
Fターム[3B154BA38]の内容
繊維材料の処理 (13,168) | 処理加工プロセス(処理方法や装置等を含む) (1,669) | 模様付け加工(モアレ模様加工を含む) (141) | エンボス加工(型付けを含む) (71)
Fターム[3B154BA38]に分類される特許
21 - 40 / 71
エンボス加工された流体濾過素子
平坦な濾過材を折曲して、実質的に隣接する複数のシート壁と各シート壁の2つの隣接する折目の間に配置される平坦面とを形成し、エンボス加工によりシート壁にエンボス部を形成した濾過材を備え、エンボス部は、第1のエンボス列と第2のエンボス列とを備え、第1のエンボス列は、濾過材の中央に配置されて細長い突出エンボス部と、細長い突出エンボス部の各末端に配置されかつ少なくとも1つが窪む遠位エンボス部とを有し、第2のエンボス列は、第1のエンボス列から平行に離間しかつ一方が窪み、他方が突出する2つの細長いエンボス部を有する流体濾過素子。該流体濾過素子の製法。 (もっと読む)
テーパ付き縦溝流路を有する縦溝流路付き濾過媒体を形成する方法および装置
縦溝流路付き濾過媒体を形成する方法が提供される。方法は、縦溝流路の繰り返しパターンを有する縦溝流路付き濾過媒体を形成する工程を含み、縦溝流路の繰り返しパターンの少なくとも1つの縦溝流路は、隣接する同じ側のピーク間に縦溝流路周期で少なくとも1つの稜部を含み、縦溝流路は、テーパの付けられた断面積を示す。 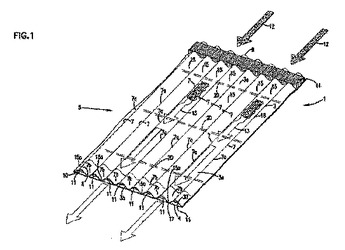 (もっと読む)
(もっと読む)
フェノール樹脂発泡体用不織布
【課題】フェノール樹脂発泡体として優れた機械的強度を有するフェノール樹脂発泡体用不織布を提供するものである。
【解決手段】熱可塑性連続フィラメントより構成される部分的に熱圧着された長繊維不織布であって、目付が20〜260g/m2であり、目付当たりの強伸度積が70〜300であることを特徴とするフェノール樹脂発泡体用不織布。
(もっと読む)
ロール状シートの製造方法、及び、ロール状シートの製造装置

【課題】重ね合わせた複数の繊維シートを圧縮して一体化させることにより形成される積層シートを、蛇行を抑制しつつ回転ローラの周面に掛け回すとともに、適切に巻き芯に巻き付けてロール状に巻き取る。
【解決手段】重ね合わせた複数の繊維シートを圧縮して一体化させることにより積層シートを形成する工程7と、その連続方向に移動している前記積層シートを該積層シートの移動経路内に蓄積させておく工程25と、前記積層シートをロール状に巻き取る工程とを有するロール状シートの製造方法であり、前記積層シートを形成する工程は、交互に複数配置された前記積層シートを形成する第1圧縮工程と、前記第1圧縮工程後に行われる第2圧縮工程とを有し、前記積層シートを蓄積させておく工程25は、前記第1圧縮工程後に行われ、前記積層シートを巻き取る工程は、前記第2圧縮工程後に行われる。
(もっと読む)
断熱シートの製造装置、及び断熱シートの製造方法
【課題】断熱シートの断熱性能の向上を図ることができるとともに、断熱シートを容易に製造することができ、またエネルギの消費量の低減を図ることができる断熱シートの製造装置、及び断熱シートの製造方法を得る。
【解決手段】断熱シートの製造装置1は、上下ローラ2,3を回転させながら上下ローラ2,3間に繊維ウェブ9を通すことにより繊維ウェブ9を断熱シート15とする。上ローラ2は、ローラ本体11と、ローラ本体11の外周部を囲む断熱被覆材12とを有している。断熱被覆材12には、ローラ本体11の外周部を露出させる露出用穴13が設けられている。また、断熱被覆材12は、ローラ本体11よりも熱伝導率の小さい材料で構成されている。繊維ウェブ9が上下ローラ2,3間に通されるときには、繊維ウェブ9の繊維同士が熱融着可能な温度にローラ本体11が加熱される。
(もっと読む)
不織布
【課題】凸状部の表面の平滑性が高く、かつ凸状部の嵩高感が高い不織布を提供すること。
【解決手段】加熱によってその長さが伸びる熱伸長性繊維を含む繊維ウエブ30にエンボス加工を施して、複数のエンボス部が形成されたエンボスシート31を得、次いでエンボスシート31をエアスルー方式で熱処理して該熱伸長性繊維を伸長させて得られた不織布10である。不織布10は、前記エンボス部からなる複数の凹状部12と複数の凸状部11とを有する。凸状部11はその表面に実質的に毛羽立ちが存在せず平滑である。かつ凸状部11は、KESに従い測定された圧縮の仕事量であるWC値が2.0gf/cm2以上であるとともに、平滑の程度が、KESに従い測定された平滑係数で表して0.08〜0.16mmである。
(もっと読む)
不織布の製造方法
【課題】嵩高で風合いの良好な不織布を製造し得る方法を提供すること。
【解決手段】熱融着性繊維を含むウエブ40を一対のエンボスロール21,22によって挟圧し、エンボス部41が形成されたエンボスシート42を形成し、次いでエンボスシート42を加熱する不織布43の製造方法である。エンボスロール21,22はその周面が凹凸形状となっており、一方のエンボスロール21の凸部に対応して他方のエンボスロール22の凸部が形成されている。ウエブ40の挟圧時に一方のエンボスロール21の凸部と他方のエンボスロール22の凸部とが常に対向するように両エンボスロール21,22の回転が制御されている。エンボスシート42の中央域を支持部材で支持することなく該エンボスシート42を加熱する。
(もっと読む)
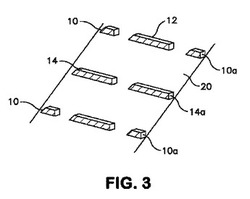
立体賦形シート
【課題】液の透過性が良好であり、かつ強度の高い立体賦形シートを提供すること。
【解決手段】第1の繊維シート11と第2の繊維シート12を含み、両シート11,12が複数の接合部15において接合されてなる立体賦形シート10である。第2の繊維シート12は実質的に平坦である。第1の繊維シート11は接合部15を含む凹部14と中空の凸部13とを複数有する凹凸形状をなしている。接合部15は鋭角の角部15aを有する形状をしている。角部15aの近傍の位置において、凸部13はその側部13bに、繊維の寄り分けによって形成されかつ凸部13の内外を連通する孔部16を有している。
(もっと読む)
フイルムヤーン光ファイバー織物およびその加工方法
【課題】側面漏光するという特性を発現し、かつ製造工程の労力、コストならびに時間を大幅に削減することができる、低コストかつ一定品質の光ファイバー織物を提供する。
【解決手段】フイルムヤーン2と光ファイバー3により構成することで織物1に配置された光ファイバー3の光学品質を一定に維持できるフイルムヤーン光ファイバー織物1を使用し、織物を構成する光ファイバー表面を凹凸に変形させることで、上記課題を解決する方法。
(もっと読む)
吸収性物品の表面シート
【課題】剛性向上が抑えられ柔軟性に優れ、また畝部の潰れや倒れ及び開孔の閉塞がない不織布を提供すること。
【解決手段】不織布は、それぞれ一方向に延びる畝部20と溝部30を交互に有し、溝部30に開孔31を有する。溝部30に比べて畝部20の方が繊維量が実質的に多くなされている。畝部20の頂部21と開孔31の端部とで繊維密度が異なっている。不織布10は、自己融着性繊維を50重量%以上含み、且つ該繊維どうしが熱融着されている。繊維どうしの融着部分における繊維の中心間距離が、各々の繊維の中心から繊維の外面までの距離を加算した値よりも大きくなっている。
(もっと読む)
布帛のエンボス加工方法
【課題】
意匠性や風合いを損なうことなく、耐久性のある凹凸模様を布帛に付与することが可能なエンボス加工方法を提供する。
【解決手段】
水溶性高分子化合物を含む処理液を布帛に付与後、乾燥することにより、布帛に水溶性高分子化合物を付着させる工程、
加熱したエンボス型を布帛に押圧することにより、布帛に凹凸模様を付与する工程、
洗浄により布帛から水溶性高分子化合物を除去する工程、
をこの順で含んでなる、布帛のエンボス加工方法。
(もっと読む)
型押装置、型押方法および皮革シート
【課題】皮革シートの表面に形成した型押しによる凹凸模様に関して、輪郭のはっきりした凹凸模様を形成すること、および時間の経過に伴う凹凸模様の薄れを防止することを課題とする。
【解決手段】被加工物の表面を押圧する凸型と、当該凸型と対向して配置された平坦面もしくは前記凸型に対応する凹部を形成した受圧部と、前記凸型若しくは受圧部の一方または双方を駆動するプレス機構と、前記凸型および受圧部に接続された高周波電流を発生する電源装置とを有し、前記凸型と受圧部の間に装着された前記被加工物を前記プレス機構によって押圧するとともに、前記高周波電流の印加によって生じる電磁波によって加熱するように構成したこと。
(もっと読む)
立体成型用不織布
【課題】低温成型性を向上させるとともに、均一な厚みを有する立体成型が可能で品質の高い成型体を得ることができる不織布を提供する。
【解決手段】立体成型を施すための不織布であり、不織布は連続繊維によって構成され、不織布にはアミノ変性シリコーンが0.1〜1質量%付着している立体成型用不織布。上記立体成型用不織布を、立体成型を施すタフトカーペットの一次基布に用いるとよい。また、上記タフトカーペット用一次基布にパイル糸が植毛されたカーペットが所定の形に立体成型すると良好に成型できる。
(もっと読む)
立体賦形不織布の製造方法
【課題】見掛け厚みが大きく嵩高であり、かつ原反不織布が本来的に有している良好な肌触りが維持された立体賦形不織布を提供すること。
【解決手段】表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型11及び第2の押し型12を、それらの噛み合い状態下に両者間に原反不織布2を介在させて、該原反不織布2を立体賦形する立体賦形不織布1の製造方法である。原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する。
(もっと読む)
円筒状吸引ボックス装置
【課題】 円筒状吸引ボックスに関し、特に、異なる圧力で動作する複数の吸引室を有する円筒状吸引ボックス装置を提供する。
【解決手段】 低真空圧の第1吸引室は、低真空圧吸引を提供し、加工プロセスと共に用いられる。の高真空圧の第2吸引室は、高真空圧吸引を提供し、本発明の脱水プロセスと共に用いられる。かくして、本発明によると、従来2つの異なる装置で実行される2つのプロセスが、1つの円筒状吸引ボックスで実行できる。
(もっと読む)
不織布穿孔装置及びその方法、それから製造された不織布
本発明は、不織布穿孔装置、不織布穿孔方法およびその装置と方法とから製造された不織布に関するものである。
特に本発明は不織布の表面に複数の孔(aperture)をより容易且つ速やかに形成することでその費用効果を向上させた不織布穿孔装置、その装置を使用すると共にその方法を用いることにより製造された不織布に関するものである。
本発明による不織布穿孔装置は、複数のピンが外周面に形成され、回転可能な第1ローラと、前記第1
ローラの外周面に円周方向に配置され、前記第1 ローラの外周面と相対回転する2 つ以上の第2ローラとを備える。
(もっと読む)
繊維シート
【課題】クッション性及び吸収性を兼ね備え、吸収性物品の中高構造を形成するのに適した繊維シートを提供すること、並びに該繊維シートを効率的に製造できる繊維シートの製造方法及び該繊維シートを備えた吸収性物品を提供すること。
【解決手段】本発明の繊維シートは、伸縮性を有する第1繊維層51と第2繊維層52とを有し、第1繊維層51と第2繊維層52とが部分的に接合されて接合部53が形成されており、第2繊維層は51、前記接合部53以外の部分が、第1繊維層側とは反対側に向かって凸の突出部54を形成しており、第1繊維層51は、捲縮繊維を含み、前記伸縮性が主として該捲縮繊維の伸縮性に由来するものであり、前記接合部53の近傍57における捲縮繊維の捲縮の程度が、該接合部53から遠い部分58における捲縮繊維の捲縮の程度より大きい。
(もっと読む)
カットパイル布帛と柄出し加工法
【課題】肌触りがよく、パイル面に模様が刻設されたカットパイル布帛を得る。
【解決手段】輪郭に内接する内接円の直径Dが5mm以下の柄部14をパイル表面に描出する。柄部14の表面から基布11に到るパイル層厚み(s)を、柄部を囲む地部15の表面から基布に到るパイル層厚み(t)よりも少なくする。柄部のパイル繊維16の先端部21を地部のパイル繊維18の先端部(19)に比して曲折した形状とする。柄部のパイル繊維と地部のパイル繊維は同じパイル糸の繊維とする。パイル密度Mを900本/(25.4mm)2 以上にし、パイル密度とパイル糸の総繊度Dとの積(M×D)で示されるパイル/デシテックス換算密度ρを200000dtex/(25.4mm)2 以上にし、パイル層厚みtを0.7〜3.5mmにし、パイル層13を緻密且つ薄くし、パイル繊維の根元部22が基布11に直角に起立するようにする。
(もっと読む)
パイル布帛
【課題】パイル布帛のパイル面の凹凸模様を描出している凹部谷底を成すパイル繊維の溶融皮膜14を亀裂し難く、剥離脱落し難くする。
【解決手段】単繊維繊度(M)が5dtex以下であり、融点が異なる高融点繊維11と低融点繊維12とによってパイル13が構成し、パイル層の厚み(H)を2.0mm以下にする。単位面積25.4mm平方当りのパイルの個数で示されるパイル密度(N)を1000個/(25.4mm)2 以上とし、パイル糸を構成している繊維の本数(Q)とパイル密度(N)との積(Q×N)として示される単位面積25.4mm平方当りのパイル繊維密度(R)を300000本/(25.4mm)2 以上とする。パイル13の総質量に占める低融点繊維12の混繊質量比率を10〜70%とし、パイル13を構成しているパイル繊維の総本数に占める低融点繊維12の混繊本数比率を7〜50%とする。
(もっと読む)
極細繊維からなる押圧加工布およびその製造方法
【課題】柔軟でありながらヌメリ感のないドライタッチ風合いを呈し、形態保持性にも優れ、かつ審美性に富んだ押圧加工布およびその製造方法を提供する。
【解決手段】繊維径が700nm未満の極細繊維を含む布帛であって、該布帛の全面もしくは一部分が超極細繊維が合一してなるフィルム状であって、該フィルム状の部分がカレンダー加工および/またはエンボス加工を施すことによる押圧加工により形成されたことを特徴とする布帛、その製造方法。
(もっと読む)
21 - 40 / 71
[ Back to top ]