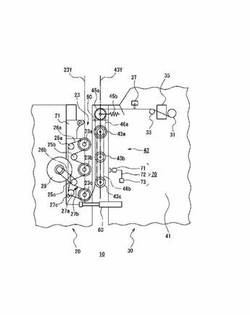
【解決手段】シート状の布体50上にインクジェットヘッド37によりインクを付着させ、このインクを加熱させて布体上に発色させる画像形成装置であって、布体50の両面側にそれぞれ配置した加熱部材(第1ローラ群23と第2ローラ群43に係る各ヒートローラ23a,23b,23c,43a,43b,43c)を、布体50の対応する各面(両面)にそれぞれ接触させることにより、インクを加熱する。
(もっと読む)
カットパイル布帛と柄出し加工法

【課題】肌触りがよく、パイル面に模様が刻設されたカットパイル布帛を得る。
【解決手段】輪郭に内接する内接円の直径Dが5mm以下の柄部14をパイル表面に描出する。柄部14の表面から基布11に到るパイル層厚み(s)を、柄部を囲む地部15の表面から基布に到るパイル層厚み(t)よりも少なくする。柄部のパイル繊維16の先端部21を地部のパイル繊維18の先端部(19)に比して曲折した形状とする。柄部のパイル繊維と地部のパイル繊維は同じパイル糸の繊維とする。パイル密度Mを900本/(25.4mm)2 以上にし、パイル密度とパイル糸の総繊度Dとの積(M×D)で示されるパイル/デシテックス換算密度ρを200000dtex/(25.4mm)2 以上にし、パイル層厚みtを0.7〜3.5mmにし、パイル層13を緻密且つ薄くし、パイル繊維の根元部22が基布11に直角に起立するようにする。
(もっと読む)
織物のほつれ防止方法
【課題】織物を切断した際の耳部のほつれを効果的に防止することのできる織物のほつれ防止方法を提供する。
【解決手段】 熱可塑性樹脂繊維からなる織物を切断した後に、切断縁からほつれが生じないようにするためのほつれ防止方法であって、予め設定された切断線Cに沿って、基布1に形成すべき肉厚減少部1aの寸法に合わせて予め設定された所定寸法の隙間L1を準備し、この隙間L1に基布1を通過させつつ、基布1に所定振動数で押圧力を付与して基布1の切断方向Cと同方向に所定幅の肉厚減少部1aを形成し、この肉厚減少部1aで切断線Cに沿って基布1を切断する。
(もっと読む)
ウェブを漸増的に伸張させるための方法及び装置
低ひずみ速度でウェブを漸増的に伸張させるための駆動部材を使用する、方法及び装置が提供される。駆動部材は、駆動ベルト(114)及び単一の駆動部材(112)を包含しており、駆動ベルト及び単一の駆動部材が、互いに補完し、及び変形域(120)においてある係合深さで係合する、複数の歯(124)及び溝(126)を含む。係合深さは、変形域の少なくとも一部にわたって直線的に増加するように制御可能であり、変形域内で駆動ベルトと単一の駆動部材との間に挿入されたウェブ(116)が、低ひずみ速度で漸増的に伸張されるようになっている。  (もっと読む)
(もっと読む)
シート状物
【課題】 本発明の目的は従来の極細繊維によるシート状物では達成し得なかった優れた研磨特性を有する高性能シート状物を提供しようとするものである。
【解決手段】 海島複合紡糸により得られた極細繊維を少なくとも表面の一部に立毛するシート状物であって、極細繊維の平均径が400〜1000nm、繊維径CV%が10〜40%であることを特徴とするシート状物。
(もっと読む)
拡布センタリング機能を具えた液流処理装置
【課題】循環処理系に被処理布を無端状に仕掛けて液流処理を施す際に、処理液面から引き上げられた被処理布を拡布状態で、然も良好にセンタリングしつつ移動させることのできる拡布センタリング機能を具えた液流処理装置を提供する。
【解決手段】循環処理系に無端状に仕掛けられた被処理布5を、処理液面から引き上げられた直後に、第1、第2の拡布螺旋ローラ15、16によって拡布する。搬送される被処理布5が蛇行したとき、その側縁を検知した検知器の通電信号により揺動装置9を作動させて、布送りリール7を、その一端側が高い傾斜状態にすることにより、被処理布5を傾斜面に沿って上昇させ、それにより被処理布5をセンタリング状態に戻す。
(もっと読む)
繊維成形品の加工工程および装置
【課題】繊維成形品の加工・染色工程において繊維成形品の伸び縮みによる寸法変化があっても加工・染色機構に対して正確に位置決めして完成度の高い製品を得る。
【手段】
繊維成形品を剣山様の固定台の所定の位置に固定する工程と、前記剣山様の固定台に前記成形品を固定したまま浸染による染色装置にて染色する工程と、前記成形品のしわ・歪みの除去のためのプリント前加工を施す工程と、インクジェット印刷により前記成形品に所望の図柄をプリントする工程と、裏側にも図柄のプリントを施す場合は前記成形品を固定台上で裏返して位置決め固定した後再度インクジェット印刷によるプリント工程と、蒸し加工などのプリント後加工を施す工程と、所望のラインに沿って前記成形品をカットする工程からなり、前記成形品を剣山様の固定台の所定の位置に固定する工程以外の工程は任意に選択できるように構成した、繊維成形品の加工・染色方法。
(もっと読む)
連続的にバルクを減らすシステム
【課題】複合構造のプレフォームを製造するために用いられる織物を減量する連続的なシステムを提供する。
【解決手段】織物12を提供するスプール10と加熱された織物18を製造するために、前記織物12をスプール10から引き出して前記織物12を加熱する加熱装置16と、周りに加熱された織物18を巻き付ける複合構造形成ツール14と、含浸複合材30を製造するために加熱された織物18の次の層を貼り付ける樹脂含量の多い織物表面28を製造するために、加熱された織物18を複合構造形成ツール14の周りに巻き付ける一方で、加熱された織物18に樹脂を塗布する樹脂塗布器26と、複合構造のプレフォーム32を製造するために含浸複合材30の減量及び冷却を同時に行う加圧ローラ24とを組み合わせる。
(もっと読む)
産業用ファブリックのためのサブアセンブリ
二つの幅方向エッジを有し、産業用ファブリックより狭い幅を有する第1のファブリック帯状片部分を、産業用ファブリックの望まれる長さまで編むステップと、CD継ぎ目によって幅方向エッジを結合することにより第1のファブリック帯状片部分で無端環を形成するステップと、第1のファブリック帯状片部分を回転可能に備え付けられた2本のロールの周りに置くステップと、第2のファブリック帯状片部分を産業用ファブリックの望まれる長さまで編むステップであって、第2のファブリック帯状片部分を編むことが第1のファブリック帯状片部分の第1エッジに沿ってそこへの続きとして進行するステップとを備えた、産業用ファブリックの製造方法。あるいは、編まれたファブリック帯状片は、フルワイドの産業用ファブリックを作成するために、螺旋態様で結合されることができる。 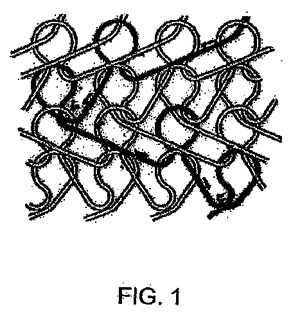 (もっと読む)
(もっと読む)
極細繊維からなる押圧加工布およびその製造方法
【課題】柔軟でありながらヌメリ感のないドライタッチ風合いを呈し、形態保持性にも優れ、かつ審美性に富んだ押圧加工布およびその製造方法を提供する。
【解決手段】繊維径が700nm未満の極細繊維を含む布帛であって、該布帛の全面もしくは一部分が超極細繊維が合一してなるフィルム状であって、該フィルム状の部分がカレンダー加工および/またはエンボス加工を施すことによる押圧加工により形成されたことを特徴とする布帛、その製造方法。
(もっと読む)
炭素化布帛の製造方法およびこれにより得られた炭素化布帛
【課題】電磁波吸収能、電気的特性ないし誘電特性、耐熱性等に優れ、また機械的強度および柔軟性に優れた炭素化布帛を比較的容易にかつ経済的に製造することのできる炭素化布帛の製造方法を提供する。
【解決手段】セルロース系繊維の糸からなる織布、編布または織編布を原料繊維布帛とし、これを加熱炭素化して炭素化繊維布帛を製造する方法であって、含水率25%未満の乾燥状態の原料繊維布帛を、当該布帛の縦あるいは横のいずれか一方向から拘束して保持し、そのまま、加熱炉内において、酸素分圧50mmHg以上の酸化性雰囲気下において、250〜450℃の温度領域まで50〜200℃/時間にて昇温し、その後、酸素分圧50mmHg未満の非酸化性雰囲気として750〜1000℃の最終加熱温度領域まで50〜200℃/時間の昇温速度にて、連続して昇温し、最終加熱温度にて所定時間保持する加熱に付することを特徴とする炭素化布帛の製造方法である。
(もっと読む)
製紙用シーム付きフェルトの接合用芯線の抜け止め方法及び抜け止め用具
【課題】フェルトの丈方向の両端部に設けられたループを交互にかみ合わせて形成された共通孔に芯線を挿通して両端部を互いに接合する際に、ループの共通孔に挿通された芯線の端部を所定の引き込み経路に引き込んで抜け止めを行う作業を簡単に行うことができるようにする。
【解決手段】ループの共通孔内に芯線10を誘導するリードワイヤ30の端部を接続可能な接続部33を一端側に備えると共に把持部34を他端側に備えた抜け止め用具31を、引き込み経路を隔てて接続部及び把持部が外部に突き出るようにループ9内に予め挿入しておき、ループの共通孔に芯線を挿通した後に、リードワイヤ30の端部を接続部に接続した上で、把持部を引っ張ることで、芯線の端部を引き込み経路に引き込むようにする。
(もっと読む)
連続的にバルクを減らす方法
【課題】複合構造のプレフォームを製造するために用いられる織物を連続的に減量する方法を提供する。
【解決手段】連続的な減量方法は、織物12のスプール10を提供するステップ、前記織物12を加熱して、加熱された織物18を生成すると同時に、前記加熱された織物18を複合構造形成ツール14に移送するステップ、前記複合構造形成ツール14の周りに前記加熱された織物18を巻き付けるステップ、前記加熱された織物18に樹脂を塗布して、樹脂含量の多い織物表面28を得るステップ、前記樹脂含量の多い織物表面28に加熱された織物18の次の層を貼り付けて含浸複合材30を得るステップ、及び前記含浸複合材30を減量及び冷却して、複合構造のプレフォーム32を得るステップを含む。
(もっと読む)
炭素化布帛の製造方法およびこれにより得られた炭素化布帛
【課題】電磁波吸収能、電気的特性ないし誘電特性、耐熱性等に優れ、また機械的強度および柔軟性に優れた炭素化布帛を比較的容易にかつ経済的に製造することのできる炭素化布帛の製造方法を提供する。
【解決手段】セルロース系繊維の糸からなる織布、編布または織編布を原料繊維布帛とし、これを加熱炭素化して炭素化繊維布帛を製造する方法であって、原料繊維布帛を巻物状態として耐熱性筒状体に装填して、当該筒状体により原料繊維布帛を酸化性雰囲気下に半密封状態で囲繞し、この原料繊維布帛の巻物が装填された耐熱性筒状体を、加熱炉内に配して加熱し、750℃〜1000℃の最終加熱温度領域まで連続して昇温し、最終加熱温度にて所定時間保持することを特徴とする炭素化布帛の製造方法。
(もっと読む)
炭素化布帛の製造方法およびこれにより得られた炭素化布帛
【課題】臭気吸着性、絶縁性、耐熱性等に優れ、また機械的強度および柔軟性に優れた炭素化布帛を比較的容易にかつ経済的に製造することのできる炭素化布帛の製造方法を提供する。
【解決手段】セルロース系繊維の糸からなる織布、編布または織編布を原料繊維布帛とし、これを加熱炭素化して炭素化繊維布帛を製造する方法であって、原料繊維布帛を巻物状態として耐熱性筒状体に装填して、当該筒状体により原料繊維布帛を酸化性雰囲気下に半密封状態で囲繞し、この原料繊維布帛の巻物が装填された耐熱性筒状体を、加熱炉内に配して加熱し、400〜750℃の最終加熱温度領域まで連続して昇温し、最終加熱温度にて所定時間保持することを特徴とする炭素化布帛の製造方法である。
(もっと読む)
寸法的に安定な結合した不織繊維ウェブ
結合した不織繊維ウェブを作製する方法であって、高分子材料からなるメルトブローン繊維を押出成形する工程と、このメルトブローン繊維を最初の不織繊維ウェブとし集める工程と、この最初の不織繊維ウェブを制御された加熱及び冷却作業によってアニーリングする工程と、寸法的に安定な結合した不織繊維ウェブを集める工程とを含む方法について説明する。結合した不織繊維ウェブの収縮は典型的に、最初の不織繊維ウェブと比較して、4パーセント未満である。 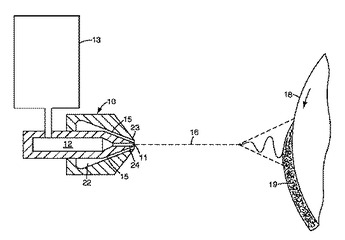 (もっと読む)
(もっと読む)
赤外線溶媒除去方法
溶液紡糸不織ウェブから化学的に結合した紡糸溶媒を除去するための方法であって、約1マイクロメートル未満の平均繊維径を有する溶媒を含んだ高分子繊維を含む不織ウェブを提供するステップと、赤外線放射が不織ウェブに照射されると共に溶媒除去流体が不織ウェブに衝突する溶媒除去ゾーンを通って不織ウェブを移動させ、繊維の溶媒濃度を約10,000ppmw未満まで低下させるステップとを含む方法。  (もっと読む)
(もっと読む)
モールド加工品
【課題】型保持性、風合い、伸縮性に優れ、基材となる発泡樹脂等のモールド加工品と縫製等により積層したとき、皺が殆ど発生せずに優れた一体性を発揮し、更には基材の型を崩さずに高い意匠性を付与することが可能なモールド加工品を提供する。
【解決手段】繊度10〜78dtex、120℃での熱セット率65〜100%、破断伸度300〜600%の架橋型ポリオレフィン系弾性繊維及び/又はポリウレタン系弾性繊維を3〜30重量%含む布帛を加熱成型してなることを特徴とするモールド加工品。
(もっと読む)
繊維ウェブの製造若しくは仕上げ処理を該処理の遷移段階で制御する方法及びシステム
繊維ウェブの製造若しくは仕上げ処理を該処理の遷移段階で制御する方法及びシステム。本方法では、補正された誤差プロフィール(PD’K)は、誤差プロフィール(PD)により形成される。少なくとも1つの制御信号(CAK)が、補正された誤差プロフィール(PD’K)により、繊維ウェブの製造若しくは仕上げ処理のアクチュエータ用に決定される。 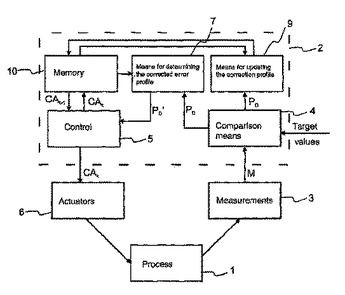 (もっと読む)
(もっと読む)
281 - 300 / 488
[ Back to top ]