
Fターム[3C046FF19]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング方法 (788) | PVD (438)
Fターム[3C046FF19]の下位に属するFターム
Fターム[3C046FF19]に分類される特許
221 - 240 / 242
表面被覆切削工具およびその製造方法
【課題】 高温時の耐酸化性に優れるとともに、靭性にも優れた被膜を有する表面被覆切削工具を提供する。
【解決手段】 表面被覆切削工具は、物理蒸着法により形成される第1被膜と物理蒸着法により形成される第2被膜とを含み、第1被膜は、基材と第2被膜との間に位置するものであって、α型酸化アルミニウムによって構成されるものであり、かつ0.2GPa未満の残留応力を有し、該第2被膜は、周期律表のIVa族元素、Va族元素、VIa族元素、Al、およびSiからなる群から選ばれる少なくとも1種の元素と、炭素、窒素、酸素、および硼素からなる群から選ばれる少なくとも1種の元素とからなる化合物の少なくとも1層によって構成されるものであり、かつ圧縮残留応力を有する。
(もっと読む)
表面被覆切削工具およびその製造方法

【課題】 高温時の耐酸化性に優れるとともに、靭性にも優れかつ被膜の層間剥離を生じることがない被膜を有する表面被覆切削工具およびその製造方法を提供すること。
【解決手段】 被膜は、化学蒸着法により形成される第1被膜と物理蒸着法により形成される第2被膜および第3被膜とを含み、第1被膜は、基材1と第2被膜との間に位置するものであって、α型酸化アルミニウムを少なくとも一層含むものであり、かつ圧縮残留応力を有し、第2被膜は、周期律表のIVa族元素、Va族元素、VIa族元素、Al、およびSiからなる群から選ばれる少なくとも1種の元素の化合物よりなり、かつ圧縮残留応力を有し、第3被膜は、第1被膜と第2被膜との間に位置するものであって、α型酸化アルミニウム、γ型酸化アルミニウムまたは非晶質酸化アルミニウムによって構成されるものであることを特徴とする表面被覆切削工具が提供される。
(もっと読む)
表面被覆切削工具およびその製造方法
【課題】 切削工具の刃先における欠損や基材の酸化を防止し、かつ、優れた切削性能を発揮する被覆層を備えた表面被覆切削工具およびその製造方法を提供すること
【解決手段】 基材と、該基材の表面上に積層形成された被覆膜とを備える表面被覆切削工具であって、前記被覆膜は、基材直上に形成されるTiaSib(ただし、0<b<0.3,a+b=1)の窒化物からなるA層と、該A層直上に形成されるAlcTidMe(ただし、0.4<c<0.75、0<e<0.3、c+d+e=1)(該MはSi,Cr,V,Y,Zr,B,Zn,MoおよびMnからなる群より選択される元素の一種以上)の窒化物、炭窒化物、窒酸化物または炭窒化物からなるB層と、該B層直上に形成されるTifSig(ただし、0<g<0.3、f+g=1)の炭窒化物からなるC層とからなることを特徴とする表面被覆切削工具が提供される。
(もっと読む)
硬質皮膜被覆部材及びその被覆方法
【課題】Si含有皮膜を高硬度化させ、硬質皮膜全体の高硬度化並びに耐熱性を向上させ、耐剥離性に優れ、耐摩耗性の要求される部材等に最適な硬質皮膜を提供し、この硬質皮膜を被覆した硬質皮膜被覆部材及びその被覆方法を提供する。
【解決手段】基体に硬質皮膜を積層した硬質皮膜被覆部材において、硬質皮膜は最下層と最上層と中間積層部とを有し、最下層はAl、Ti、Cr、Si、Nbから選択される1種以上の金属元素からなる窒化物主体の硬質皮膜、最上層はSiが10から30%を含有し、非金属成分としてN、C、O、Bの1種以上を含有する非晶質相を含有し、硬度が40から80GPaの高硬度な硬質皮膜、中間積層部は金属元素としてAl及びSiを含有し、残部Ti、Cr、Nb、Zr、Wから選択される1種以上の金属元素からなる窒化物、酸窒化物、硼窒化物又は炭窒化物の何れかが主体の積層部、該積層部はA層とB層とが交互に積層される。
(もっと読む)
硬質被膜および硬質被膜被覆加工工具
【課題】 ダイヤモンド被膜の上にPVD法によって表皮膜を設ける場合の付着強度を向上させて優れた耐久性が得られるようにする。
【解決手段】 ダイヤモンド被膜22にはボロンが5.0原子%程度の割合でドーピングされているため、そのダイヤモンド被膜22が導電性を有するようになり、その上にPVD法によってTiAlNの表皮膜24を設ける際に、コーティングプロセス初期より十分な導電特性でコーティングすることが可能で、ダイヤモンド被膜22に対する表皮膜24の付着強度が向上する。また、ダイヤモンド被膜22自体もボロンドープによって耐酸化性が向上するため、表皮膜24の存在と相まって耐酸化性が大幅に向上する。これにより、鉄系の材料を含む複合材料の切削加工や、切削点が高温になるチタン合金等の耐熱合金に対する切削加工においても、表皮膜24の早期摩耗や剥離が防止されて優れた耐久性が得られるようになる。
(もっと読む)
被膜および切削工具
【課題】 基材の劣化を伴うことなく、高温環境下での優れた耐摩耗性と耐溶着性を備えた被膜を提供する。
【解決手段】 酸化物層を少なくとも1層含む被膜であって、該酸化物層は、γ−Al2O3型の結晶構造を有する(Al1-XMX)2O3(式中、MはYまたはランタノイドから選ばれる少なくとも1種の元素を示し、Xは0.001≦X≦0.35である)を含有し、該γ−Al2O3型の結晶構造を有する(Al1-XMX)2O3は、上記酸化物層の断面積において50%以上99%以下の面積を占めるような比率で含有されていることを特徴とする被膜に関する。
(もっと読む)
耐摩耗性と耐酸化性に優れた硬質皮膜および該硬質皮膜形成用ターゲット、並びに高温潤滑性と耐摩耗性に優れた硬質皮膜および該硬質皮膜形成用ターゲット
【課題】 従来の皮膜よりも耐酸化性および耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】 (Ala,Mb,Cr1−a−b)(C1−eNe)からなる硬質皮膜(但し、MはW及び/又はMo)であって、
0.25≦a≦0.65、
0.05≦b≦0.35、
0.5≦e≦1
(a,b,eはそれぞれAl,M,Nの原子比を示す。)
であることを特徴とする硬質皮膜。
(もっと読む)
表面被覆切削工具
【課題】 本発明の目的は、切削工具の靭性と耐摩耗性とを高度に両立させるとともに膜チッピングを抑制した表面被覆切削工具を提供することにある。
【解決手段】 本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備え、該被膜は、該基材上の最外層となり、かつ圧縮応力を有しており、該圧縮応力は、上記被膜の厚み方向に強度分布を有するように変化しており、該強度分布は、上記被膜の表面の圧縮応力が上記被膜の表面から、上記被膜の表面と上記被膜の底面との間に位置する第1の中間点まで連続的に減少し、該第1の中間点において極小点を有するとともに、該第1の中間点から、該第1の中間点と上記被膜の底面との間に位置する第2の中間点まで連続的に増加し、該第2の中間点において極大点を有し、さらに該第2の中間点と上記被膜の底面との間に上記同様の極小点を1以上有する。
(もっと読む)
非晶質カーボン被覆工具及び非晶質カーボン皮膜の被覆方法
【課題】本発明の非晶質カーボン被覆工具は、摩擦係数が低く、高硬度と適度な靭性を有し、凝着低減に有効で、クラック進展を抑制する効果も併せ持つ非晶質カーボン被覆工具及び非晶質カーボン皮膜の被覆方法を提供することを目的とする。
【解決手段】本発明は、非晶質カーボン皮膜を被覆した非晶質カーボン被覆工具において、前記非晶質カーボン皮膜は、σ結合に対するπ結合の強度比率であるπ結合/σ結合が0.30以上、0.42未満であることを特徴とする非晶質カーボン被覆工具である。
(もっと読む)
酸化物被覆を有する切断刃
PVD処理の使用により、切断刃には、単相の三元またはより複数の酸化物である被覆が設けられる。含まれる主部成分及び副部成分の含有量を原子百分率について適切に規定することにより、形成された酸化物の歪みは、特定の方法で、前記酸化物の特性に影響を及ぼすために、制御可能である。その代わりに、層は、非晶性地の相、並びにそこに埋め込まれた酸化物結晶子を有することが可能である。その酸化物結晶子は、二元、三元またはより複数であることが可能である。1以上の異なる型の結晶子は、互いに隣接して存在可能である。 (もっと読む)
立方晶窒化ホウ素を有する積層複合材料
基板上の積層複合材料であって、前記積層複合材料の少なくとも1つの単一層が立方晶窒化ホウ素を含有し、かつ堆積を通じて製造されている。課題は、改善された接着強さを有するそのような積層複合材料を提案することである。前記課題は、立方晶窒化ホウ素が堆積の間に添加される酸素を含有することにより解決される。 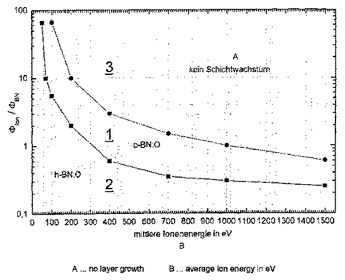 (もっと読む)
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)表面層として、0.8〜5μmの平均層厚を有するCr硼化物層、(b)耐摩耗硬質層として、組成式:(Ti1-X AlX )N(ただし、原子比で、Xは0.40〜0.75を示す)、を満足し、0.8〜5μmの平均層厚を有するTiとAlの複合窒化物層、以上(a)および(b)からなる硬質被覆層を物理蒸着してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、カソード電極(蒸発源)としてTi−Al−Si合金を備えた硬質被覆層形成用アーク放電装置およびカソード電極(蒸発源)として金属Zrを備えた潤滑被覆層形成用スパッタリング装置、さらにカソード電極として金属Crを備えた、超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、Crボンバード洗浄処理し、ついで、TiとAlとSiの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
切削工具のための高耐酸化性ハードコート
発明の工作物は、その表面の少なくとも部分上に、All-a-b-c-dCraXbSicBdZの組成を含む耐摩耗性ハードコートを特徴として有し、ここで、XはNb、Mo、W、またはTaからの少なくとも1つの元素であり、ZはN、C、CN、NO、CO、CNOからの1つの元素または化合物であり、かつ、0.2≦a≦0.5、0.01≦b≦0.2、0≦c≦0.1、0≦d≦0.1である。このような耐摩耗性コーティングを堆積させるためのPVDプロセスがさらに開示され、少なくとも1つの工作物が真空コーティングシステムに設置され、前記システムは低圧アルゴン雰囲気中で動作し、少なくとも1つの反応ガスの少なくとも一時的な添加とともに、少なくとも2つの金属または合金のターゲットを利用し、基材に負の電圧を加える。  (もっと読む)
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、(a)超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、(b)Crボンバード洗浄処理し、(c)ついで、TiとAlの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、(d)さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足するTiとAlとB(ボロン)の複合窒化物層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
硬質皮膜の製造方法
【課題】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することより、硬質皮膜の耐酸化性及び耐摩耗性を向上させることである。
【解決手段】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することよって被覆した硬質皮膜の製造方法において、該硬質皮膜を電子顕微鏡により観察した際に、複数の層が存在し、第1の層は、該プラズマ密度の高い蒸発源により形成され、且つ、連続的に結晶成長し、第2の層は、該プラズマ密度の低い蒸発源により形成され、更に、第1の層と第2の層とは、界面を形成することなく成膜されていることを特徴とする硬質皮膜の製造方法である。
(もっと読む)
耐摩耗性被覆を有する工具
本発明は、本体と単層膜または多層膜とからなる工具または耐摩耗性部品であって、膜の少なくとも1層がホウ酸アルミニウムからなり、またはホウ酸アルミニウム相成分を含有しているものに関する。本発明により被覆された工具または耐摩耗性部品は著しく改善された耐摩耗性と、高い靭性および耐酸化性と、摩耗体と接触して低い摩擦係数とを有し、そのことから工具寿命挙動が著しく改善される。  (もっと読む)
(もっと読む)
切削工具のためのコーティングとその製造方法
単純な方法で二色の接触工具を作ることを許容する単一のPVDコーティングプロセスで製造されるコーティング、特に切削工具のためのコーティングが、提供される。違う色の二つの金属硬質材料の間に、他の層と同様に同一のPVDコーティングプロセスで設けられる分離層11が設けられる。分離層(11)は、非常に短い剥離期間において、サンドブラスト、ブラッシング等によって上層の剥離を可能にする。 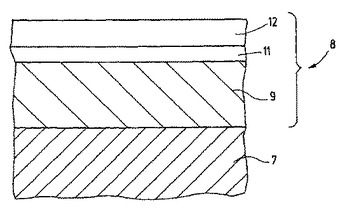 (もっと読む)
(もっと読む)
硬質皮膜被覆工具
【目的】 本発明は、従来のTiAlN皮膜に対し、更に耐酸化性、耐摩耗性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的とする。
【構成】 硬質皮膜をa層(TiSi系窒化物等)、b層(TiAl系窒化物等)の皮膜を、それぞれ一層以上交互に被覆し、b層の皮膜を母材表面直上にし、かつa層の微細組織構造がTiを主成分とする窒化物、炭窒化物、酸窒化物もしくは酸炭窒化物中にSi3N4およびSiが独立した相として存在するように成膜することにより構成する。
(もっと読む)
221 - 240 / 242
[ Back to top ]