
Fターム[3C043BA16]の内容
Fターム[3C043BA16]に分類される特許
1 - 20 / 112
研削装置
ウエーハの加工方法
両頭研削盤
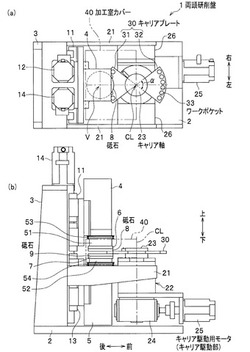
【課題】加工室カバーを小型化できると共に、加工室カバーの外部でキャリアプレートに対するワークの着脱を行うことができる両頭研削盤を提供する。
【解決手段】両頭研削盤1において、キャリアプレート30は、キャリア軸23を中心とする90度未満の中心角αを持つ扇形の外形形状を呈すると共にワークポケット33が複数形成された一対のキャリア部31,32を有し、キャリア軸23は、当該キャリア軸23の中心線CLの延長方向から見て、加工室カバー40の内外の境界部に設置され、キャリア軸23の回転に従って、キャリア部31,32が加工室カバー40の内部に対して出入りする。
(もっと読む)
研削装置及び円形板状ワークの洗浄方法

【課題】研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分も洗浄できるようにする。
【解決手段】洗浄部材621に、搬出手段が保持した円形板状ワークの被保持面Tを接触させ、洗浄手段を構成する回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tのうち回転防止部材82が接触している箇所以外の部分を洗浄し、その後、回転防止部材82を下降させて、被保持面Tのうち回転防止部材82が接触していた部分を露出させ、洗浄部材621を所定角度回転させることによって円形板状ワークが当該所定角度と同じ角度回転した後、再び回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tの未洗浄部分を洗浄する。
(もっと読む)
加工装置
【課題】吸着保持面を有するチャックテーブルにおいて板状ワークを保持する場合に、吸着保持面が完全に覆われるように板状ワークを載置できるようにする。
【解決手段】チャックテーブル2に位置決めブロック24が固定され、位置決めブロック24には板状ワークWのオリエンテーションフラットOFと吸着保持部20に形成されたフラット部200とを平行にする角度位置決め部243と、角度位置決め部243の両端に設けられチャックテーブル2の中心と板状ワークW中心とを一致させる2つの中心位置決め部244とを備え、板状ワークWを位置決めブロック24に押し当てるだけで、板状ワークWの角度と中心位置をあわせることができ、板状ワークWを容易かつ確実に吸着保持することができる。
(もっと読む)
平面研削盤のワーク投入装置
【課題】保持空間内におけるワークの傾きに起因した噛み込みを防止し、ワークを確実に収納ポケット内に収納することができるワーク投入装置を提供する。
【解決手段】ワーク投入装置10は、ワークWを保持するための保持空間21が表裏に貫通するように形成された板状の保持プレート20と、保持空間21内にワークWを供給する供給機構30と、保持空間21内に供給されたワークWを下方に押す押出機構40と、保持空間21内の空気を吸引し、当該保持空間21内に供給されたワークWを保持面21a,21cに吸着して、当該ワークWを保持空間21内に保持するための吸引機構50とから構成される。ワークWを保持面21a,21cに吸着することで、その姿勢が変化するのを防止することができ、ワークWを確実に収納ポケット5内に収納することができる。
(もっと読む)
硬質基板の研削方法
【課題】サファイア基板等の硬質基板を損傷させることなく所定の厚みに研削することができる硬質基板の研削方法を提供する。
【解決手段】環状のフレーム3に装着され紫外線を照射することによって硬化する粘着層32を有する粘着テープ30の粘着層に硬質基板2の被研削面と反対面を貼着する工程と、硬質基板より大きい押圧面を有する第1の押圧部材41と第2の押圧部材42とによって粘着テープと硬質基板とを挟んで所定の温度で加熱しつつ所定の圧力で所定時間押圧することにより、硬質基板の外周から粘着層を盛り上がらせて硬質基板の外周部を囲繞する環状の保持土手322を形成する工程と、保持土手形成工程が実施された粘着テープに紫外線を照射し、粘着テープの粘着層における少なくとも保持土手を含む内側の領域を硬化せしめる工程と、粘着層硬化工程が実施された粘着テープ側を研削装置のチャックテーブルに保持し、硬質基板の被研削面を研削する。
(もっと読む)
ウエーハの研削方法および保護膜形成装置
【課題】研削精度を確保し、研削後のウエーハを損傷させることがないとともに、研削時に付着した研削屑を確実に除去することができるウエーハの研削方法を提供する。
【解決手段】ウエーハの被研削面を研削するウエーハの研削方法であって、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、ウエーハの被研削面と反対側の支持面に形成された保護膜の表面を旋削して保護膜の厚みを均一にする保護膜平坦化工程と、ウエーハの被研削面と反対側の支持面に形成され厚みが均一な保護膜側を研削装置のチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程とを含む。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】キャリアリングに加わる外力の影響を少なくできワークの研削精度を向上させることができると共に、摩擦等の問題が発生せず長期間にわたって良好な研削精度を維持できるようにする。
【解決手段】キャリア4に装着された薄板状のワークWを一対の静圧パッド1により非接触で静圧支持し、キャリア4を介してワークWを回転させながら、一対の研削砥石3によりワークWの両面を研削する両頭平面研削盤において、キャリア4の外周のキャリアリング5を非接触で静圧支持する静圧キャリアガイド6a,6bを周方向に複数個備える。キャリアリング5は円筒面状の外周面12を有し、その外周面12に近接して各静圧キャリアガイド6a,6bを略等配に配置する。静圧キャリアガイド6a,6bは固定しても良いし、フローティング可能にしても良い。
(もっと読む)
板状体の加工方法
【課題】作業時間を短縮でき、また研削面、研磨面の面精度を向上させることができる板状体の加工方法を提供する。
【解決手段】凹凸のある板状体1の裏面の三次元形状を形状測定装置により測定し、データに基づいて、板状体1の裏面の凹部のみならず凸部にも塗布され、塗布された紫外線硬化型インク3の上面が板状体1の裏面全体で一定の高さになるように、所定の厚さを有しかつ平面視上矩形形状あるいは円形形状に塗布され、所定の間隔Sをもって複数個形成されるように塗布しながら、紫外線照射装置によって前記インク3を固化させる塗布固化工程と、前記工程の後、板状体1裏面を下にして定盤に固定した際、定盤の上面に、固化したインク部3のみが接し、板状体1が定盤に部分的にも接しないように固定し、板状体1表面を研磨あるいは研削する工程と、前記工程の後、板状体1を上下反転して、定盤に固定し、板状体1の裏面を研磨あるいは研削する工程を含む。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消でき、所定の研削精度を長期間にわたって安定的に維持できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置を測定する一対の測定ヘッド9,10と、ワークWの両側面の基準値M1,M1と各測定ヘッド9,10の測定値M1,M1との減算により算出したワークWの両側面の位置を比較して両研削砥石5,6の切れ味差を求める切れ味比較手段26と、両研削砥石5,6に切れ味差があるときに、両研削砥石5,6の切れ味が同じになるように、研削砥石5,6の切れ味に関係する研削条件を切れ味差に応じて補正する研削条件補正手段27とを備えている。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、一対の静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置R1,R2を測定する一対の測定ヘッド9,10と、ワークWの研削精度が基準精度内に収まったときの測定ヘッド9,10の測定値M1,M2からワークWの相対位置Xを算出する演算手段22と、その相対位置Xと静圧パッド1,2間にワークWが適正に保持されるべき研削基準位置X0とを比較して差分を求める位置比較手段24と、両者に差分があるときに当該ワークWの研削後に両者の差分に応じて研削砥石5,6の研削後退端を補正する後退端補正手段25とを備えている。
(もっと読む)
研削方法
【課題】 被加工物を研削して薄く加工しても割れが生ずることのない被加工物の研削方法を提供することである。
【解決手段】 研削砥石を有する研削ホイールで被加工物を研削する研削方法であって、研削を実施中に、研削砥石の端面の下に被加工物が侵入する研削砥石に対する被加工物の少なくとも入口側で被加工物上に圧力を付与する。これにより、研削砥石に対する該入口側の被加工物を該端面の下の被加工物に対して平坦にしつつ研削を遂行する。
(もっと読む)
研磨装置
【課題】被加工物を保持するチャックテーブルの温度分布を制御して被加工物の厚みを所望の厚みに形成することができる研磨装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研磨する研磨パッドを備えた研磨手段とを具備する研磨装置であって、チャックテーブルは、被加工物を保持する保持面を有する保持テーブルと、保持テーブルを支持する支持部材とを備え、支持部材には中心部から外周に向けて渦巻状に形成された流体通路が設けられており、流体通路に温度制御流体を供給し保持テーブルの中心部から外周部における温度分布を制御する制御流体供給手段を具備している。
(もっと読む)
研削装置
【課題】中心から外周に向けて徐々に厚くなるように保護膜を被覆する保護膜被覆機構を備えるとともに、被加工物を均一な厚みに研削することができる研削装置を提供する。
【解決手段】被加工物10を保持する円錐状の保持面を備えたチャックテーブル532と、研削手段と、研削送り手段と、支持面に液状樹脂を滴下し被加工物を回転させて支持面に保護膜210を被覆する保護膜形成手段とを具備する研削装置であって、保護膜210の厚みを計測する厚み計測手段と、対面態を調整する対面状態調整手段と、保護膜210の厚み情報を記憶するメモリを備え、厚み情報に基づいて対面状態調整手段を制御する制御手段とを具備し、制御手段は、保護膜210の厚み情報に基づいて保護膜210の外周から中心に至る勾配を求め、外周から中心に至る勾配とチャックテーブル532の円錐状の保持面における外周から中心に至る勾配に基づいて対面状態調整手段を制御する。
(もっと読む)
樹脂剥がし装置および研削加工装置
【課題】ワークの一面を被覆する硬化した樹脂を容易に剥離できる樹脂剥がし装置を提供する。
【解決手段】円盤状のワークWの表面に貼りついた硬化樹脂膜Rを前記ワークWから剥離する樹脂剥がし装置であって、前記硬化樹脂膜Rは前記ワークWのエッジ全周からはみ出した状態で前記ワークWの表面に貼りついており、前記ワークWの裏面を吸着保持する保持面10hが形成された保持部10aと、前記保持部10aに保持された前記ワークWに貼りついた前記硬化樹脂膜Rのうち前記ワークWのエッジからはみ出した箇所に前記ワークWの裏面から表面に向けて外力を与える外力付与部10bと、を有することを特徴とする。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
基板の研削方法およびそれを用いて作製された半導体素子
【課題】基板の研削を簡易な方法で行なう。
【解決手段】外表面および内部に連通した空隙を含み弾性力を有する平板状の基板保持部800の一方の主表面上に基板100を載置する工程と、基板保持部800の他方の主表面側から脱気することにより、基板保持部800の一方の主表面を基板100の表面形状に沿うように変形させた状態で、基板100を基板保持部800を介して真空吸着して固定する工程とを備える。また、基板100が基板保持部800を介して固定された状態で、基板100の基板保持部800と接している主表面120とは反対側の主表面110を研削する工程と、上記研削する工程の後、真空吸着を解除する工程とを備える。
(もっと読む)
片面研削方法および装置
【課題】縦長のワークについて、ワーク高さを均一に加工するとともに、その一平坦面を中凸面形状に研削加工することができる片面研削技術を提供する。
【解決手段】回転する砥石車1の平坦な研削砥石面1aと、砥石車1に対向して固定的に配置した押えガイド2の研削案内面2aとから形成された研削部GPに、ワークWを通し送りしながらその底面Wbを片面研削する。押えガイド2の研削案内面2aは、ワークWの研削代分hを研削する研削砥石面1aの部位に対向して配置される切込み傾斜案内面5と、切込み傾斜案内面5に連続して設けられる研削砥石面1aと平行な平坦案内面6と、平坦案内面6に連続して設けられる切込み傾斜案内面5と逆の傾斜とされた逃し傾斜案内面7とを備えてなる。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】圧縮コイルばねのコイル長を従来より容易に一定値に集束させることが可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のばね研削装置10では、検出コイル長Hが、上限値Ha未満かつ規定中間値Hbより大きい場合は、砥石昇降用モータ14A,14Bにより特定補正量Jだけ砥石端面間距離Lが狭められると共に、検出コイル長Hが、規定中間値Hb未満である場合は、砥石端面間距離Lの現状が維持される。つまり、検出コイル長Hの増量分が一定の基準量(特定補正量J)に到達するまでは現状を維持する一方、到達したらその基準量に略等しい増量分を0にリセットするように砥石端面間距離Lを補正し、その補正方向は砥石端面間距離Lを狭くする方向のみとなる。これにより、ワーク90のコイル長を従来より容易に一定値に集束させることが可能になる。
(もっと読む)
1 - 20 / 112
[ Back to top ]