
Fターム[3C001TB01]の内容
Fターム[3C001TB01]の下位に属するFターム
工具刃先位置 (122)
ワーク寸法、ワーク形状(表面粗さ等) (42)
回転位置、回転角度 (30)
Fターム[3C001TB01]に分類される特許
1 - 20 / 105
回転軸に取り付けた超高硬度材を用いた工具を加工するワイヤ放電加工方法およびワイヤ放電加工機
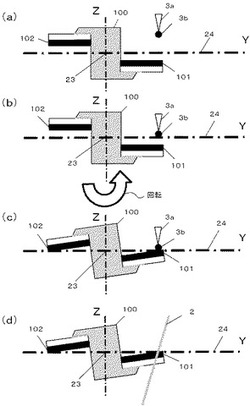
【課題】超高硬度材を固定した切削工具を高精度にかつ容易に加工することができるワイヤ放電加工方法およびワイヤ放電加工機を提供すること。
【解決手段】上ワイヤガイド14に取り付けたタッチセンサ3を、加工プログラムを基に作成された計測用プログラムに従って工具ボディ100にPCDチップ101を固定した被切削工具に対して相対的に水平方向に移動させるX軸およびY軸を駆動し、タッチセンサ3を測定位置に位置決めし(a)、検出子3aの先端3bを、垂直方向に移動するZ軸移動により回転軸の回転中心高さまで降ろして位置決し(b)、切削工具のすくい面が先端3bに接触する方向に回転軸22を回転させ(c)、接触を検出した時点の回転軸座標情報を制御装置50に読み込み、測定用プログラムに従って取得した回転軸座標のデータに基づいて加工プログラムを再生成し、すくい面位置を測定した位置で切削工具を放電加工する。
(もっと読む)
ギブ締め付け状態把握方法及び装置

【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
ワーク加工方法及び加工装置
【課題】移動テーブルの移動方向に狭い幅のワークを搬入位置から加工位置へ移動させてもワークの破損を防ぎ、加工品質の劣化を防止する。
【解決手段】ワークとドリルとを相対的に移動させてワークを加工するワーク加工方法であって、固定テーブルからX方向に外れた予め設定された搬入位置にワークを配置する工程と、ワークを第1の速度V1でX方向の加工位置側に移動させる工程(S201)と、搬入位置にあるワークの固定テーブル側のX方向の端部Wxが、固定テーブルから搬入位置側に予め定められたX方向の第1の位置Cxに到達したとき、速度を第1の速度V1から第2の速度Vxに減速する工程(S204,S205)と、ワークの固定テーブル側のX方向の端部Wxが、固定テーブルからX方向の機械原点に対応する第2の位置Oxへ到達したとき、速度を第2の速度V2から第1の速度V1に戻し、加工位置に移動させる工程(S207)と、を備えた。
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
位置決め精度補正機能を備えたワイヤ放電加工機
【課題】機械の設置状態や、加工液重量あるいはワーク重量などの影響で悪化する位置決め精度を向上させる機能を備えたワイヤ放電加工機を提供する。
【解決手段】加工槽3内のテーブル13に2つの接触検出用治具20を取り付け、接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。次に、テーブル13上にワーク15をセットし、加工液16を加工槽3に実加工を行う状態と同じ液位まで溜め、同様に接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。そして2つの距離の誤差から計算により補正量を求め、加工槽3内の加工液16の重量およびワーク15の重量による位置決め精度の変化を補正する。
(もっと読む)
ワーク接触点補正システムおよび旋盤
【課題】簡単かつ高精度に、ワークの被接触面に対するワーク接触部材の接触点の位置を補正できるワーク接触点補正システムおよび旋盤を提供することを課題とする。
【解決手段】ワーク接触点補正システム2は、ワークWの被接触面W1の形状に沿って、該被接触面W1に対する接触点が変化するワーク接触部材21と、ワーク接触部材21を撮像する撮像装置24と、撮像装置24が撮像した画像からワーク接触部材21の外形線に関する実測データR1を取得し、実測データR1を基に接触点の位置を補正する演算部220aを有する制御装置22と、を備えることを特徴とする。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の基台が熱変形しても高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1および第2水準測定値取得工程(ステップS3〜S8)において、基台10に支持された回転体60に内蔵された水準器70から、第1角度および該第1角度から180度回転した第2角度における鉛直軸線に対する水準器70の測定角度として第1および第2水準測定値を取得するようにしている。これにより、傾斜角度演算工程(ステップS9)において、第1および第2水準測定値に基づいて、水準器70の熱変形をキャンセルした鉛直軸線に対する回転体60の傾斜角度を求めることができる。よって、基台10が熱変形しても高精度に熱変位補正が可能となる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
サーボモータ制御装置及びサーボモータ制御方法
【課題】動作履歴や経年変化による案内面抵抗の変化に影響を受けにくくして誤差の発生を抑制し、加工面品位を向上させると共に、様々な運転条件にも対応可能とする。
【解決手段】サーボモータ制御装置1は、反転動作の開始と終了とを判断する反転動作判定装置20と、位置指令値Xiと検出位置情報との間の位置誤差を算出する減算器14と、算出された位置誤差から補正量を演算して記憶する補正量演算記憶装置23と、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する検出位置補正装置24と、を備え、検出位置補正装置24は、反転動作の開始判断に伴い、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する一方、補正量演算記憶装置23は、当該補正後のテーブル7の移動制御によって得られる検出位置情報と位置指令値Xiとの間の位置誤差から新たな補正量を演算して次回の反転動作の際に用いる補正量を更新する。
(もっと読む)
工作機械
【課題】象限突起を軽減する補正値を容易に算出することができ、被加工物の加工精度を向上させることができる工作機械を提供する。
【解決手段】サーボモータ60の目標位置指令S1に応じ、サーボモータの回転によって被加工物が載置された移動体71を移動させると共に、目標位置指令によってサーボモータの回転方向が反転する際に被加工物に生じる象限突起を軽減するように補正する工作機械1において、移動体の位置を検出する位置検出部80と、回転方向が反転した後に、サーボモータの回転速度を回転方向が反転する前の回転速度に同期するように漸減補正する回転速度漸減補正値を算出する回転速度漸減補正値算出部20と、を備え、回転速度漸減補正値算出部は、目標位置指令と位置検出部からフィードバックされる移動体の位置との位置偏差eに基づいて、回転速度漸減補正値を算出する。
(もっと読む)
数値制御装置及びクランプ解除方法
【課題】制御軸の移動の指示があった場合に速やかに制御軸を移動できる数値制御装置及びクランプ解除方法を提供する。
【解決手段】数値制御装置はNCプログラム中に制御軸移動指令があった場合、クランプ制御装置にアンクランプ信号を出力する(S11)。回転テーブルを移動させる目標移動量のうちの微小移動量の移動を指示する第一移動指令を回転テーブル駆動モータに送信する(S16)。回転テーブルはアンクランプされた直後に移動できる。回転テーブル装置は高速駆動が可能となる。さらに回転テーブルが移動した場合(S17:YES)、目標移動量から微小移動量を差し引いた残存移動量の移動を指示する第二移動指令を回転テーブル駆動モータに送信する(S18)。回転テーブルは当初の目標移動量を速やかに移動できる。
(もっと読む)
数値制御工作機械
【課題】 NC制御軸であるZ軸(第1軸移動体)に対して同期制御されないX軸(第2軸移動体)を備えた数値制御工作機械において、Z軸のサーボ遅れに伴う加工形状誤差を解消し、加工精度を高める。
【解決手段】 ワーク10をテーブル11に保持し、テーブル11のX軸位置をX軸駆動機構12により制御する。砥石20を砥石主軸頭21に支持し、砥石主軸頭21のZ軸位置をZ軸サーボ機構22により制御する。クラウニングデータ記憶部5は、テーブル11のX軸位置に対応する砥石主軸頭21のZ軸位置を定義した加工形状データを記憶する。X軸仮想位置演算部6は、Z軸のサーボ加減速時間中におけるテーブル11の移動距離を算出し、この移動距離をテーブル11の現在位置に加算した地点にX軸仮想位置を求める。クラウニング制御部4は、X軸仮想位置に対応する砥石主軸頭21のZ軸位置を加工形状データより求め、Z軸補間演算部3を介してZ軸サーボ機構22に提供する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
工作機械、加工方法、プログラム及びNCデータ生成装置
【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
数値制御装置、移動制御方法、移動制御プログラム及び記憶媒体
【課題】加工プログラム実行中に時定数を変更しても、コーナ点の前後で適切に加速度制御ができる数値制御装置、移動制御方法、移動制御プログラム及び記憶媒体を提供する。
【解決手段】CPUは、加工プログラムを1ブロック毎に解析する(S11)。1ブロック中に時定数変更指令があった場合(S12:YES)、フラッシュメモリに記憶した時定数tを変更する(S13)。CPUは、移動経路のコーナを通過する際のコーナ減速時間tcをフラッシュメモリに記憶した時定数tに基づき算出する(S14)。故に、CPUは、加工プログラム実行中に時定数を変更しても、フラッシュメモリに記憶した変更後の時定数tに応じてコーナ減速時間tcを算出できる。
(もっと読む)
横型工作機械
【課題】主軸の振り回しを安定させた上で、空間精度を補正して、大幅な精度向上が可能な横型工作機械を提供する。
【解決手段】横型工作機械10に、ラム17のたわみを補正するラムテンションバー20と、サドル16を吊り上げる2箇所の吊り力を調整して、サドル16の傾きを補正する吊り力補正機構30と、コラム14の曲がりを補正するコラムテンションバー40と、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を制御すると共に、数値制御により空間精度を補正する空間精度補正機能を有する制御装置とを設け、制御装置により、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を用いて、主軸18の先端の振り回しのみを補正すると共に、ベッド11の沈み込みによる空間精度の悪化を、空間精度補正機能を用いて補正する。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
工具研削盤における熱変位補正方法、工具研削盤、NCプログラム
【課題】設備コストがかからない簡単な構成で熱変位補正を可能とする。
【解決手段】S1で暖機運転を行い(第1の暖機運転ステップ)、S3で各基準点の座標値を測定する(第2の基準点測定ステップ)。S5で、測定された座標値と前日の座標値とを比較して両者の差を算出し、S6で算出した差が許容値内にあるか否かを判別する(第1の判別ステップ)。ここで差が許容値内になければ、N回に達するまで暖機運転を繰り返し(第2の暖機運転ステップ)。暖機運転がN回に達すると、S3で再び各基準点の座標値を測定して(第3の基準点測定ステップ)、S5,6で前日の座標値との差が許容値内にあるか否かを判別する(第2の判別ステップ)。ここで許容値内になければ、暖機運転をN回繰り返しても座標値の差が許容値内にならなかったとして、S11で、差に基づいてワーク座標原点を補正し(補正ステップ)、補正したNCプログラムで加工を行う。
(もっと読む)
1 - 20 / 105
[ Back to top ]