
Fターム[3C001KB07]の内容
Fターム[3C001KB07]に分類される特許
1 - 20 / 47
研削盤の制御装置および制御方法
【課題】簡便にワークの膨張量を求めることができて、その膨張量に基づいて研削目標値を補正することにより、加工寸法のばらつきを低減できるようにした研削盤の制御装置を提供する。
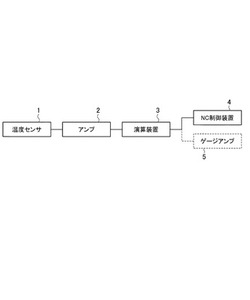
【解決手段】循環使用する研削液を研削箇所に供給しながら研削目標値となるように順次ワークを研削する研削盤の制御装置であって、各ワークの研削工程ごとに循環使用する研削液の温度を定点測定する温度センサ1と、温度センサの測定した研削液温に変化があった場合にその変化量に基づいて研削目標値の補正値を演算し、その補正値に基づいて研削盤の研削目標値を補正する演算装置3と、を備える。
(もっと読む)
研削加工盤及び研削加工方法

【課題】ワークのセット替え並びに立ち上げに要する時間の短縮化を図ると共に、インプロセスゲージを使用しない場合であっても、不良品の発生を無くし、狙い寸法通りの良品を一発で研削加工することを可能にする研削加工技術を提供する。
【解決手段】ティーチング(当て込み)を実行し、その当て込み位置SXから所定の「試し研削量A」だけワーク2を研削した後、当該ワークの径を測定し、その測定結果に基づいて、仕上寸法となるまでに研削すべき残余量(残り研削量)を算出し、その「残り研削量R」だけ研削加工を実行する。
(もっと読む)
工作機械
【課題】象限突起を軽減する補正値を容易に算出することができ、被加工物の加工精度を向上させることができる工作機械を提供する。
【解決手段】サーボモータ60の目標位置指令S1に応じ、サーボモータの回転によって被加工物が載置された移動体71を移動させると共に、目標位置指令によってサーボモータの回転方向が反転する際に被加工物に生じる象限突起を軽減するように補正する工作機械1において、移動体の位置を検出する位置検出部80と、回転方向が反転した後に、サーボモータの回転速度を回転方向が反転する前の回転速度に同期するように漸減補正する回転速度漸減補正値を算出する回転速度漸減補正値算出部20と、を備え、回転速度漸減補正値算出部は、目標位置指令と位置検出部からフィードバックされる移動体の位置との位置偏差eに基づいて、回転速度漸減補正値を算出する。
(もっと読む)
数値制御工作機械
【課題】 NC制御軸であるZ軸(第1軸移動体)に対して同期制御されないX軸(第2軸移動体)を備えた数値制御工作機械において、Z軸のサーボ遅れに伴う加工形状誤差を解消し、加工精度を高める。
【解決手段】 ワーク10をテーブル11に保持し、テーブル11のX軸位置をX軸駆動機構12により制御する。砥石20を砥石主軸頭21に支持し、砥石主軸頭21のZ軸位置をZ軸サーボ機構22により制御する。クラウニングデータ記憶部5は、テーブル11のX軸位置に対応する砥石主軸頭21のZ軸位置を定義した加工形状データを記憶する。X軸仮想位置演算部6は、Z軸のサーボ加減速時間中におけるテーブル11の移動距離を算出し、この移動距離をテーブル11の現在位置に加算した地点にX軸仮想位置を求める。クラウニング制御部4は、X軸仮想位置に対応する砥石主軸頭21のZ軸位置を加工形状データより求め、Z軸補間演算部3を介してZ軸サーボ機構22に提供する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
工作機械、加工方法、プログラム及びNCデータ生成装置
【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
工具研削盤における熱変位補正方法、工具研削盤、NCプログラム
【課題】設備コストがかからない簡単な構成で熱変位補正を可能とする。
【解決手段】S1で暖機運転を行い(第1の暖機運転ステップ)、S3で各基準点の座標値を測定する(第2の基準点測定ステップ)。S5で、測定された座標値と前日の座標値とを比較して両者の差を算出し、S6で算出した差が許容値内にあるか否かを判別する(第1の判別ステップ)。ここで差が許容値内になければ、N回に達するまで暖機運転を繰り返し(第2の暖機運転ステップ)。暖機運転がN回に達すると、S3で再び各基準点の座標値を測定して(第3の基準点測定ステップ)、S5,6で前日の座標値との差が許容値内にあるか否かを判別する(第2の判別ステップ)。ここで許容値内になければ、暖機運転をN回繰り返しても座標値の差が許容値内にならなかったとして、S11で、差に基づいてワーク座標原点を補正し(補正ステップ)、補正したNCプログラムで加工を行う。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
加工装置における加工移動量補正値の決定方法
【課題】レーザ干渉計を用いることなく簡便に加工手段の加工移動量の補正値を求める。
【解決手段】切削手段40A,40Bのスピンドルヘッド部(加工部)42に取り付けた読み取り手段110によりチャックテーブル32に設置したスケール100,101の位置情報を読み取ってX・Y・X方向の実移動量を取得し、この実移動量と、各方向の移動量検出手段71〜73で検出される各可動ベース部22,52,62の検出移動量との差を加工移動量の補正値とする。
(もっと読む)
自動校正
本発明は、眼鏡のレンズのフレームを機械加工する装置のミリング、切削、または、研削の工具を校正するための方法に関し、a)第一機械加工工程において、前記ミリング、切削、または、研削の工具を用いて縁ないし面の形状RFを形成する前に、光学測定装置を用いてレンズが測定され、b)縁ないし面の形状RFを形成することは、前記ミリング、切削、または、研削の工具によって実行され、c)生成された縁ないし面の形状RFは、前記光学測定装置を用いて測定され、d)そのように製作された縁ないし面の形状RFと、所望の縁ないし面の形状の目標値と、の間の変差が決定され、e)前記工具は、少なくとも制御変数を調整することによって校正される。更に、本発明は、レンズの縁における縁取り、面取り、及び/または、溝彫りの初期加工のための装置に関し、レンズを機械加工する前及び/または後に、当該レンズの面ないし縁の形状RF及び/または稜線Kを測定するための光学測定システムが設けられている。  (もっと読む)
(もっと読む)
切削装置およびその切削方法
【課題】ワークの被加工部位を連続して切削加工ができて、ワークの被加工部位を均一な仕上げ面にできるようにする。
【解決手段】フライス26,33を旋回自在に支持されるアーム15に取り付けるとともに、アーム15の旋回軌跡上の任意の位置に、ワークWの回転機構部を設け、アーム15がスタンバイ位置SからワークWへ旋回する角度を検出する角度センサ18を、アーム15の旋回支点に取り付け、ワークWの被加工部位にフライス26,33の切削刃26a,33aが当接した状態において、前記角度θ1が小さい場合は、ワークWの回転速度を遅くし、前記角度θ1が大きい場合は、ワークWの回転速度を速くする制御手段を備える。
(もっと読む)
工作機械
【課題】 主軸の軸心と工具の刃先間の主軸半径方向の距離を精度良く計測することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 第1基準位置P1に対する主軸半径方向の主軸軸心位置Oを計測する主軸側位置計測手段20と、第2基準位置P2に対する刃物台7の位置を計測する刃物側位置計測手段30とを設ける。主軸側位置計測手段20は、主軸半径方向に延びるスケール21および読取部22からなり、スケール基端および読取部22のいずれか一方を主軸台5等の主軸軸心Oの付近に設置し、他方を第1基準位置P1に設置する。刃物側位置計測手段30は、スケール31の基端および読取部32のいずれか一方を刃物台7等に設置し、他方を第2基準位置P2に設置する。
(もっと読む)
研削加工ワークの補正研削加工方法
【課題】被研削加工ワークの補正研削加工時間を短縮でき、かつ、寸法精度の優れる加工ワークを与える。
【解決手段】機上画像計測システムおよびエアブローを備えたNC研削装置を用いて、ワークの測定基準位置と公差を数値制御装置に入力した後に砥石によるワークの研削加工を開始し、ついで、研削加工を終了させて得られた研削加工ワークにエアブローしながら公差を測定し、補正研削加工プログラムを作成した後、補正研削加工を行う。
(もっと読む)
被加工物の加工方法
【課題】除去レートを正確に把握し、高い形状精度を要求される光学素子や光学素子成形用金型の加工に対応できる加工方法を提供する。
【解決手段】ツールであるイオンビーム1を、ダミーワーク2上で走査させ、このときの滞留時間を走査位置に対する一次関数で変化させ、実際に形成された単位除去形状3から、連続的に変化する滞留時間に対する除去レートを把握する。ツールの滞留時間を走査位置に対して一次関数で変化させているため、走査速度が速い場合から遅い場合まで連続して、実際の除去形状に基づく除去レートを取得することができる。
(もっと読む)
周期的な往復動作を制御するサーボモータ制御装置
【課題】周期的に往復動作を行う被駆動体についての角度同期方式の学習制御を可能にするサーボモータ制御装置を提供する。
【解決手段】学習制御器12は、被駆動体14の第1の位置偏差ε1を所定のサンプリング周期毎に取得し、第1の位置偏差ε1は第1変換部30において、周期的な往復動作を行う被駆動体14の1周期分の基準位置毎の第2の位置偏差ε2に変換される。第2の位置偏差ε2は、メモリ32に記憶された被駆動体14の往復動作の1周期前の第1の補正量が加算された後、新たな第1の補正量δ1としてメモリ32に記憶される。第1の補正量δ1は第2変換部34において、サンプリング周期毎の第2の補正量δ2に変換される。
(もっと読む)
エッジ検出装置及びこれを用いた工作機械、エッジ検出方法
【課題】シルエットとして投影できない形状のエッジでも、非接触で、加工途中のワークなどを精度高く、かつ、リアルタイムで輪郭形状を数値的に測定可能とする光学的なエッジ検出装置を提供すること
【解決手段】本発明のエッジ検出装置は、投影光学系の光軸16aと平行な光線を遮光するアンチピンホールフィルタ25を備えた投影光学系と、投影光学系の光軸16aと一定の偏角θをもって配設された光源モジュール11と、撮像素子26と、コンピュータとを備え、光源モジュール11の平行光に照射されたワーク17からの反射光による投影画像を撮像素子で撮像し、エッジ近傍の信号強度を判定し、2本の帯状の高輝度の部分に挟まれた低輝度の線状部分をエッジと判定する。そのため、ワークのエッジを正確に検出でき、これを画像処理により数値処理することでCADやNC制御と連動させることができる。
(もっと読む)
工作機械
【課題】より高精度な工作物の加工を実現することができる工作機械を提供する。
【解決手段】工具40を支持し、且つ、工作物Wに対して所定軸方向に相対移動可能に設けられた工具支持体21と、工作物Wに対して工具支持体21を所定軸方向へ相対移動させるサーボモータ32と、工作物Wに対する工具支持体21の所定軸方向への相対位置またはサーボモータ32の回転角を検出する位置検出器34、35と、工作物Wの加工部位形状を測定し、測定結果と目標形状との偏差を算出する形状測定センサ50と、位置検出器34、35により検出された情報に基づいてサーボモータ32を駆動する第一のフィードバック制御から、形状測定センサ50により算出された偏差に基づいてサーボモータ32を駆動する第二のフィードバック制御へ、切り替えて実行するサーボドライブ33を備える。
(もっと読む)
一対の給油孔を備えたドリル用ワーク、及び孔付ワークの芯出し方法、並びに芯出し装置
【課題】一対の給油孔を備えたドリル用ワークの当該一対の給油孔の孔中心を結ぶ線分の中点位置と、加工中心位置とが一致するように芯出しして、刃付面である先端テーパー面を研削して得られる製品の孔配置バランスを最適にする。
【解決手段】偏芯しているドリル用ワークW1の切刃面を研削するための芯出しする方法であって、研削盤のスピンドル軸が回転しないように固定した状態で、中点Kの位置が偏芯軸を中心とする加工中心を通る特定円弧上に配置されるように、偏芯クランプ装置で仮固定されたドリル用ワークW1をワーク回転装置により指令角度だけ回転させる第1芯出し工程と、前記偏芯軸を中心にして、ドリル用ワークW1の前記中点Kの位置が前記スピンドル軸の軸芯である加工中心上に配置されるように、当該偏芯軸を指令角度だけ指令方向に回転させる第2芯出し工程とを含む。
(もっと読む)
工作機械
【課題】より高精度な工作物の加工を実現することができる工作機械を提供する。
【解決手段】工具40を支持し、且つ、工作物Wに対して所定軸方向に相対移動可能に設けられた工具支持体21と、工作物Wに対して工具支持体21を所定軸方向へ相対移動させるサーボモータ32と、工作物Wの加工部位形状を測定し、測定結果と目標形状との偏差を算出する形状測定センサ50と、形状測定センサ50により算出された偏差に基づいてフィードバック制御を行ってサーボモータを駆動するサーボドライブ33を備える。
(もっと読む)
1 - 20 / 47
[ Back to top ]