
Fターム[3C001TB10]の内容
Fターム[3C001TB10]に分類される特許
1 - 20 / 85
研削盤の制御装置および制御方法
【課題】簡便にワークの膨張量を求めることができて、その膨張量に基づいて研削目標値を補正することにより、加工寸法のばらつきを低減できるようにした研削盤の制御装置を提供する。
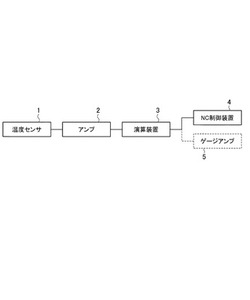
【解決手段】循環使用する研削液を研削箇所に供給しながら研削目標値となるように順次ワークを研削する研削盤の制御装置であって、各ワークの研削工程ごとに循環使用する研削液の温度を定点測定する温度センサ1と、温度センサの測定した研削液温に変化があった場合にその変化量に基づいて研削目標値の補正値を演算し、その補正値に基づいて研削盤の研削目標値を補正する演算装置3と、を備える。
(もっと読む)
誤差補正部を備えた数値制御装置

【課題】誤差補正部を備えた数値制御装置。
【解決手段】ヘッド側合成リンクベクトルVLh,テーブル側合成リンクベクトルVLt,ヘッド側合成誤差リンクベクトルVLh’およびテーブル側合成誤差リンクベクトルVLt’の関係と補正量Δ3DとヘッドおよびZ軸コラムとの関係から、補正量Δ3Dの補正を行うことによって、工具先端点をヘッド側合成誤差リンクベクトルの先端(VLh’の先端)からテーブル側合成誤差リンクベクトルの先端(VLt’の先端)に移動し、各リンクベクトルVh,Vx,Vy,Vz,Vc,Va,Vtに伸縮誤差、並進誤差または回転誤差があっても実際の工具先端点は実際のワーク上の正しい加工位置に移動し、ワークに対する正しい加工が行われる。
(もっと読む)
工作機械用制御装置
【課題】工作機械で生じる熱変位量を算出処理する処理負担を軽減するとともに処理速度の低下を回避し、しかもワークの加工精度向上を実現する工作機械用制御装置を提供すること。
【解決手段】逐次解析制御部110、事前解析制御部120、補正値算出部130、変化量算出部140及びモード切換部150を備え、工作機械Mの構成部分に発生する熱変位量に基づいて補正された加工プログラムを実行して工作機械Mを動作させ、ワークWに対する高精度な加工を実現する工作機械用制御装置100。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱変形に対し信頼性の高い熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
工作機械の数値制御装置
【課題】効率的な空間補正を可能にすることにより、従来と比較して高精度に位置決め誤差を補正する工作機械の数値制御装置を提供することを目的とする。
【解決手段】数値制御装置1は、可動領域Taを格子状に分割した複数の単位格子Sを記憶する単位格子記憶手段11と、格子点Pgにおける位置決め誤差の補正データを格子点Pgに関連付けて記憶する補正データ記憶手段12と、1または複数の単位格子Sにより形成される移動領域Tmを取得する移動領域取得手段13と、移動領域Tmに含まれる格子点Pgと補正データ記憶手段12に記憶される補正データとに基づいて、NCデータの指令位置に対する補正値を算出する補正値算出手段14と、NCデータと補正値とに基づいて駆動軸を制御する制御手段21と、を備える。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
熱変位補正装置および熱変位補正方法
【課題】より高精度にワーク自身の熱変位補正を行うことができる熱変位補正装置および熱変位補正方法を提供する。
【解決手段】ワークWの温度を実際に変化させた時にワークWの基準点P1に対するワークWの所定点P2〜P7の熱変位方向θ2〜θ7を予め測定しておき、測定した熱変位方向θ2〜θ7をデータベース32に記憶しておく。データベース32に記憶されているワークWの所定点P2〜P7の熱変位方向θ2〜θ7、ワークWの温度Tw、および、ワークWの線膨張係数に基づいて、加工時におけるワークWの所定点P2〜P7の熱変位補正位置Ob2〜Ob7を算出する。そして、ワークWの所定点P2〜P7を工具5により加工する際に、熱変位補正位置Ob2〜Ob7に基づいてワークWの基準点P1に対する工具5の相対位置を補正する。
(もっと読む)
主軸装置
【課題】中繰り主軸の熱変位量を、応答性良く、より正確に把握し、より高い加工精度を得ることができる主軸装置を提供する。
【解決手段】中繰り主軸16と主軸サポート17と制御装置32とを有し、主軸サポート17の後端部の軸方向(Z軸方向)の熱変位量を測定する熱変位センサ30を設け、制御装置32は、熱変位センサ30により測定された熱変位量δBを用いて、主軸先端16aの熱変位量δAを求め、その機械座標位置を補正する。
(もっと読む)
工作機械の熱変位補正装置及び方法
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
工作機械の熱変位補正システム
【課題】コラム前面を基準位置として熱変位量を評価し、且つ、テーブルの熱変位量が不均一であっても精度のよい熱変位補正を行うことなどが可能な工作機械の熱変位補正システムを提供する。
【解決手段】例えば、位置検出器温度センサ41−6と、テーブル温度センサ41−1〜41−5と、温度データa6を入力する温度データ入力部、温度データa6に基づいて位置検出器の熱変位量を算出する熱変位量算出部、温度データa1〜a5を入力する温度データ入力部、温度データa1〜a5に基づいてX軸方向の温度分布に応じたテーブルの熱変位量を算出する熱変位量算出部、前記位置検出器の熱変位量と前記テーブルの熱変位量とに基づいてコラム前面を基準位置としたテーブル系統の熱変位量を算出する熱変位量算出部、前記テーブル系統の熱変位量に基づいてX軸の補正量を出力するX軸補正量出力部を有する変位補正装置とを備えた構成とする。
(もっと読む)
工作機械の熱変位補正方法及び工作機械
【課題】センサや高機能な演算装置を不要とすることで、工作機械の稼働停止期間を短時間とし、稼働時間や熱変位が変更された場合であっても、最適な補正を行い、常に高い工作精度を保つことを可能とする熱変位補正手段を備えた工作機械及び制御方法を提供することにある。
【解決手段】
マシニングセンタ1の熱変位補正方法は、マシニングセンタ1の稼働時に生じる熱変位の時間に対する変化を予め測定してデータテーブル25を作成する第1のステップと、このデータテーブル25をPLC演算部24に記憶する第2のステップと、マシニングセンタ1の稼働時間とデータテーブル25とに基づいて現在の熱変位を導き出す第3のステップと、現在の熱変位に基づいて加工制御の補正値を演算する第4のステップと、を実行することにある。
(もっと読む)
工作機械
【課題】ランニングコスト及びイニシャルコストを抑えつつ、コラムの各部分の熱膨張差によるコラムの傾きを抑える。
【解決手段】上下のそれぞれの端が開口し、工具ヘッドを間接的に支持する筒状のコラム10と、コラム10の下方開口23の縁と設置面Fとの間に配置され、コラム10を持ち上げて支持する複数の脚31と、コラム10の下方開口22から雰囲気空気をコラム内に取り入れ、上方開口13から雰囲気空気を排気させるファンユニット40と、を備えている。
(もっと読む)
加工装置による被加工物の加工方法
【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の電源投入直後からより高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】傾斜量取得部52は、電源投入(時点t0)直後に、コラム10に設定された傾斜検査点P1の傾斜量θaを直接取得するようにしているので、この傾斜量θaをもとにコールドスタート時に高精度な熱変位補正が可能となる。この傾斜量の取得はコラム10が移動しているときは困難であるが、温度変化量取得部55は、電源投入(時点t0)から所定時間(時点t1)経過後に、コラム10に設定された各温度検査点Pa0〜Pa5の温度分布の時間的変化量を取得するようにしているので、コラム10が移動していても温度分布の時間的変化量をもとに高精度な熱変位補正が可能となる。よって、加工のサイクルタイムのロスを解消することができ、加工効率を向上させることができる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】簡易な構成でより高精度に熱変位補正が可能な工作機械の熱変位補正方法等を提供すること。
【解決手段】支持剛性推定部54は、コラム10に対する経時変化した水平方向の支持剛性Kh、垂直方向の支持剛性Kvを、熱伸長量取得部52、温度変化量取得部53において取得される部材15(コラム10)の熱伸長量ΔL、温度変化量Δtに基づいて推定している。コラム10の姿勢に大きく影響する支持剛性Kh,Kvが経時変化した場合、支持剛性推定部54は、熱伸長量ΔL、温度変化量Δtに基づいて経時変化した支持剛性Kh,Kvを一旦推定し、熱変位量導出部55は、該支持剛性Kh,Kvに基づいてコラム10の水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vを求めている。よって、水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vの精度を高めることができ、簡易な構成でより高精度な熱変位補正が可能となる。
(もっと読む)
工作機械における温度に依存した位置変化を補償するための方法およびデバイス
【課題】工作機械での温度に依存した位置変化を補償すること
【解決手段】本発明は、少なくとも1つのリニア軸を有する工作機械での温度に依存する位置変化を補償するための方法およびデバイスに関する。本発明の方法によれば、工作機械の第1リニア軸の第1温度測定位置にて少なくとも1つの第1温度を得て、第1基準温度と第1温度との間の第1温度差を得て、この第1温度差に応じて第1補償値を決定し、第1補償値に応じて工作機械での温度に依存する位置変化を補償する。本発明は、第1補償値を更に第1リニア軸の軸位置に応じて決定することを特徴とする。
(もっと読む)
工作機械の制御方法および制御装置
【課題】加工における熱変位を制御し、加工の高精度化を図ることができる工作機械の制御方法および制御装置を提供することを目的とする。
【解決手段】複数の検査位置の温度を取得する温度取得工程52と、複数の検査位置における温度に基づいて支持体10の温度分布を作成する温度分布作成工程53と、支持体10に熱変位が生じているものと判定する判定工程54と、複数の動作経路を作成する動作経路作成工程55と、未加工の動作経路の順序を温度分布に基づいて変更する動作経路変更工程56とを備える。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱影響による多様な変位状態に対応し、より高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供することを目的とする。
【解決手段】支持体10に設定された少なくとも3箇所の各検査点の熱変位位置を取得する検査点位置情報取得工程60と、各検査点における熱変位位置に基づいて、支持体10の変形形状の近似曲線Cを算出する近似曲線算出工程52と、移動体20の指令位置と近似曲線Cとに基づいて指令位置に対する補正値Rzを算出する補正値算出工程53と、補正値Rzにより移動体20の指令位置を補正する補正工程56とを備える。
(もっと読む)
1 - 20 / 85
[ Back to top ]