
Fターム[3C058AA14]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具保持機構 (691)
Fターム[3C058AA14]の下位に属するFターム
工具交換 (91)
Fターム[3C058AA14]に分類される特許
161 - 180 / 600
切断研磨加工装置
【課題】矩形基板を棒状に効率よく切断するとともに研磨することができ、切断面を傾斜面に形成することができる切断研磨加工装置を提供する。
【解決手段】矩形基板を保持する保持テーブル機構と、矩形基板を分割予定ラインに沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する工具54を備えた加工手段とを具備している。保持テーブル機構は支持基台と基板を支持する保持面を備えており、保持テーブルには矩形基板の一方の端面にワックスを介して接合した状態で保持面に載置する送り治具と、治具送り手段と、送り出された送り治具に接合された矩形基板を吸引保持する吸引保持手段と、送り治具を保持面に押圧して送り治具の動きを規制する押圧手段とが配設されており、加工手段は複合工具54を構成する研磨ホイール543の研磨面が切り込み送り方向に対して傾斜するように作動せしめる工具角度調整機構7を備えている。
(もっと読む)
複合加工工具および加工方法

【課題】ワークの内周面が第1加工部の第1加工具により加工された後に第2加工部の第2加工具により加工される複合加工工具において、前記第1加工具を径方向内方に位置させるリトラクト機構の機能向上を図る。
【解決手段】複合加工工具1は、スカイビング加工部6とバニシング加工部とリトラクト機構8とを備える。ワークの内周面は、スカイビング加工部6の切削刃22により加工された後にバニシング加工部のバニシングローラにより加工される。リトラクト機構8は、位置設定部31を有するリトラクトピン30と、リトラクトピン30を軸線方向に駆動する駆動機構と、切削刃22を有するカートリッチ20を径方向内方に付勢して位置設定部31に当接させる板バネ35とを備える。リトラクトピン30は、前記駆動機構により駆動されて位置設定部31を通じてカートリッチ20の位置を変更することにより、切削刃22の径方向位置を変更する。
(もっと読む)
チェーンソーのための、ソーチェーンの切歯を手動で研ぐための研ぎ器
【課題】研ぎ器の転換なしで、ソーチェーンのそれぞれ交互に並ぶ異なる歯の交互研ぎが可能な、一般的なタイプの研ぎ器を提供する。
【解決手段】チェーンソーのための、ソーチェーンの切歯を手動で研ぐための研ぎ機はフレームを有し、当該フレームは、互いから離れて配置された2つのヘッド部と、いずれの場合も互いと及び長手方向軸に対して平行に配置され、互いに固定式にヘッド部を接続する2対のガイドロッドとを有する。丸ヤスリと2つのヤスリ面とは、長手方向軸に対して平行であり、且つ、遊び無く保持されるが、ヘッド部において交換可能に保持される。ガイドロッド対と、関連するそれぞれの丸ヤスリ及びそれぞれのヤスリ面とは、長手方向軸に対して回転対称に配置される。
(もっと読む)
磁性流体研磨方法および研磨装置
【課題】加工品質を不安定化することなく、研磨量を大きくして研磨時間を短縮することが可能な磁性流体研磨技術を提供する。
【解決手段】工具軸4に固定されて自転する永久磁石5からなる研磨工具3に、磁力で磁性流体研磨材6を保持して、一定の加工間隙dを保ちながらワーク30の被加工表面31に接触させて研磨加工を行う磁性流体研磨において、永久磁石5のワーク30の加工部位32を通る回転円周5aの、回転方向における上流側に磁性流体研磨材6に接する調節部材40を配置し、回転円周5aの上流側における磁性流体研磨材6の厚さを、加工間隙dよりも大きな制御厚さeに設定し、磁性流体研磨材6が制御厚さeから加工間隙dに押し潰されるようにして研磨荷重を大きくして研磨量の大きな研磨加工を行う。
(もっと読む)
筒状金型の製造方法
【課題】低コストでしかも高精度な内面を有する筒状金型の製造方法を提供する。
【解決手段】筒状金型を形成するに際し、鋳鉄製パイプ8の内面8bを機械加工したあと、鋳鉄製パイプ8の内面8bにメッキを施し、その後、研削加工する。
(もっと読む)
自走式床ワックス剥離装置
【課題】本発明は、車体前方に設ける接地研磨部を容易に昇降させることができ、接地状態と待期又は移動状態とに容易に切換えることのできる操作性の良い自走式床ワックス剥離装置を提供することを課題とする。
【解決手段】モータMと接地研磨部2との間を無端体47によって伝動して接地研磨部2を床面3へ接地回転させながら床面3のワックス剥離乃至除去可能に構成するとともに、前記モータベース43及びモータM、支持部材44、接地研磨部2、モータMと接地研磨部2間の伝動部Cは、揺動軸29を中心に揺動して、接地研磨部2を上方に持ち上げた待期状態Aと、接地研磨部2を床面に接地させた接地状態Bとに切換可能に構成した自走式床ワックス剥離装置する。
(もっと読む)
研磨装置
【課題】回転する研磨工具を被研磨面に押し付ける研磨荷重を精密に測定し、高精度に制御する。
【解決手段】研磨ヘッドは、筐体9と、流体軸受2によってスラスト方向に移動可能に支持される工具軸1と、工具軸1を回転駆動する回転駆動手段7と、工具軸1に荷重を与える変位機構8と、筐体9に支持された差動トランス3と、を有する。差動トランス3は、工具軸1に固定された芯4に対向し、回転駆動手段7と工具軸1とを連結する板ばね5を含む伸縮連結部の下側に配置され、板ばね5の押込み長を測定することで、被研磨面11に対する研磨パッド10の研磨荷重を検出する。
(もっと読む)
固定砥粒ワイヤーソーによる被加工物の切断方法
【課題】切削速度を高めて被加工物の切断に要する時間を短縮し得る、被加工物の効率的な切断方法を提供する。
【解決手段】固定砥粒ワイヤーを走行させつつ被加工物に接触させて該被加工物を切削することを含む被加工物の切断方法であって、固定砥粒ワイヤーは、単層固定砥粒ワイヤーであり、且つ、砥粒の集中度が30%以上50%以下であることを特徴とする、固定砥粒ワイヤーソーによる被加工物の切断方法である。なお、固定砥粒ワイヤーの砥粒の平均粒径は、8μm以上25μm以下であることが好ましい。
(もっと読む)
研磨治具及び分析方法
【課題】被研磨物から研磨物を精度良く採取することのできる研磨治具を提供する。
【解決手段】研磨治具は、第1の方向Tに沿って第1の曲率半径R1で凸状に湾曲し、且つ、第1の方向Tと直交する第2の方向Sに沿って第2の曲率半径R2で凸状に湾曲した先端面21aを備える先端部21を有する。このように方向T,Sの双方に湾曲している先端面21aを有する研磨治具を用いて、被研磨物の研磨を行い、その研磨物を採取する。
(もっと読む)
円板状回転工具の取付け装置
【課題】簡素な構造にして使用時の振動が軽減できる円板状回転工具の取付け装置を得る。
【解決手段】外周部に研削面(17)を有する円板状回転工具(15)の内周部に環状の保持溝(18)を設け、該保持溝(18)にリング状の緩衝体(30)を露出させて嵌合させ、前記円板状回転工具(15)の内周部の両側に対面する一対の挟持体(20)を設け、該挟持体(20)により前記緩衝体(30)を介して前記円板状回転工具(15)の内周部両側を挟持するとともに、該挟持体(20)の軸心部を電動回転機(10)の出力軸(11)に嵌合させて一体的に固定する。
(もっと読む)
シリコンウェハーの製造方法
【課題】シリコンインゴットからシリコンウェハーを製造するに際して、歩留まりを改善させることができると共に、生産効率の低下も防止することができるシリコンウェハーの製造方法をを提供する。
【解決手段】リコンブロック表面の研磨には、無端研磨ベルト30(ダイヤモンド研磨布)を研磨工具として使用することで、シリコンブロック表面の研磨にかかる時間を大幅に短縮することができる。また、無端研磨ベルト30(ダイヤモンド研磨布)による研磨では、ダイヤモンド砥石による研磨と異なり弾性研磨が可能であることから、研磨中にシリコンブロック表面に入る微小なクラックを軽減することができる。
(もっと読む)
長さ調節可能なアダプター及びこれを備えたマルチデバイス
長さ調節可能なアダプターは、内部に駆動モーターが内装され、一側に駆動モーターの駆動の時回転する回転軸が突出された回転工具に結合される長さ調節可能なアダプターにおいて、一側に回転工具の回転軸が貫通される貫通孔が備えられて回転工具の一側に結合される結合部材と、結合部材の他側に形成される支持部材とを含む本体部と、一側が支持部材に引出可能に結合され、他側に交替可能な作業部材が結合される回転軸が形成される可変部と、本体部の上部に配置され、回転工具の回転軸に結合される駆動プーリーと、可変部の回転軸に結合される従動プーリーと、駆動プーリーと従動プーリーとの間に締結されて、回転工具に突出された回転軸の回転の時従動プーリーを回転させるベルトとを含むことを特徴とする。本発明による長さ調節可能なアダプターは、回転工具の一側に結合される本体部に、切削刃などのような作業部材が締結される可変部を長さ調節可能に締結することによって被作業対象物の状態によって長さを調節して被作業対象を容易に加工することができるという效果を奏する。 (もっと読む)
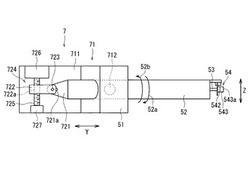
ツール傾動許容機構
【課題】シャフト形ツールへの曲げ応力を低減させることが可能なツール傾動許容機構を提供する。
【解決手段】本発明のツール傾動許容機構は、ベース部材13に対してバリ取りツール80を傾動可能に連結すると共に、バリ取りツール80の中心軸が予め定められたツール移動基準軸K1と平行になるように付勢し、ベース部材13をツール移動基準軸K1方向に前進させてバリ取りツール80をワークWのツール挿入孔H1に挿入したときに、バリ取りツール80がツール挿入孔H1の内面にガイドされて傾動することを許容する。そして、ツール移動基準軸K1方向に延びた第1傾動部材11を備え、その第1傾動部材11の後端部が第1のユニバーサルジョイント機構101を介してベース部材13に連結され、バリ取りツール80と一体に傾動する第2傾動部材12が、第1傾動部材11の前端部に第2のユニバーサルジョイント機構102を介して連結されている。
(もっと読む)
加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送されるワークWの表面Wa及び裏面Wbに、回転すると共に周期的に回転軸方向に往復動するバフローラ72、46が摺接する。ワークWの表面a側に突出する加工バリに対してバフローラ72の摺接方向が変化し、裏面Wb側に突出する加工バリに対してバフローラ46の摺接方向が変化し、ワークWに突出する加工バリがワークWから効率的に除去される。また、ワークWから分断された加工バリは下方に落下してワークWへの付着が抑制され、ワークWから分離し加工バリによってワークを傷付ける不具合が防止或いは抑制される。
(もっと読む)
板状ワーク研磨装置および板状ワーク研磨方法
【課題】下側研磨定盤の上面部外周端からガラス板の一部が食み出すことによる曲げ応力の発生並びに食み出し部の垂れ下がりひいては破損等を的確に回避して、ガラス板を円滑且つ適正に研磨できるようにする。
【解決手段】サンギア2とインターナルギア3との間に介設され且つ外周部に形成された歯4aが両ギア2,3に噛合して自転しながら公転するキャリア4と、このキャリア4に形成されたホール7に拘束して保持されるガラス板8と、このガラス板8の表裏両面を上下から挟み込む上研磨定盤6および下研磨定盤5とを備えた板状ワーク研磨装置1であって、キャリア4の自転および公転時にガラス板8の一部が下側研磨定盤5の上面部外周端5aから食み出すと共に、その上面部外周端5aの外周側に、ガラス板8の食み出し部を下方より支持する受け部11を配設する。
(もっと読む)
電動工具
【課題】
ギヤカバー3とスピンドルケースの連結部付近の外形を細く形成することにより、ハウジングの前端付近(又は連結部付近)を容易に把持できるようにした電動工具を提供する。
【解決手段】
回転軸6を有するモータ7と、モータ7を収容するハウジング2に接続されるギヤケース3と、ギヤケース3に収容されるスピンドル11と、ギヤケース3内に収容され回転軸6からスピンドル3へと動力を伝達する動力伝達機構(8,9)と、スピンドル11を回転可能に支持する軸受35と、軸受35を保持しギヤカバー3に接続されるスピンドルケース15を有する電動工具(1)であって、スピンドルケース15をギヤケース3にねじ込むことによって固定する。
(もっと読む)
ガラス基板の製造方法、研磨方法及び研磨装置、並びにガラス基板
【課題】ガラス基板の研磨精度を向上させる研磨装置等の提供。
【解決手段】上定盤40を駆動するモーターと、下定盤30を駆動するモーターと、下定盤30の内周の内側に設けられたサンギアを駆動するモーターと、下定盤30の外周の外側に設けられたインターナルギアを駆動するモーターと、これらのモーターを制御する制御部90とを備え、制御部90が、これらのモーターの駆動を制御することによってガラス基板を研磨する研磨装置であって、制御部90が、これらのモーターの駆動に必要な電力または電力量に基づいて、ガラス基板の研磨を調整することを特徴とする、研磨装置とそれを用いたガラス基板の製造方法。
(もっと読む)
研磨装置、研磨システム
【課題】 耐久性を高め、研磨効率を向上させることが可能な研磨装置及び研磨システムを提供する。
【解決手段】 環状のベルトと、ベルトの内周面の一部に装着され、研磨対象物の外周面を研磨する研磨板と、ベルトの内周面の他の一部に接触し、ベルトに動力を伝達するローラと、ベルトに動力を伝達する際、研磨板が研磨対象物の外周面に接触すると共にローラに接触しない状態を維持するように、ローラに対し、ローラを正方向及び逆方向に交互に所定量回転させる動力を伝達する動力伝達機構とを備えた研磨装置。
(もっと読む)
バリ取りマシン
【課題】 曲面を含むワークであっても、また、マシンを押圧する力が変化してもサンディング部を均一に研削することができるバリ取りマシンを提供する。
【解決手段】 ベルトサンダー2のサンディング部2a裏面側に、複数のボールベアリング10を平面状に並べたベアリング取付板7を付設し、さらに、この取付板の裏面に、一枚またはそれ以上の枚数のバックプレート8を配置した。
(もっと読む)
ボルト磨き装置
【課題】 傷を付けずにネジ部の奥まで十分に磨くことができるボルト磨き装置を提供する。
【解決手段】 ボルトBを保持してこのボルトBをボルト軸周りに回転させるボルト回転機構4と、ブラシ軸50、およびこのブラシ軸50の周囲に設けられたブラシ材51を有し、上記ブラシ軸の中心軸線R周りに回転させられる回転ブラシ5Aと、上記回転ブラシ5Aを保持して回転させるブラシ回転機構6Aと、を備え、上記ブラシ材51を上記ボルトBに接触させて上記ボルトBを磨くボルト磨き装置であって、上記ブラシ回転機構6Aは、上記ボルト軸と上記ブラシ軸50とが重なる方向からみた場合、上記ボルト軸に対して上記ブラシ軸50の中心軸Rが所定の傾き角+αをなすように上記回転ブラシ5Aを傾けることができる。
(もっと読む)
161 - 180 / 600
[ Back to top ]