
Fターム[3C038CB02]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(制御手段) (169) | 電気的制御手段 (84) | 演算回路、比較回路を有するもの (65)
Fターム[3C038CB02]に分類される特許
1 - 20 / 65
インパクト回転工具
【課題】より正確なトルクでの締め付けを行うことができるものとする。
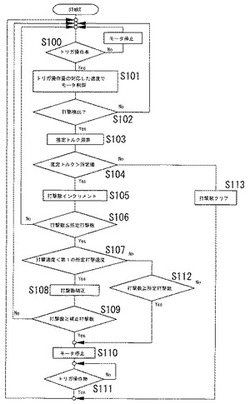
【解決手段】モータ出力によって出力軸に打撃衝撃を加えるインパクト機構と、該インパクト機構による打撃を検出する打撃検出手段21と、モータの回転数を検出する回転角検出手段22と、打撃検出手段で得られる打撃のタイミングと回転角検出手段によるモータ回転角とから打撃速度を算出する打撃検出手段24と、前記打撃検出手段で検出された打撃数をカウントして所定打撃数になればモータを停止させる制御手段10とを備え、制御手段は打撃速度検出手段で得られた打撃速度が所定打撃速度以下であるときに不足打撃数を補正する。さらに不足打撃数の補正量を調整するための調整部15を備える。
(もっと読む)
トルクレンチ及びこれを備えた締め付け装置

【目的】 本発明の目的は、締め付け作業時に締め付けトルク値を得ることが可能なトルクレンチ及びこれを備えた締め付け装置を提供する。
【構成】 トルクレンチWは、締め付け部10が着脱自在であるヘッド部21を有するレンチボディと、前記レンチボディ内に設けられており且つ締め付け部10に係合可能な第1端部と、前記第1端部の反対側の第2端部とを有するトルク伝達部と、前記トルク伝達部の第2端部に当接しており且つ当該トルク伝達部を通じて前記締め付け部にかかる荷重を受け、電気信号に変換して出力可能なロードセルとを備えている。
(もっと読む)
電動工具
【課題】電子クラッチ式の電動工具において、モータの駆動開始直後から出力軸の回転トルクを設定トルク以下に制限できるようにする。
【解決手段】モータ電流が電流閾値を越えるとモータの駆動を停止する電動工具において、モータの駆動開始後、モータの駆動制御に用いられる出力dutyが増加する間(時点t0−t1間)は、電流閾値を更新値βにて決定される一定の傾きで増加させる。出力duty=目標dutyとなる時点t1以降は、電流閾値を更新値γにて決定される一定の傾きで低下させ、電流閾値が、電動工具の設定トルクに基づき設定される最終値に達すると(時点t2)、電流閾値をその最終値に固定する。この結果、モータの駆動開始直後から、電動工具の回転トルクを設定トルク以下に制限することができる。
(もっと読む)
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が所定角度として一定である締付角度基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付角度基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が大きいほど締付トルクが大きくなる直線からなる締付基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
軸力算出方法および締付工具
【課題】ボルトの締結部に、パッキン等の軟性部材が介設されている場合において、所定の時間が経過した後に残留する軸力を算出することができる軸力算出方法を提供する。
【解決手段】各ワーク13・15にパッキン14を介設した状態でボルト11を締め付けて、各ワーク13・15を締結するときに、ボルト11(もしくはナット孔15a)に作用する予想軸力F2を算出するための軸力算出方法であって、ボルト11の締め付け完了時において該ボルト11に作用する軸力F1と、ボルト11の締め付け完了時から所定時間経過後に該ボルト11に作用する予想軸力F2と、の比(軸力降下率M(t1))を、ボルト11の締付時間t1の関数として表した関係式(数式5)を予め算出しておくとともに、ボルト11の締め付け完了時に該ボルト11に作用する軸力F1の検出値と、ボルト11の締付時間t1を、関係式(数式5)に代入して、予想軸力F2を算出する。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置
【課題】ラインにおける実際の動作時に締付けトルクを検出する手段を必要とすることなく、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定する螺子締めロボットのパラメータ自動調整装置を提供する。
【解決手段】パラメータ推定部58は、動作テストの履歴から学習した螺子締めパラメータと締付けトルクとの関係を示す締付けトルク推定モデルを用いて螺子締めパラメータの最適な値を算出する。また、締付けトルク推定モデルの簡略化、D最適計画、信頼区間に基づくテストパラメータの生成により、動作テストの回数は減少する。これにより、必要な動作テストの回数、すなわち消費するテストピースの数は、数十個程度と熟練者に近くなる。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法
【課題】熟練度に関わらず少ない動作テスト回数で精度の高いパラメータが自動的に設定されるとともに、初期特性の取得の際における過剰な動作による損傷を回避する螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法を提供する。
【解決手段】第二期初期回転量設定部56は、初期特性の取得に際して第二期における回転量の初期値を、「1回」に設定する。これにより、ワーク32に対する螺子34のねじ込み量が不明なときでも、初期特性調査処理における第二期の回転量は過剰となることがない。したがって、初期特性の取得の際における過剰な動作によるテストピースおよび螺子締めロボット10の損傷を回避することができる。
(もっと読む)
締め付け工具
【課題】作業者の手振れの影響を低減できる締め付け工具を提供する。
【解決手段】作業者がボルト100の締め付け作業を行う際に用いるインパクトレンチ10であって、エアモータ23と、エアモータ23からの回転トルクが付与されて回転する主軸24と、主軸24の回転角度を検出する角度センサ40と、作業者の手振れによるインパクトレンチ10の回転角度を検出するジャイロセンサ60と、主軸24の回転によってネジの締め付け制御を行うコントローラ50と、を具備し、コントローラ50は、回転角度ωおよび手振れ角度φに基づいてボルト100の締め付け制御を行う。
(もっと読む)
打撃式締め付け工具
【課題】ネジを確実に締め付けることができる打撃式締め付け工具を提供する。
【解決手段】エアモータ23(もしくは電動モータ)と、該エアモータ23からの回転トルクが変換されたパルス状の打撃トルクが付与されて回転する主軸24とを備え、該主軸24の回転により、ネジ100の締め付けを行うインパクトレンチ10であって、ネジ100の締め付けトルクTを検出するトルクセンサ30と、前記主軸24の回転角度を検出する角度センサ40と、ネジ100の締め付け完了を判断するコントローラ50と、を具備し、前記コントローラ50は、前記締め付けトルクTと、主軸の回転角度の増加度合いを示す回転角度の増加分ΔRと、に基づいて、ネジの締め付け完了を判断する。
(もっと読む)
電動工具
【課題】 負荷の大きさに応じた適切なソフトスタート制御を行うことの可能な電動工具を提供する。
【解決手段】 ドライバドリル1は、モータ63と、モータ63に電圧を印加するインバータ回路62と、インバータ回路62からモータ63への電力供給の開始を指示するトリガ部52と、トリガ部52からの指示に応じて、モータ63に供給される電力が目標値に達するまで、所定の増加率でモータ63に電圧を印加するようにインバータ回路62を制御する制御回路部51と、モータ63にかかる負荷の大きさを検出するホールIC63i−63kと、を備え、制御回路部51は、負荷の大きさに応じて所定の増加率を変更する。
(もっと読む)
重力センサを備えるトルクレンチ及びその回転角度を正確に計算する方法
【課題】重力センサを利用し、トルクレンチの角度を測定することができる上、手作業により発生する誤差を修正することができる重力センサを備えるトルクレンチ及びその回転角度を正確に計算する方法を提供する。
【解決手段】重力センサを備えるトルクレンチ300は、ワークにトルクを加えるレンチ本体310と、トルクが所定のトルク値より大きいか否かを測定するトルクセンサ321と、トルクが所定のトルク値より大きいとき、レンチ本体310の回転角度を測定し、角度値を生成する角度センサ322と、レンチ本体310の傾き角度を測定する重力センサ323と、傾き角度に基づいて角度値を修正し、正確な角度値を生成する処理ユニット324とを備える。
(もっと読む)
締結部材の締め付けトルク検査方法及び締め付けトルク検査システム
【課題】締結部材の締め付けトルク検査方法において、締結部材の検査締め付けトルクを検出する場合に、被締結部材の剛性が低く、かつ、低トルク領域で検出する場合でも高精度に検査締め付けトルクを検出可能とすることである。
【解決手段】締め付けトルク検査方法は、ボルトを自動締め付け機構により増し締めするとともに、増し締め時の締め付けトルクT及び締め付け角度θを検出するステップと、検出されたT、θから、dT/dθを表す締め付け角度微分値特性を取得するステップと、取得された締め付け角度微分値特性で、dT2/d2θが負となり、かつ、dT/dθが0または0近辺の所定の設定微分値となる場合の、対応する締め付けトルクに基づいて、検査締め付けトルクTmを取得するステップとを含む。
(もっと読む)
締付装置及び回転角法による締付方法
【課題】締め付け作業毎にスナグ点を求めることで締め付け作業を最適になし得る、締付装置及び回転角法による締付方法を提供する。
【解決手段】締付部品2を回転して締め付る駆動部11と、締付部品2に加わるトルク及び締付部品2の回転角度を検出する検出部12と、検出部12で検出した値からスナグ点を判定する判定部14と、を設ける。判定部14は、締付部品2の一定の回転角度毎におけるトルクの変化量を算出し、その変化量が一定とみなされる範囲となったときをスナグ点と判定する。
(もっと読む)
ネジのネジ込み量の管理方法および装置
【課題】ワークの表面に傷をつけることなく、ワークにネジ込まれるネジのネジ込み量の適不適を正確に判断すること。
【解決手段】基台上に順次セットされるワークにネジ込まれる各ネジのネジ込み量を管理する方法であって、各ワークについて、ネジ込み後のネジの高さPを基台の位置を基準として計測し、計測されたネジの高さPのワークに対する移動平均Aを求め、求めた移動平均Aを基準とし、その基準に対する所定範囲である上限値GUおよび下限値GSを定め、計測されたネジの高さPが上限値GUまたは下限値GSを越えたときに不適であると判断する。
(もっと読む)
被締付物の締め付けトルク測定方法
【課題】被締結物を各種製品に締め付けた際に、その締め付けが適切なトルクで達成されているか否かをバラツキなく測定する。
【解決手段】トルク測定治具が被締結物の増し締めを行っている時間を細分化して、細分化した時点毎に検出される増し締めトルクを逐次サンプルホールドし、細分化された時点毎の増し締めトルクを所定の細分化数毎にグループ化すると共に、所要数の増し締めトルクのグループよりも時間的に遅れて細分化された時点毎の増し締めトルクも所定の細分化数毎にグループ化し、時間的に後行するグループでの最大のトルク変化値と、時間的に先行するグループでの最大のトルク値との比率を演算し、後行するグループの最大のトルク変化値と、先行するグループの最大のトルク変化値との比率が、増し締めトルクの測定に先立ち予め設定しておいた閾値に合致した時点で測定される現実の増し締めトルク値をもって、被締結物の締め付けトルクと推定する。
(もっと読む)
仮締め判定方法
【課題】 サーボモータの機能を利用した締付装置の仮締め判定方法を提供する。
【解決手段】 現在値(A)のパルス数を取りみ、次いで0.02秒後の現在値(B)のパルス数を取り込み、B−A<50パルスか否かを計算する。B−A≧50パルスの場合は、上記を繰り返し、5回連続(0.1秒間)してB−A<50パルスとなった場合にはサーボモータ3が停止したと判断する。上記の如くして、サーボモータ3の現在値(パルス)を監視し、連続して5回パルス変化量が小さくなって、回転が止まったと判断したならば、そのときのパルス現在値(C)を取り込む。そして、パルス現在値(C)がC<20000(第1設定値)の場合には噛み込みと判定し、C≧100000(第2設定値)の場合には空回りと判定し、20000≦C<100000の場合には仮締めが正常になされたと判断する。
(もっと読む)
インパクト締付工具の締付角度の測定方法
【課題】パルス状に発生する締付トルクを用いるインパクト締付工具において、締付角度測定の精度を向上させることができる。
【解決手段】スナッグトルク値Tsと、カットトルク値Tcを予め設定する。締付開始後に初めてトルク値Ts以上となった初回締付トルクについてのトルクセンサの検出値をTs1とし、締付開始後から初回締付トルクまでの角度センサの検出値の積算値をθs1とする。初回締付トルクの直前の締付トルクについてのトルクセンサの検出値をTbとし、締付開始後から直前締付トルクまでの角度センサの検出値の積算値をθbとする。締付開始後から、トルク値Tc以上となったパルス状の締付トルクである終了締付トルクまでの角度センサの検出値の積算値をθc1とする。この場合に、締付角度θaを下記の式(1)によって算出する。
θa=θc1−[θb+{(θs1−θb)×(Ts−Tb)/(Ts1−Tb)}]
(もっと読む)
ねじ締め装置
【課題】ねじ孔に対するねじのかじりやねじ浮き等のねじの締付け不良を、容易かつ簡便にして比較的簡単な構成により、低コストで適正かつ確実に検出することができるねじ締め装置を提供する。
【解決手段】回転工具の回転駆動に伴う回転数や回転時間に基づく回転量を検出するための回転量検出手段32と、ねじ締め基準時点が設定された後において、前記回転工具の駆動手段を始動させてねじ締め始動時点を設定するねじ締め始動時点設定手段20と、前記回転工具に生じる負荷トルクが予め設定したトルク値に達した際のねじ締め完了時点を検出するねじ締め完了時点検出手段26と、前記ねじ締め基準時点の設定後において前記ねじ締め始動時点から前記ねじ締め完了時点までに検出された回転工具の回転量が、予め設定した基準値と比較してその許容範囲内にあるか否かを判定してねじの締付け良否を判定するねじ締め良否判定手段42とから構成される。
(もっと読む)
電動工具およびモータの回転制御方法
【課題】モータのトルク−回転数特性を最も作業効率が良くなるように制御する。
【解決手段】電流検出部34には回転中のモータ14から電流が入力され、電圧制御部36には充電池12の電圧が入力される。電圧制御部36は、入力された電圧および電流検出部34に入力された電流に基づいてモータ14の最適回転数に対応する駆動電圧を、モータドライバ13に出力する。即ち、充電池の充電状態または負荷トルクに拘らず最適回転数に一致するので、インパクトドライバはねじが異なる場合でもねじ締めを最も効率良く行う。従って、負荷トルクと比例関係にある負荷電流および充電池12の電圧に基づいてモータ制御を行うので、モータ駆動電圧を負荷トルク即ちねじ負荷に対応する最適回転数に適宜変動し得、電動工具に応じるモータのトルク−回転数特性を最も作業効率が良くなるように制御できる。
(もっと読む)
1 - 20 / 65
[ Back to top ]