
Fターム[3C049AA09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の構造、材料 (641)
Fターム[3C049AA09]に分類される特許
101 - 120 / 641
超音波加工方法およびその装置
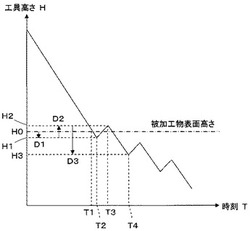
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
研削装置

【課題】コンパクト且つ経済的な構成で、突起部位を高精度に研削することを可能にする。
【解決手段】研削装置10は、ワークWの溶接ビードWbに研削用無端ベルト12を押し付けて周回走行させることにより、前記溶接ビードWbを研削する。この研削装置10は、研削用無端ベルト12の内周面に溶接ビードWbへの押し付け位置に対向して配置される押圧ブロック28を備える。押圧ブロック28は、研削用無端ベルト12の内周面を押圧する端面形状が四角形状に設定されている。
(もっと読む)
特に自動車補修におけるパテの自由曲面精密研削生産加工方式および自由曲面精密研削ツール
【課題】ツール加工部接触部の移動軌跡の点又は線接触での研削から、非研削面の所要の面形状の接触での自由曲面精密研削生産加工方式および自由曲面精密研削ツールを提供することにある。
【解決手段】y軸方向又はxy軸方向へ繰り返し摺動させることで非加工面を精密加工する自由曲面精密加工ツールであって、研削板に弾性力が一定な弾性体と、しなりを持つ研削材保持板を有し、下端部の該研削材保持板に接着、螺着等の手段により、面ファスナー等が貼着されている研削材保持体に、研削材が接着された他方の面ファスナー(この場合、被係合側)を圧接により装着したものを備え、これにより研削材が接触して被加工面の形状に弾性変形をしながら自由曲面精密研削(20〜30μで2〜3cmのスロープでの研削)する。
(もっと読む)
研摩装置及び研摩方法
【課題】球状部品の多寡にかかわらず研磨精度を大きく犠牲にすることなく高い作業性で球状部品を研磨できる研摩装置及び研摩方法を提供すること。
【解決手段】互いに間隙をおいて並列状態に軸支された第1管状砥石3及び第2管状砥石4を備え、第1管状砥石3及び第2管状砥石4の少なくとも一方はその外周面11、14に螺旋状の突出部16を有する研磨装置1、並びに、並列状態に軸支された第1管状砥石3及び第2管状砥石4の間隙路10に球状部品を供給し、球状部品を、第1管状砥石3及び前記第2管状砥石4の少なくとも一方の外周面11、14に突設された螺旋状の突出部16で間隙路10上を搬送しつつ第1管状砥石3及び前記第2管状砥石4の少なくとも一方で研摩することを含む研磨方法。
(もっと読む)
グラビヤ印刷機械用ドクターブレードの刃先研磨機
【課題】平面研磨機と円筒研磨を一つの機械に集約した研磨機を製作し、印刷状態と同じ状態で研磨する方法の研磨機械を提供する。
【解決手段】平面研磨はドクターアーム6がBの位置にあり、ドクターブレード1の研磨面が真上を向いた状態で研磨する。ドクターシャフト7には角度計がついており刃先研磨角度を見る事ができる。研磨砥石12はボールジョイント13で保持角パイプ14に取付られているので左右に揺動できる。保持角パイプ14はスライドレール15に取付られており、上下に自由にスライドできる。したがってドクターブレード1の研磨面には砥石12、保持角パイプ14、とスライドレール15の合計重量が作用する事になる。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
金属リング研削方法及び金属リング研削装置
【課題】金属リングの研削加工に際し、研削ブラシの偏磨耗が発生するのを防止する。
【解決手段】ワーク保持部100により金属リングWを保持して円周方向に沿って回転させ、加工ヘッド200により研削ブラシ211を、金属リングを横切るような周回軌道に沿って移動させることにより金属リングの端縁の研削加工を行うに際し、研削加工が行われていないときに、次の研削加工に先立って、ブラシ回転手段210a、210b、270、280により、研削ブラシを長さ方向の軸の周りに所定角度だけ回転させるようにする。
(もっと読む)
ホーニング加工装置
【課題】ドリルへのやすり押し付け圧力や加工中のやすりの姿勢を安定させて、安定した加工精度のホーニング加工を実現する。
【解決手段】直動ガイド11にスライドプレート13およびスライドホルダー14を固定し、ピン16を支点として揺動自在な状態でスイングアーム15をスライドホルダー14に装着し、スイングアーム15の一端側にバランスウエート18を装着し、スイングアーム15の他端側にやすり21を装着する。そして、一方の手でスライドホルダー14等を往復動させ、また、他方の手でドリル6を適正な位置に移動させたり回転させたりして、ホーニング加工を行う。
(もっと読む)
円盤状基板の製造方法および円盤状基板の保持具
【課題】円盤状基板の外周研磨を行なう工程を別途設ける必要がない、または別途設ける必要がある場合でもその研磨時間を短縮でき、円盤状基板の生産性を向上させることができると共に円盤状基板の製造費用を低減させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、ガラス基板の少なくとも外周端面を研削する端面研削工程と、研削工程および端面研削工程を経たガラス基板の主表面および外周端面を共に研磨する研磨工程と、を有し、研磨工程は、孔部34と孔部34の内周端面にガラス基板の外周端面を研磨するブラシ部36とを有する保持具30Bの孔部34にガラス基板を保持して研磨を行なうことを特徴とする円盤状基板の製造方法。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
研磨装置、研磨パッドおよび研磨方法
【課題】効率良く基板を研磨する研磨装置を提供すること。
【解決手段】研磨装置が、研磨パッドと、ターンテーブルと、供給ノズルと、振動供給部と、壁面部と、を備えている。研磨パッドは、被加工基板の被研磨面が押し当てられて前記被研磨面の化学的機械的研磨を行う。ターンテーブルは、前記研磨パッドを載置する。供給ノズルは、前記研磨パッド上に研磨剤を滴下する。振動供給部は、前記研磨パッドに振動エネルギを与える。壁面部は、前記研磨パッドの外周部に立設され、前記研磨パッドの上面よりも高い高さの壁面で前記研磨パッドの側面を囲う。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
研磨液供給装置
【課題】簡便且つ確実に、所定量の研磨液を回転バフに供給することができる研磨液供給装置を提供する。
【解決手段】ロッドレンズアレイのロッドレンズが露出する端面を研磨する端面研磨装置6の回転バフ12に研磨液を供給する研磨液供給装置30であって、前記研磨液を収容する研磨液容器34と、前記研磨液を前記回転バフに向けて吐出する吐出部36と、前記研磨液容器と前記吐出部とを流体連通させるチューブ38と、前記研磨液容器から前記吐出部まで前記チューブを通して前記研磨液を搬送するポンプ44とを備え、前記ポンプが、所定インターバルで、前記研磨液を前記吐出部から吐出させるように作動され、前記ポンプの作動中は、前記回転バフの回転速度が低下する。
(もっと読む)
研磨装置
【課題】管状の研磨工具を回転させ、被加工物に圧接して研磨液を吐出しながら研磨する研磨装置において、吐出する研磨液の圧力が変化して研磨除去量が不正確となるのを防ぐ。
【解決手段】研磨液を吐出しながら被加工物20を研磨する管状の研磨工具1は、隙間9をもってハウジング10の穴に嵌挿され、回転モーター5によって回転駆動される。研磨液は、ハウジング10の穴と研磨工具1の間の隙間9に供給され、管状穴7を介して被加工部21に吐出される。ハウジング10の穴の側面に設けられた溝である研磨液調整部位11aは、研磨液調整圧力計18を有する流路を経て研磨液調整ポンプ16に接続され、隙間9に満たされた研磨液の圧力を一定に保つ。
(もっと読む)
シリコンブロックの面取加工方法及びその装置
【課題】シリコンブロックの連続回転、加工帯体の循回移送及びシリコンブロック又は加工帯体のシリコンブロックの回転軸線方向の移動の複合作用によってシリコンブロックの四つの角縁部を連続して、研削又は研磨加工してR面又はC面に面取加工を行うことができる。
【解決手段】シリコンブロックWの角縁部W1をR面又はC面に面取加工する装置であって、シリコンブロックを保持して連続回転させる保持回転部Aと、シリコンブロックの角縁部を研削又は研磨加工して面取加工を行う無端帯状の加工帯体Tをシリコンブロックの回転軸線Oに直交する方向Nに循回移送させる加工ヘッド部Bと、加工帯体をシリコンブロックの角縁部に圧接させる圧接機構部Cと、保持回転部又は加工ヘッド部をシリコンブロックの回転軸線方向に移動させる移動機構部Dとを備えてなる。
(もっと読む)
研磨装置
【課題】簡単な機構によりワークの形状ばらつきに追従して研磨加工を行う装置を提供する。
【解決手段】ワーク100を研磨する砥石42と、砥石42が取り付けられた砥石回転軸44と、砥石回転軸44を回転させる駆動部46と、砥石42を移動させるベース54,56とを備えた研磨装置10において、ベース54,56は、駆動部46が配設された第1ベース54と、砥石回転軸44が回転可能に配設され第1ベース54に対して砥石回転軸44に沿った方向へ移動可能に設けられた第2ベース56とを備え、砥石回転軸44の軸方向の移動を許容し、かつ、駆動部46から砥石回転軸44に対して回転力が伝達可能な動力伝達機構52が、駆動部46と砥石回転軸44との間に配設されていることを特徴とする。
(もっと読む)
2次元(楕円)超音波援用化学・機械複合加工法および装置
【課題】光電材料や半導体など機能性硬脆材料を高能率でダメージフリーの鏡面に加工するための環境にやさしい加工技術を提供する。
【解決手段】加工工具の2次元超音波微振動がヘッドの加工面に垂直な方向の縦振動と加工面に平行な方向の横振動の同時発生によって引き起こされる加工法において、固定砥粒加工工具を貼り付けた2次元超音波振動加工ヘッドを用いて定圧か定切込加工を行う。加工工具は工作物材料と化学反応を示す砥粒と添加剤およびこれら粒子を固めるための結合剤から構成されるものであって、各構成成分の種類と混合比率は、工作物と化学反応が発生しやすいように決定され、加工工具は薄い円盤形、四角形、リング状などの形状を有する。
(もっと読む)
精密加工装置
【課題】 従来提案されている、マシニングセンタ−、ホ−ニングマシ−ン、ボアフィニッシングマシン等で工具の回転数並びに送り速度を変えても、途中に横穴、若しくは横溝がある深穴の、真円度1μ、円筒度1μと言う高い加工精度は得られなかった。
【解決手段】 途中に複数個の横穴、若しくは横溝があり、直径が3.0〜50mmで、深さ100mm〜300mmの深穴を、加振装置を備えたマシニングセンタ−、ホ−ニングマシ−ン、ボアフィニッシングマシン等で精密加工する加工装置に於いて、上記ホ−ニングマシ−ン等のNC操作部に複数個の横穴若しくは横溝を持つ深穴の横穴若しくは横溝間寸法に合わせ、選定される選定要因を上記加工装置に加工条件として入力することが出来るようにした精密加工装置。
(もっと読む)
ウェーハの面取り装置
【課題】複数の加工テーブルで並行してウェーハを面取り加工し、スループットを向上させるとともに、砥石の総数を抑えて装置全体のコストやサイズを低減させ、維持管理も容易であるウェーハの面取り装置を提供する。
【解決手段】ウェーハ1を戴置する複数の加工テーブル2と、上記ウェーハ1の周縁部を面取りするための複数種類の加工工程にそれぞれ対応した異なる加工特性を有する複数の砥石3、4、5、6と、上記各砥石3、4、5、6をそれぞれ上記加工テーブル2間で移動させる砥石移動手段とを有し、上記各砥石3、4、5、6が、それぞれ一つの加工テーブル2に接近してウェーハ1を面取り加工し、次いで他の加工テーブルに順次移動して加工することを繰り返すことにより、複数の上記ウェーハ1、…1を上記複数の砥石3、4、5、6が同時並行して面取りする。
(もっと読む)
101 - 120 / 641
[ Back to top ]