
Fターム[3C049CA04]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(ワーク種別) (1,931) | 材質 (830)
Fターム[3C049CA04]の下位に属するFターム
Fターム[3C049CA04]に分類される特許
41 - 60 / 111
結晶材料の研磨方法及び研磨装置

【課題】単結晶材料の使用状態においても、所望の平滑精度を確保する。
【解決手段】結晶の構造相転移を有する単結晶材料を研磨する結晶材料の研磨方法であって、単結晶材料を用いて作製した素子の使用温度領域において、単結晶材料が発現する結晶構造と同一の結晶構造を発現した状態で、単結晶材料の表面の研磨を行う。単結晶材料105を固定する治具104と単結晶材料を研磨する研磨盤101を固定する治具102の少なくとも一方の温度を調整し、単結晶材料を使用温度領域に設定する。
(もっと読む)
基板の周縁部の処理方法および装置

【課題】表面荒れや欠陥、または汚染源となる不要な付着材などの発生した基板の周縁部を効率良くかつ効果的に処理すること。
【解決手段】基板の周縁部における基板面の処理を行う基板の周縁部の処理方法であって、前記基板の周縁部の表面状態をモニタする表面状態モニタ工程と、前記基板面の処理を実行するための条件であって前記基板面の処理の必要性の有無を含む基板面処理条件を、前記表面状態のモニタ結果に基づいて決定する処理条件決定工程と、前記基板面処理条件に基づいて、前記基板面の処理の必要性がある場合に前記基板の周縁部に対して前記基板面の処理を実行する基板面処理工程と、を含む。
(もっと読む)
表面研磨方法
【課題】プレス等の絞り加工により製造されるフェライト系ステンレス鋼製品において、要求される表面光沢を確保すると共にリジングの除去を可能とする表面研磨方法を提供する。
【解決手段】本発明に係る表面研磨方法は、絞り加工により製造されるフェライト系ステンレス鋼製品の表面研磨方法であって、絞り加工後に、所定の砥粒径により所定時間粗研磨を行った後、所定の砥粒径により所定時間仕上研磨を行うことを特徴とする。
(もっと読む)
無端ベルトの製造方法及び無端ベルトの研磨装置
【課題】無端ベルトが大きく蛇行することがなく、無端ベルトに波打ちが発生することがなく、無端ベルトの表面を均一かつ美麗に研磨することができる無端ベルトの製造方法及び無端ベルトの研磨装置を提供する。
【解決手段】ゴム製の無端ベルトを駆動軸と従動軸の間に張架して、駆動軸により無端ベルトを回転させつつ、駆動軸上の軸方向に平行往復運動する研磨材により無端ベルトの表面を研磨する無端ベルトの製造方法において、従動軸が中央部において直径が一定である円柱形であり、中央部から端部にかけて次第に直径が中心に対して対称的に減少する形状であることを特徴とする無端ベルトの製造方法、並びに、ゴム製の無端ベルトを張架する駆動軸と従動軸及び駆動軸上の軸方向に平行往復運動する研磨材により無端ベルトを研磨する研磨材を有する無端ベルトの研磨装置において従動軸が中央部において直径が一定である円柱形であり、中央部から端部にかけて次第に直径が中心に対して対称的に減少する形状であることを特徴とする無端ベルトの研磨装置。
(もっと読む)
金属の研磨方法
【課題】本発明は、表面粗さの低い金属を得るための新規な研磨方法を提供する。
【解決手段】金属の研磨方法であって、
(1)前記研磨方法は、研磨液中に研磨対象金属を浸漬し、前記研磨液に紫外線を照射しながら、前記研磨対象金属を研磨する方法であり、
(2)前記研磨液は、下記化学式(I)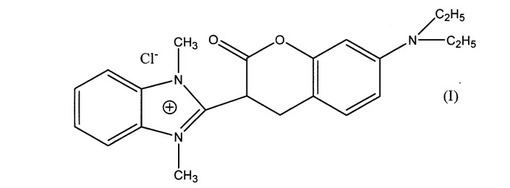
で示される蛍光材料の水溶液に、酸化アルミニウム粒子及び酸化チタン粒子の少なくとも1種を懸濁させてなることを特徴とする研磨方法。
(もっと読む)
加工装置および加工工具
【課題】切削ブレードによる切断および研磨ホイールによる研磨を効率よく実施することができる加工装置および該加工装置用いる加工工具を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段とを含み、加工手段がスピンドルハウジングに回転可能に支持された回転スピンドルと、回転スピンドルの端部に装着された工具マウントと、工具マウントに装着される加工工具を具備し、加工工具が円盤状の基台と、基台の外周より径方向外方に突出して装着された切削ブレードと、基台の外周部側面から軸方向に突出して装着された環状の研磨ホイールとからなっている加工装置であって、加工工具の基台に配設された超音波振動子と、超音波振動子に交流電圧を印加する電圧印加手段とを具備している。
(もっと読む)
基板の振動により基板のノッチを研磨する方法及び装置
【課題】基板縁部のノッチを洗浄または研磨する、改善された方法及び装置を提供する。
【解決手段】基板縁部のノッチ244を研磨する装置であって、基板216を支持するように適合された基板支持体と、基板縁部のノッチ244に接触するように適合された研磨ヘッドと、研磨ヘッドが基板216のノッチ244に接触する間に、少なくとも第1及び第2の振動位置の間で基板216を振動させるように適合されたコントローラと、を備える装置。
(もっと読む)
マルチプル応答曲線を有する再生タイヤ・タイヤ・バフ研摩
【課題】タイヤカーカスからトレッド(42)をバフがけして除去する方法。
【解決手段】センサー(12)とタイヤ(40)中のベルト(44)の間の距離(37)およびタイヤ特性の関数として生じる信号応答をセンサー(12)から受け、センサー(12)とタイヤベルト(44)との間の距離およびタイヤ特性の関数を表す複数の信号応答曲線(38)から一つの信号応答曲線を選択し、上記の信号応答曲線から受信した信号応答に対するセンサー(12)とベルト(44)との間の距離(37)を決定し、センサー(12)とベルト(44)との間の距離が最終距離に達するまでトレッド(42)をタイヤからバフがけで除去する。
(もっと読む)
ベルト研磨機及びベルト研磨機におけるベルトの交換方法
【課題】長尺の無端状のベルトに対応できるとともに、装置自体がコンパクトで省スペース化を図ることのできるベルト研磨機を提供する。
【解決手段】ベルト研磨機1において、テンションロール3を離接可能とさせる離接機構4が、研磨機本体1に一端が回動自在に取り付けられた一次シリンダ13と、傾斜したレール16上に摺動自在に配設され、一次シリンダ13の他端が回動自在に連結されたスライダ15と、スライダ15と一端が回動自在に連結された二次シリンダ14と、研磨機本体1に一端が回動自在に取り付けられ、他端においてテンションロール3を支持するとともに、これら一端と他端の間に二次シリンダ14の他端が回動自在に連結されたアーム12とから構成される。
(もっと読む)
鏡面加工方法
【課題】微細な切れ刃を平面や曲面を持つ工具材料に直接形成し、砥粒やスラリー(砥粒とベースオイルを懸濁したもの)を用いることなく高精度の鏡面を仕上げることができる鏡面加工方法を提供する。
【解決手段】鏡面被加工部材3の被加工部4よりも硬質であって周期ピッチが10μm以下である複数の凹凸部からなるグレーティング構造部2を鏡面加工用部材1に設ける。鏡面加工用部材1のグレーティング構造部2と鏡面被加工部材3の被加工部4とを、液体存在下で相対的に摺動させて鏡面被加工部材3の被加工部4を鏡面に仕上げる。
(もっと読む)
ウェーハ面取り加工方法およびその装置
【課題】ウェーハの面取り加工における断面形状精度を高めて必要な断面形状を正確に形成し、加工時間を短くするとともに砥石の寿命を長くすることができるウェーハ面取り加工方法およびその装置を提供することを課題とする。
【解決手段】面取り加工方法及びその装置は、回転するウェーハを加工する2個の溝なし砥石をウェーハ周端部の同一箇所に近接し、相対峙させて配置するとともに、回転する両溝なし砥石の加工面によりウェーハ周端部の同一箇所に近接した位置を同時に加工して成形する加工方法であって、周端縮径加工では2個の溝なし砥石をそれぞれ一定の高さに保持したままでウェーハに接触させて加工し、コンタリング加工ではウェーハ周端部の各面に前記2個の溝なし砥石をそれぞれ各別に移動させ、ウェーハ周端部の径方向の同一箇所を上下から挟み込んでそれぞれの面を同時に加工するように構成する。
(もっと読む)
ニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型
【課題】 リムに対する耐滑り性を向上するようにしたニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型を提供する。
【解決手段】 摩耗後のクッションタイヤ1のトレッド部2の表面及びベース部3のリムRとの接触面にそれぞれ新たなトレッドゴム2’及びベースゴム3’を接合一体化させると共に、ベース部2とリムRとの間に締め代α、βを形成するようにしたニューマチック形更生クッションタイヤ1’及びその加工用バフ研磨装置10、並びに成形用金型16。
(もっと読む)
ハニカム構造体成形用金型の製造方法
【課題】スリット溝形成時の砥石の破損を防止できると共に、所望の形状のスリット溝を形成できるハニカム構造体成形用金型の製造方法を提供すること。
【解決手段】材料を供給するための供給穴12と、これに連通して格子状に設けられ、材料をハニカム形状に成形するためのスリット溝13とを有するハニカム構造体成形用金型の製造方法である。そのスリット溝13の形成にあたっては、回転する円形薄刃砥石25を略直線状に進行させつつ金型素材11を研削し、そのスリット加工面130側から供給穴12に連通し略直線状のスリット溝13を形成する研削加工を繰り返し行う。これによりスリット溝13を略四角格子状に配設する。そして、研削加工を行うたびに、円形薄刃砥石25に付着した切削粉を除去する除去工程を行う。
(もっと読む)
サファイア基板及びその製造方法
a面、r面、m面、及びc面配向からなる群から選択される結晶配向を有し且つ約0.037μm/cm2以下のnTTVを有する概ね平坦な表面を含み、ここでのnTTVは該概ね平坦な表面の表面積で規格化された総厚みばらつきであり、該基板は約9.0cm以上の直径を有する、サファイア基板。  (もっと読む)
(もっと読む)
サファイア基板の研削方法
サファイア基板を機械加工する方法は、第1の固定砥粒を使用してサファイア基板の第1の面を研削する工程および第2の固定砥粒を使用して前記サファイア基板の前記第1の面を研削する工程を含み、前記第2の固定砥粒が、前記第1の固定砥粒に比べて小さな平均粒径を有し、前記第2の固定砥粒が自生作用する。 (もっと読む)
倣い式研削加工装置
【課題】高額なNC工作機械はワークがコスト高に成り、手作業でバリ取り仕上げを行っているが、バラツキが出て均一に仕上げができず不良率が高くなる。
【解決手段】メインモータ1と、第1の回転軸2と、第1のベベルギア3と、一対のカム板4A.4Bから成るカム機構4と、第2のベベルギア5と、第2の回転軸6と、載置台7と、マスターMと、ワークWと、倣い接触部8と、研削装置本体9と、研削用回転工具10と、制御用ローラー11と、制御用レバー12と、エアバルブ13と、エアチューブ14と、を備え、エアチューブ14は作用機構15に接続されると共に、一対のカム板4A.4Bは大径外周部4Aa.4Baと段部4Ab.4Bbを介した小径外周部4Ac.4Bcとを形成し、第1の回転軸2が一回転する間に段部によりエアバルブ13を開又は閉させ作用機構15を加圧エアにより作用させる。
(もっと読む)
損傷検出方法、タイヤ更生方法およびタイヤ更生装置
【課題】検査部位に青色光を照射することにより、撮影装置による検査部位の損傷部の検出効率の向上および検出精度の向上を図る。
【解決手段】タイヤ更生装置Rは、使用済みタイヤから形成された台タイヤ1にバフ加工により加工された加工面2における損傷部を検出する損傷検出装置20と、前記損傷部に削り加工を施すスカイブ装置50とを備える。損傷検出装置20は、黒色の加工面2の検査部位2aに青色光を照射する照明装置21と、検査部位2aを撮影するカメラ22と、カメラ22からの画像データに基づいて前記損傷部の有無を判定する画像処理装置23とから構成される。
(もっと読む)
メモリーカード加工装置
【課題】メモリーカードの挿入側端部の表裏に効率良く面取り加工を施すようにする。
【解決手段】挿入側端部20cを露出させて固定治具100の挿入孔111a、111bにメモリーカードを挿入して起立状態とし、挿入側端部20cに面取り成形ブレードを接触させて切削を行うことにより、挿入側端部を効率良く面取りする。
(もっと読む)
容器形成装置および容器形成方法
【課題】進行方向に隣接した容器どうしが接触した状態の容器列の側面に容器を分離してスライドさせる機構を設置する場所を確保することができなくても、容器列から容器を安定して分離することを課題とする。
【解決手段】 進行方向に隣接した容器どうしを接触させて搬送するコンベア110と、このコンベアにおける進行方向の端部に隣接して設けられた取出台120と、コンベア110上で接触した容器どうしの間に形成される隙間SP1に上方から挿入可能な上下方向挿入部材130と、容器を押し退けないように上下方向挿入部材130を上方から隙間SP1に挿入させ、当該上下方向挿入部材を進行方向へ移動させることにより、当該隙間を形成する互いに接触した容器のうちの進行方向側の容器を進行方向へスライドさせて取出台120上に載置させるスライド機構とを設けた。
(もっと読む)
突起欠陥補修装置
【課題】新品のテープカセットを装着してから研磨テープが終了するまで、研磨テープに作用するテンション力が所定の値に維持され、研磨不良の発生が有効に防止された突起欠陥補修装置を実現する。
【解決手段】研磨テープを収納する収納リール(8)と連結するテンションモータ(10)は、供給される駆動電流に応じて回転トルクを発生するDCモータで構成する。制御回路(30)は、研磨テープの走行速度を検出する第2のエンコーダ(19)からの出力に基づいてテープの走行速度を所定の速度に維持すると共に、テンションモータ(10)の回転速度を検出する第1のエンコーダ(14)からの出力に基づき研磨テープに作用するテンションが一定になるようにテンションモータの駆動電流を制御する。この結果、研磨テープの使用開始時から終了するまで良好な研磨性能が維持される。また、研磨終了後所定のテープ長だけ巻き戻してから次の突起欠陥を研磨するので、テープを空送りしても、研磨テープが無駄に消費される不具合が解消される。
(もっと読む)
41 - 60 / 111
[ Back to top ]