
Fターム[3C058AA14]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具保持機構 (691)
Fターム[3C058AA14]の下位に属するFターム
工具交換 (91)
Fターム[3C058AA14]に分類される特許
121 - 140 / 600
超仕上げユニット
【課題】加工装置全体の構成をコンパクトにすることができ、かつ、加工能率が向上した超仕上げユニットを提供する。
【解決手段】超仕上げユニット1は、本体ケーシング2と、本体ケーシング2に回転自在に取り付けられ、複合加工機の回転主軸に同軸上に着脱自在に連結される連結軸3と、ワークを研削する砥石を有する砥石ヘッド4と、本体ケーシング2と砥石ヘッド4との間を連結し、回転主軸の往復回転駆動による駆動力を連結軸3を介して受けることにより、砥石ヘッド4を往復揺動運動させるリンク機構5とを備えている。
(もっと読む)
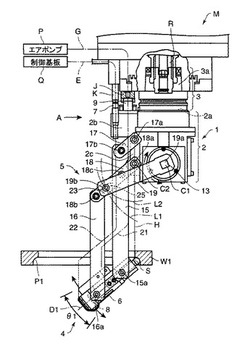
超仕上げ装置

【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
ワイヤーソー用メインローラ
【課題】ワイヤー溝の仕切壁の剛性を高めて、切断精度を向上させ、加工品の歩留まりを向上させることができ、加工品の薄膜化に対しても、仕切壁の剛性を維持し歩留まりを高いレベルで維持すると共に、ワイヤー溝の早期摩耗を抑制して寿命を大幅に延ばすことのできるワイヤーソー用メインローラの提供を目的とする。
【解決手段】本発明は、少なくとも外層がウレタン系樹脂で構成され、複数のワイヤー溝が外周面の周方向に形成されたワイヤーソー用メインローラであって、このウレタン系樹脂が、[A]1,5−ナフタレンジイソシアネート、[B]ポリエステル系ポリオール及び[C][B]ポリエステル系ポリオールの分子量より小さい分子量を有する硬化剤を含む組成物の硬化体であり、[C]成分が、(C1)ジオール、及び(C2)トリオールを含むことを特徴とする。
(もっと読む)
柱上変圧器ケースの錆落し装置
【課題】柱上変圧器のケースの底面に発生した錆を落す作業を容易に行うことができるようにする。
【解決手段】軸線方向を鉛直方向に向け、底面を下方に向けた柱上変圧器のケースTを下方から支える退避可能な可動テーブル2と、可動テーブルの上に支持されたケースをクランプするクランプ機構3と、クランプされたケースの下方に昇降装置とX−Y移動装置とを介して支持されていて、ケースの底面に回転研削ブラシを接触させてケースの底面を研削する研削装置6とを備え、可動テーブル2をクランプされたケースTの下方から退避させた状態で研削装置6をX−Y移動装置により水平面上でXY方向に移動させることにより回転研削ブラシをケースの底面に沿って移動させながら、ケースの底面全体の錆落しを行う。
(もっと読む)
ベルトサンダーの支柱
【課題】
多種少量生産のベルトサンダーユニットを、3×6鋼板などの大型加工出来るように支柱を工夫することである。それには柱は2本しか立てることは出来ず、剛性をもたせるのには構造と頻繁に迅速に分解組立ができることが求められていた。
【解決手段】
主として、コ字形に一体化された左オーバーハンガーと右オーバーハンガーの、互いの縦柱を縦補強枠で締結して一体化するとともに、互いの天パイプでベルトサンダーを吊り下げてなるベルトサンダーの支柱とすることで解決できた。
(もっと読む)
自走式溶接ビード切削装置
【課題】壁面に沿って移動しながら壁面に溶接によって生起している溶接ビードを切削する自走式溶接ビード切削装置の作業効率、切削能力を向上させる。
【解決手段】溶接ビードに隣接して壁面に敷設されているガイドレールに掛合しながら回転して溶接ビード切削装置をガイドレールに沿って前進移動及び後退移動させる駆動輪。駆動輪に支持されているフレームに取り付けられていて駆動輪に対して前進移動用の前進方向回転駆動力及び後退移動用の後退方向回転駆動力を与える自走用モータ。フレームに取り付けられていて溶接ビードの切削を行う回転エアーサンダー。フレームに取り付けられていて、回転エアーサンダーが溶接ビードに押し付けられる圧力を調整する押付圧力調整手段と、回転エアーサンダーをガイドレールが延びる方向に対して交叉する方向に移動させる横シフト手段を備えている。
(もっと読む)
ワイヤーソー
【課題】 従来技術では切断加工が困難であった切断幅の加工物を同時に複数得るためのワイヤーソーを提供する。
【解決手段】 複数のガイドプーリー5〜10、14〜19及び第1の自由軸多溝プーリー11、第2の自由軸多溝プーリー12、駆動軸多溝プーリー13を備え、第1の自由軸多溝プーリー11、第2の自由軸多溝プーリー12、駆動軸多溝プーリー13に多溝プーリーが取り付けられたワイヤーソーにおいて、繰出し側ガイドプーリー10と巻取り側ガイドプーリー14間に複数の補助ガイドプーリー25を設けて、切断加工範囲においてワイヤー24を第1の自由軸多溝プーリー11、第2の自由軸多溝プーリー12と補助ガイドプーリー25間で多重並列状に巻く。
(もっと読む)
ピーニング工具および加工方法
【課題】ワークの表面における周方向での特定の加工部位を集中的にピーニング加工することが可能なピーニング工具を提供すると共に、ピーニング加工を行う押圧体を保持するリテーナを径方向で小型化する。
【解決手段】ピーニング工具1は、押圧体であるボール7を径方向に駆動する作用部13を有するマンドレル10と、ボール7を径方向に移動可能に保持するリテーナ40を有する支持部材20とを備え、作用部13により駆動されたボール7が内周面4の開口縁4aをピーニング加工する。支持部材20は、マンドレル10を回転可能に支持する第1,第2支持部31,32を有する本体21と、マンドレル10の回転時にリテーナ40および本体21の回転を防止すべく治具60に固定される回転防止部36とを備える。リテーナ40は、本体21から軸線方向に延出していると共に、ボール7を軸線方向で第1,第2支持部31,32から離隔した位置で保持する。
(もっと読む)
ワイヤソー装置及びこれを用いたウエハの製造方法
【課題】インゴットからなるワークをソーマークやチッピングのない複数のウエハに切断するワイヤソー装置及びこれを用いたウエハの製造方法を提供する。
【解決手段】ワーク110を切断するワイヤWを保持するワイヤ保持部材を外周に設けたワイヤ保持ローラ120,130と、ワークを切断するワイヤを保持するワイヤ保持部材を外周に設けた補助ローラ140を有し、これらローラの外周に備わったワイヤ保持部材は、その外周面にワイヤずれ防止用の溝が所定間隔隔てて複数形成され、各ワイヤ保持ローラのワイヤ保持部材の溝から補助ローラのワイヤ保持部材の溝に掛けられたワイヤのなす角が一定の角度となるように、補助ローラのワイヤ保持ローラに対する突出し量を調整する補助ローラ位置調整手段を備えている。
(もっと読む)
ウエハ加工装置及びウエハ加工方法
【課題】簡単かつ精度良く、ウエハの外周面を加工できるウエハ加工装置及びウエハ加工方法を提供する。
【解決手段】積層体Sにおけるウエハの積層方向両側を保持した状態で、積層体Sを回転させる回転機構16と、回転する積層体Sの外周面に接触可能に設けられ、積層体Sの外周面を円柱形状に研削する研削回転砥石14と、積層体Sの外周面に沿って設けられ、回転する積層体Sとの間に研磨材Wを介在させた状態で、積層体Sの外周面を研磨する研磨手段15とを備えていることを特徴とする。
(もっと読む)
円筒構造物の端面加工装置およびその端面加工方法
【課題】円筒構造物の周方向に沿って複数のガイド治具を順次取り付けて構成されるガイド治具装置を利用し、案内されるグラインダを用いて円筒構造物の上端面に精度のよい滑らかな端面加工を施す円筒構造物の端面加工技術。
【解決手段】本発明は、原子炉容器11内に設けられた円筒構造物13上に他の円筒構造物12を溶接にて据え付けるために、円筒構造物13の上端面を端面加工する円筒構造物の端面加工方法である。円筒構造物13の周方向に、平面視弧状のガイド治具18を複数個順次取り付けたガイド治具装置20を設け、ガイド治具装置20の頂部に形成されるフランジガイド21上に、グラインダを保持した保持機構を周方向に移動自在に設置し、縦軸廻りに回転駆動されるグラインダの砥石車をガイド治具装置20に案内されて周方向に移送させることにより、円筒構造物13の上端面に研削による端面加工を行ない成型加工する方法である。
(もっと読む)
ワイヤソー
【課題】ワイヤの走行安定性やガイドローラの耐久性を高める。
【解決手段】ガイドローラ24A〜24Dと、これらの外側から巻回される切断用ワイヤWにより形成されてその軸方向に走行するワイヤ群とを備え、一対のガイドローラ24A,24B間を切断領域としとワイヤ群に対してワーク28が相対的に切断送りされるワイヤソー。このワイヤソーは、ワイヤ群に対して外側から接触して連れ回りする補助ローラ26を備える。補助ローラ26は、互いに隣接するガイドローラ24A,24D同士、及びガイドローラ24B,24C同士の間の位置で当該ガイドローラ24A,24D、及びガイドローラ24B,24Cの各共通接線よりも内側に入り込んだ位置でワイヤ群に接触することによりワイヤ群の軌道を共通接線よりも内側にシフトする。
(もっと読む)
クランク軸の疲労強度改善加工方法とその加工装置
【課題】ピン軸貫通孔の端部の強度を、これらの部位に一様に塑性加工を施すことによって向上させることが可能なクランク軸の疲労強度改善加工方法および加工装置を提供することである。
【解決手段】クランクスロー1のピン軸貫通孔5の端部に、一端側がピン軸貫通孔5の内径よりも小さく、他端側がピン軸貫通孔5の内径よりも大きく、一端側から他端側にかけて側面22aが凹曲面に形成され、他端側の端面の中央部に球座20aが形成された加圧工具22を、ピン軸貫通孔5に挿入してその側面22aをピン軸貫通孔5の端部に当接させ、球面座20aに、先端に凸部が形成された押圧用ロッド21aを押し付けて加圧することにより、ピン軸貫通孔5の端部を塑性変形させるようにした。それにより、応力が集中しやすいピン軸貫通孔5の端部周りが強化され、クランク軸の疲労強度が改善される。
(もっと読む)
セラミック電子部品の製造方法およびセラミック電子部品
【課題】研磨の際にセラミック素子が破損するのを防止すると共に、セラミック素子の研磨屑を効率よく除去することができる技術を提供する。
【解決手段】セラミック素子2と、研磨媒体3と、緩衝材4とがバレル1aに投入されて、バレル1aが回転することにより、セラミック素子2が研磨されて面取りが行われるため、セラミック素子2の研磨屑は静電吸着作用により緩衝材4に吸着されるので、研磨工程の後に研磨屑が付着した緩衝材4を選り分けるだけで、研磨屑を効率よく除去することができる。また、研磨の際にセラミック素子2が破損するのが発泡成形された緩衝材により防止される。
(もっと読む)
研磨ヘッド及び研磨装置
【課題】高精度に研磨ヘッドの取り付け調整ができない場合であっても、基板上の微少突起を要求の高さにまで研磨することができ、かつ、研磨テープの破損を防止できるようにする。
【解決手段】ベース部材521aの下部に対し、研磨ヘッド521bを、研磨テープ510の幅方向に直交する方向を軸521cとして揺動可能に取り付ける。そして、研磨面510dを挟んで幅方向両端に研磨動作のストッパとして機能する平滑面510e,510eを備えた研磨テープ510を、前記研磨ヘッド521bによって微少突起αに押圧させ、前記研磨テープ510を移送させて微少突起αを研磨する。ここで、研磨が進行し、微少突起αの高さが低くなるに従って、研磨ヘッド521の基板BSに対する傾きが小さくなり、最終的には、平滑面510e,510eの双方が基板BSに当接することになり、研磨テープ510の片当たりを防止できる。
(もっと読む)
切削加工装置
【課題】加工ツールを3次元的に動作させるためのプログラムを簡素且つ安価なものとして製造コストを低減させることができる切削加工装置を提供する。
【解決手段】加工ヘッド2をテーブル1上方で支持するとともにZ軸を回動軸L1として回動可能な支持手段4を備え、且つ、加工ツール3は、Z軸に対して所定角度傾斜しつつ加工ヘッド2に取り付けられるとともに加工ヘッド2が当該加工ツール3の回転軸L2方向に移動可能とされ、当該加工ツール3先端の半球状の中心C位置が支持手段4の回動軸上に保持された状態にて当該加工ヘッド2がワークWに対して3次元的に相対移動して切削加工可能とされたものである。
(もっと読む)
研磨パッド用補助板およびそれを用いた研磨パッドの再生方法
【課題】 回転定盤に対する研磨パッドの固着力を確保しつつ、回転定盤に対する研磨パッドの着脱を容易に行うことを可能と為し、特に回転定盤から研磨パッドを取り外すに際しての研磨パッドの損傷を防止することが出来る、新規な構造の研磨パッド用補助板を提供すること。
【解決手段】 回転定盤12の上面に載置される補助板本体14と、補助板本体14の上面中央部分に設けられたパッド支持面14aと、補助板本体14の外周縁部に形成されて回転定盤12の外周に嵌め合わされる嵌合周壁部18とを備えた研磨パッド用補助板。
(もっと読む)
切削加工装置
【課題】加工ツールの切削性を長期に亘って良好に維持することができ、寿命を向上させることができるとともに、加工ツールを加工ヘッドから取り外すことなくドレッシングすることができる切削加工装置を提供する。
【解決手段】ワークWを載置する載置面を有したテーブル1と、テーブル1の幅方向をX軸、当該テーブルの長さ方向をY軸及び当該テーブルの載置面に対して垂直方向をZ軸としてワークWに対して3次元的に相対移動可能な加工ヘッド2と、加工ヘッド2に取り付けられて回転軸L2周りに回転することによりワークWに対して切削加工可能とされるとともに、先端3aが半球状に形成された加工ツール3とを具備した切削加工装置において、加工ツール3の先端3aを電解加工することにより当該先端3aの半球状を一定に維持するドレッシング手段10をテーブル1上の所定領域に配設して成るものである。
(もっと読む)
研磨カセット、それを備えた研磨装置及び研磨対象物上の異物を研磨する研磨方法
【課題】簡単な構成で研磨テープの消費量を減らし、コストを削減すると共に、廃棄物を減らす。
【解決手段】研磨カセット7において、プラスチックフィルムの表面及び裏面に砥粒を樹脂バインダーで固定した表側研磨層13,14を有する研磨テープ8を巻き取り、この研磨テープ8の露出部に180°捩られて表裏面が反転した捩り部25を形成する。研磨テープ8を送り出しながら、研磨ヘッド17で研磨テープ8の表面側を研磨対象物に押し付け、研磨カセット7に巻き取られた研磨テープ8を全て使用した後、この研磨カセット7を裏返し、研磨テープ8を送り出しながら、研磨ヘッド17で研磨テープ8の裏面側を研磨対象物に押し付ける。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
121 - 140 / 600
[ Back to top ]