
Fターム[3C049AA09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の構造、材料 (641)
Fターム[3C049AA09]に分類される特許
21 - 40 / 641
プラスチックレンズの研磨方法、それに用いられる研磨工具、及びプラスチックレンズの製造方法
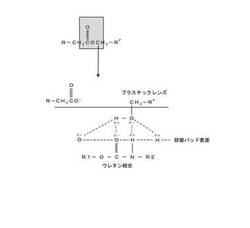
【課題】プラスチックレンズに対する研磨効率を向上させつつ研磨工具の消耗を抑えるプラスチックレンズの研磨方法、それに用いられる研磨工具、及びプラスチックレンズの製造方法を提供する。
【解決手段】加水分解可能な樹脂を含有するプラスチックレンズに対してアルカリによる加水分解を行うのと同時に、前記プラスチックレンズを研磨することを特徴とするプラスチックレンズの研磨方法。但し、研磨に用いられる研磨工具は耐アルカリ性を有し、且つ、前記研磨工具における、前記プラスチックレンズとの接触部には、加水分解された化合物のうちの少なくとも一部と水素結合可能な化合物が使用されている。
(もっと読む)
研磨具

【課題】砥石の偏摩耗が発生し難く、そして研磨抵抗の小さい研磨具を提供する。
【解決手段】 研磨具1は、回転軸8の下端部に回転軸8に対して垂直に固定された支持板10に、円盤状の砥石装着板の接続部3を図示しないボルトにより接続する。砥石装着板2は、砥石5を保持するリング状の砥石保持部4と支持板10と接続するリング状の接続部3を持っている。また、砥石装着板2の上面の中心と円盤状の超音波振動子7を一致させてエポキシ樹脂を用いて接着する。支持板10は、例えば、図示しないボルトを用いて砥石装着板の接続部3を固定する。また砥石装着板2は、リング状の砥石保持部4を持つ。砥石保持部4の下面には、周溝6が形成されている。この周溝6に砥石5が嵌め合わせられて固定されている。
(もっと読む)
スキージ研磨装置用電着砥石
【課題】電着砥石の研磨面に研磨カスが付着し難いスキージ研磨装置用電着砥石を提供する。
【解決手段】スクリーン印刷機のスキージを研磨するスキージ研磨装置に用いられ、軸線2回りに回転駆動される砥石軸に装着される円盤状の台金部3と、台金部3の外周面6に電着された砥粒を含む砥粒層10と、を有するスキージ研磨装置用電着砥石1である。台金部3の外周面6には、軸線2に対して傾斜し、砥粒を有しない複数の傾斜溝8が形成されている。
(もっと読む)
超音波溶接装置及び超音波溶接装置で使用される超音波接合工具のローレット面加工方法
【課題】接合部の位置ずれを防止し被接合材の接合強度を高めることのできる超音波溶接装置を提供する。
【解決手段】超音波溶接装置において、突起先端を平坦面とした複数個の突起部8を縦横に配置したローレット面9を有するアンビルとホーンを、ローレット面9を構成する突起部上面8a、突起部斜面8b、突起部間の溝部10のうち、突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大くした構成とする。突起部斜面8b及び溝部10には、ダイヤモンドライクカーボン膜11を形成し、突起部上面8aにはダイヤモンドライクカーボン膜11を形成しない。
(もっと読む)
超音波溶接工具のローレット面再加工方法
【課題】凝着した超音波接合工具のローレット面を短時間で再生することができ、再生コストの低減を実現できる超音波接合工具のローレット面再加工方法を提供する。
【解決手段】超音波接合を繰り返し行うことで凝着したローレット面9に対して、ブラシラップ、エアロラップ、ショットブラスト等の手法で凝着したローレット面9を加工して、ローレット面9から凝着物12を取り除く。突起先端の平坦面を平面研削して突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大きくする。こうすることで、摩耗したローレット面を一旦完全に研磨して平面とした後に、再度ローレット面9を形成する手間を省くことができる。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板
【課題】主平面の研磨工程での研磨パッドの目詰まりを抑制して、ドレス処理の頻度を低減するとともに研磨速度を安定させ、主平面の平滑性に優れ、異なるロットのガラス基板間の板厚のばらつきが小さい磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研磨工程と、洗浄工程とを備え、前記主平面研磨工程は、前記ガラス基板の主平面を両面で5μm以上の研磨量で研磨する粗研磨工程を有する。そして、前記粗研磨工程では、気泡を含有し、研磨面に開口する前記気泡の平均直径が80〜300μmであり、かつ1.1〜2.5%の圧縮率を有する研磨パッドと、砥粒を含有する研磨液を用いて主平面を研磨することを特徴とする。
(もっと読む)
ワークの複合面取り加工装置
【課題】円筒状インゴットブロックの外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプの円筒研削装置500a,500b,700a,700bの4台を設け、4台の円筒研削装置500a,500b,700a,700bのワークの面取り加工作業を同時平行になすことができるように、ワークの搬送ロボット200を付随させた。
(もっと読む)
被加工物の加工方法
【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
研削工具の砥面検査システム及び方法
【課題】砥粒の状態を新たな解析パラメータを用いてより詳しく解析し、これにより砥面の状態をさらに正確に検査できるようにする。
【解決手段】カメラ6により砥石3の砥面を撮像してそのライン画像データを取り込み、各ライン画像データに対し砥粒抽出処理部123により複数種のフィルタリング処理を行うことで上記ライン画像データから砥粒切れ刃候補の画像を抽出する。そして、砥粒解析処理部124の制御の下で、上記抽出された各砥粒切れ刃候補の画像から、砥面全域における各砥粒切れ刃候補の重心の座標と、凸多角形近似データ及び円形度と、内部欠損及び外部欠損と、面積及び欠損度と、すくい角側の稜線形状をそれぞれ算出または検出する。そして、この得られた解析パラメータをもとに、砥石3の幅方向における砥粒分布ヒストグラムと、砥石3の砥面全域における砥粒の分布状態を表す三次元マップを生成する。
(もっと読む)
レンズ研磨皿作製装置及び方法
【課題】同時に複数のレンズ研磨皿を成形することができるレンズ研磨皿作製装置及び方法を提供する。
【解決手段】レンズ研磨皿作製装置は、球面レンズの研磨に用いられるレンズ研磨皿を作製するレンズ研磨皿作製装置において、球面状の研磨面成形面11を有する型部材10と、球面状の一部に対応する曲面形状の研磨シート貼付面であって、各々が研磨シート15a〜15cを介して研磨面成形面11に当接する研磨シート貼付面を有する複数の研磨台皿12a〜12cと、該複数の研磨台皿12a〜12cを研磨面成形面11に向けて押圧する押圧機構20とを備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
サファイア基板及びその製造方法
【課題】従来よりも大きいサイズで且つ高品質のサファイア基板を提供する。
【解決手段】a面、r面、m面、及びc面配向からなる群から選択される結晶配向を有し且つ約0.037μm/cm2以下のnTTVを有する概ね平坦な表面を含み、ここでのnTTVは該概ね平坦な表面の表面積で規格化された総厚みばらつきであり、該基板は約9.0cm以上の直径を有する、サファイア基板。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
外周加工装置及び方法
【課題】ホルダによるレンズの芯出し精度や保持力を確保しつつレンズに対して異形部の形成等を含む外周加工を行うための外周加工装置及び方法を提供すること。
【解決手段】第1周面部分45aによって第1回転軸AX1に最も近接する異形部であるカット部分10ia,10ibを加工する際に、砥石部材14の外周とレンズ10のホルダ部分31a,32aとが干渉することを回避することが容易になる。これにより、レンズ10に対するホルダ部分31a,32aのサイズをある程度大きく確保することができ、ホルダ部分31a,32aによるレンズ10の芯出し精度や保持力を確保しつつ、レンズ10に対して異形部であるカット部分10ia,10ib等を精度よく形成することができる。
(もっと読む)
プレス成形金属板の変形箇所修正方法
【課題】プレス成形金属板の変形箇所を熟練度を要することなく簡単に修正可能な修正方法を提供する。
【解決手段】プレス成形された金属板Wの凹状の変形箇所2を修正する方法であって、変形箇所2およびその周囲をオイルストーンにより擦る工程Aと、先端に半球状部1Bを有する棒状の修正治具1を用い、半球状部1Bにより変形箇所2を擦って変形箇所2に摩擦熱を生じさせる工程Bと、半球状部1Bにより擦られた変形箇所2をオイルストーンにより擦る工程Cと、をその順序で行う。工程Bでは半球状部1Bを略筆圧の押圧力で変形箇所2に当接させて擦ることが好ましい。また、工程Bで半球状部1Bにより線条痕が出るように変形箇所2を擦り、工程Cで線条痕が消えるまでオイルストーンにより擦る方法とすることが好ましい。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
研磨用チップ
【課題】熟練した技量を必要とせず、誰にでも簡単にチップやキュレット等を研ぐことができる研磨用チップを提供すること。
【解決手段】歯科用超音波スケーラや歯科用エアスケーラのハンドピースの先端部に着脱自在に装着される軸部2と、この軸部2の先端部から連続するようにして延びるとともに、表面21、裏面、および二つの側面23を備えた平板部3と、この平板部3の先端部から連続するようにして延びる円柱部4と、を有し、前記表面21、裏面、二つの側面23、および円柱部4の外周面に、砥石が電着または焼結により固着されている。
(もっと読む)
軸受用外輪、その製造方法及び軌道面用砥石
【課題】砥石の個数を削減して砥石取付作業の簡素化及びコストの低廉化を図ることができる軸受用外輪、その製造方法及び軌道面用砥石を提供する。
【解決手段】外輪3は、各ピッチ円直径を互いに異にする円周方向に複数の球体を配列してなる複列の転動体4,5のうち大きいピッチ円直径をもつ一方側列の転動体4を転動させる第1の内側軌道面3a、及び小さいピッチ円直径をもつ他方側列の転動体5を転動させる第2の内側軌道面3bを有し、第2の内側軌道面3bは、その軌道底径d2と第1の内側軌道面3bの軌道底径d1との比d2/d1を1.1≧d2/d1≧1とするとともに、一方側列の転動体4の球径よりも大きい球径をもつ他方側列の転動体5を転動させる軌道面で形成されている。
(もっと読む)
21 - 40 / 641
[ Back to top ]