
Fターム[3C059DC01]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の材料 (112) | 金属基体 (90)
Fターム[3C059DC01]の下位に属するFターム
Fターム[3C059DC01]に分類される特許
1 - 20 / 28
ハニカム構造体成形口金用電極
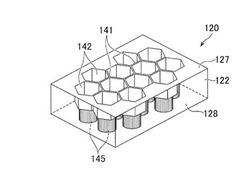
【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
フレキシブルな電気化学処理のための方法、装置、及びシステム

【課題】フレキシブルな電気化学処理のための方法、装置、及びシステムを提供する。
【解決手段】フレキシブルツールカソード400は、弾性的に変形可能なカソードを含み、該カソードは、2次元又は3次元で変形することができ、加工物がフレキシブルツールカソード400と相対的に移動している間は、加工物の輪郭に適応することができる。すなわち、フレキシブルツールカソードは、トレースを実施することができる。特定のフレキシブルツールカソードは、また、このようなコーナー及び縁部などの特別な構成に用いることができる。フレキシブルツールカソード400を用いて、電気化学プロセスにより加工物を研磨、仕上げ加工、又は整形することができる。
(もっと読む)
放電加工用電極線
【課題】放電エネルギーを増大させても引張強度の低下が抑制でき、被加工物の切断精度を向上させることができるうえ、加工速度を向上させることができる放電加工用電極線を提供することを課題とする。
【解決手段】ステンレス鋼線を芯線とし、該芯線の外周にニッケル(Ni)を被覆し、次いで銅(Cu)及び亜鉛(Zn)を順次被覆し、好ましくは、前記ニッケル(Ni)の厚さが0.01〜2.0μmであり、前記電極線の常温における引張強さが1900〜3200N/mm2であって、該電極線の400℃における引張強さが、常温における引張強さの70%以上であることを特徴とする放電加工用電極線。
(もっと読む)
放電加工装置
【課題】穴加工を行う放電加工において、出入口径差の小さな貫通加工を行う際の加工時間を短縮するとともに、安定な加工状態にて貫通加工を行うことを可能とする放電加工装置を得ること。
【解決手段】極間電圧が短絡検出閾値以下であることを検出する短絡検出回路11と、極間電圧が短絡検出閾値よりも高い不安定検出閾値以下であることを検出する不安定検出回路14と、極間電圧が短絡検出閾値以上であり、且つ、極間電圧が不安定検出閾値以下である場合に、極間への加工用電力の供給を停止すべく、パルス列における所定のパルスの発生を停止させる信号および加工用電極の加工送りを減速させる信号を生成して出力する制御回路12と、を備える。
(もっと読む)
放電加工用電極及びその製造方法
【課題】有効に電極の強度を向上すると共に、作製性及びセッティング等の取扱い性に極めて優れた放電加工用電極を提供する。
【解決手段】放電加工用電極10は、被処理物との間に放電を発生させて、被処理物表面に皮膜を形成する。実質的な電極部分として、所定の目粗さとした連鎖状金属13の空孔部13aに皮膜の原料となる粉末14を充填し、これを圧縮成形してなる皮膜形成用圧粉体を有する。
(もっと読む)
加工装置、加工方法、および記憶媒体
【課題】インゴットから基板を安定してスライス加工することが可能な加工装置、加工方法、および記憶媒体を提供する。
【解決手段】加工装置10は、シリコンインゴット30からシリコン基板31を作製するものである。この加工装置10は、電解液12を収容する処理槽11と、処理槽11内の電解液12に浸漬した状態でシリコンインゴット30を保持するインゴット保持部13と、シリコンインゴット30を切断する電極線38を含み、この電極線38によりシリコンインゴット30をスライス加工するための電極装置14と、電極装置14を保持する電極装置保持部15とを備えている。シリコンインゴット30をスライス加工する間、インゴット保持部13は電極装置14に対して相対的に上昇し、電極線38によるシリコンインゴット30の切断が、電解液12の液面12a直下で行われる。
(もっと読む)
加工用電極、インゴット処理装置およびスライス部材の製造方法
【課題】インゴット部材が過剰に溶解してしまうことを防止することができ、かつ、インゴット部材を加工する際の作業効率を低下させることができる加工用電極を提供すること。
【解決手段】加工用電極10は、電流を流すことによってインゴット部材Iを電解液E内で溶解して切断する。加工用電極10は、スライス電極支持部11と、スライス電極支持部11によって支持されるとともに、互いに平行に直線状で延在する複数のスライス電極部15と、を備えている。スライス電極部10は、横断面が矩形形状からなる電極本体部16と、当該電極本体部16の少なくとも両側面を覆う絶縁性の被覆部17とを有している。
(もっと読む)
ワイヤ放電加工装置およびワイヤ放電加工方法
【課題】 上述のような特許文献に記載されている表面処理方法および従来の表面処理方法では、処理対象部分が狭く深いスリット形状の内面や、小径の深穴の内面である場合などにおいて、改質物質が処理部分の奥深くまで到達できず、未処理部分を生じ、処理可能な形状に制約があるという問題があった。
【解決手段】 ワイヤ電極と、前記ワイヤ電極に対向させて配置された工作物との間にパルス状の電圧を印加する加工電源と、前記ワイヤ電極に前記加工電源からの電流を給電する給電手段と、ワイヤ電極と工作物との間に、ガスあるいは加工液を供給する処理雰囲気制御手段と、前記ワイヤ電極をワイヤ電極の長さ方向に対して垂直方向に振動させるワイヤ電極加振手段と、を備えた。
(もっと読む)
放電用電極
【課題】イオナイザー用電極を始めとする種々の放電用途に適用する放電用電極として、イオン発生効率が高く、耐久性に優れて非常に長寿命であり、被覆層の界面剥離による発塵を生じる懸念がなく、安価に製作できるものを提供する。
【解決手段】金属電極1の表面部に、ペネトロン処理による金属の拡散硬化層11が形成されてなる。
(もっと読む)
スパークエロージョン切断のためのワイヤ電極
本発明は、スパークエロージョン切断のためのワイヤ電極(1)に関する。ワイヤ電極(1)は、50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金から作製されるコア(2)を備え、コア(2)を取り囲み、銅、亜鉛、および/または銅・亜鉛合金を含むコーティング層(3)を含む。ワイヤ電極(1)の全断面積に対するコア(2)の表面積の比率は、ワイヤ電極(1)の全長に沿って60%から95%の範囲にある。  (もっと読む)
(もっと読む)
細穴放電加工機及び把持機構
【課題】 安定して加工できる細穴放電加工機を提供する。
【解決手段】 棒状あるいはパイプ状の電極を電極保持具にて保持しつつ回転させ、工作物付近で電極位置を支持する電極ガイドを通して工作物に対抗させ、工作物に穴加工を行う細穴放電加工機において、電極保持具の電極保持面に硬質被膜を形成し、電極ガイドの電極支持面に潤滑性被膜を形成する。
(もっと読む)
放電加工用電極線
【課題】微細な放電加工が可能な低コストの放電加工用電極線を提供すること。
【解決手段】対峙する第一平坦面3および第二平坦面4と、第一平坦面3および第二平坦面4の一方を接続して外方に突出している第一凸状曲面5と、第一平坦面3および第二平坦面4の他方を接続して外方に突出している第二凸状曲面6とで囲まれてなる断面を有している。
(もっと読む)
電解加工具の製造方法、流体動圧軸受機構および電解加工装置
【課題】高精度かつ高い生産性にて、シャフトに動圧溝を形成する電解工具を製造する。
【解決手段】金属により形成された内側部材の円柱面状または円錐台面状の外側面に、動圧溝形成用の凸状部を形成する工程と、前記凸状部間に絶縁材料を付与する工程と、前記凸状部および前記絶縁材料の表面を導電膜で覆う工程と、電析により前記導電膜上に外筒部を金属にて形成する工程と、前記凸状部および前記絶縁材料のうち前記外筒部の内周近傍の部位を残しつつ、前記凸状部の断面が電極部として露出するように前記内側部材を取り除いて電極内側面を形成する工程とを備える。
(もっと読む)
放電加工電極製造方法とその方法を用いて製造された放電加工電極を用いるコイル製造方法
【課題】高精度の放電加工電極を簡単に低コストで製造可能な放電加工電極製造方法を提供する。
【解決手段】導電性の基板1上にフォトレジスト層2aを配置するA工程と、このフォトレジスト層を放電加工電極の配線形状を映したマスク3で被覆するB工程と、紫外光4を、マスクを介してフォトレジスト層に露光するC工程と、フォトレジスト層を現像して、マスクによって形成された放電加工電極の配線形状のパターン5aを残して他のフォトレジスト層を取り除くD工程と、導電性の基板に代えてパターン上に、さらにA工程からD工程を少なくとも1回繰り返してパターン上にさらにパターン5bを重ねて型枠5を形成する工程と、導電性の基板をメッキ電極として電解メッキを行い型枠に金属を析出させて放電加工電極を形成させる工程と、型枠を剥離させる工程とを有する。
(もっと読む)
微細工具の製造方法及び微細工具の製造装置
【課題】容易に微細工具を製造することができる微細工具の製造方法及び微細工具の製造装置を提供する。
【解決手段】微細工具の製造方法は、棒状工具本体1の外周部を棒状工具本体1とは別の材料からなると共に、棒状工具本体1より除去成形が容易な材料のクラッド材2によって被覆して複合構造工具3を形成し、この複合構造工具3のクラッド材2の一部を除去して棒状工具本体1を必要長さに露出させて微細工具100を製造するものである。
(もっと読む)
加工装置および加工方法
【課題】SiCやGaN等の難加工物に対してダメージを与えることなく高精度に切断し、あるいは溝を形成することの可能な加工装置を提供する。
【解決手段】酸化剤の溶液が収容された容器11内において、Fe等の遷移金属により構成されるブレード15を被加工物13の表面に接触または極接近させると共に往復移動させる。酸化剤が遷移金属(ブレード15)を触媒として酸化力の強い活性種を生成し、この活性種に被加工物13が接触または極接近することで表面原子が酸化される。酸化された表面原子がブレード15の往復移動に伴い除去または溶出されることによって、被加工物13が切断、あるいは被加工物13に溝が形成される。
(もっと読む)
ワイヤ放電加工用電極線
【課題】小さな放電ギャップで安定して放電を発生させることができる微細加工に好適なワイヤ放電加工用電極線を提供する。
【解決手段】鋼線(ピアノ線)11の表面に黄銅めっき層12を設けた線材を伸線加工してなる電極線10(ワイヤ放電加工用電極線)の最表面全面に、浸漬等により、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等、母材よりも電気抵抗の大きい厚み0.1〜5μmの非絶縁性抵抗膜13を設ける。W(タングステン)線からなる電極線の場合も同様に最表面全面に非絶縁性抵抗膜を設ける。
(もっと読む)
ワイヤ放電加工用電極線
【課題】 従来の高速加工ワイヤ放電加工用電極線は加工速度が向上するも、製造コストが高くなり、高速加工以外の放電加工に必要な他の特性が悪くなるという欠点がある。
【解決手段】銅合金線の外周面に溶融亜鉛めっきを施して、銅合金と亜鉛の間で銅と亜鉛の物質移動現象により拡散を起こさせることによって、亜鉛の濃度勾配を有する銅―亜鉛合金層を生成せしめ、前記濃度勾配を有する銅―亜鉛合金層の表層を純亜鉛にすることにより、冷間伸線加工時に表層にクラックが生じない構造であるので、加工速度の高速化だけでなく、電極線と被加工物の相対位置を計測する位置決め精度が良好で、かつ電極線を連続的に走行させた時の金属粉の発生量が少なく、被加工物の面粗度が良好な電極線を経済的に提供することが可能になる。
(もっと読む)
多孔板の製造方法
【課題】垂直形状の孔を密な間隔で多数、容易に製造することができる多孔板の製造方法を提供する。
【解決手段】金属多孔板と金属ブロックを放電加工機に設置し、金属多孔板が加工電極となり、金属ブロック2が加工される側になるよう金属多孔板にプラスの電位をかける。これにより、チタン製の金属ブロック2の表面に円柱状突起3が得られる。この円柱状突起3が表面に形成された金属ブロック2を加工電極とし、新たなチタン製の金属薄板5を加工される側として放電加工機に設置し、加工すると、チタン製の金属薄板5に、金属ブロック2の表面に形成された円柱状突起3の配列を鏡像転写して孔6が形成される。
(もっと読む)
多孔板の製造方法
【課題】垂直形状の孔を密な間隔で多数、容易に製造することができる多孔板の製造方法を提供する。
【解決手段】チタン製金属多孔板とチタン製金属ブロックを放電加工機に設置し、金属多孔板が加工電極となり、金属ブロック2が加工される側になるよう金属多孔板にプラスの電位をかける。これにより、チタン製の金属ブロック2の表面に円柱状突起3が得られる。この円柱状突起3が表面に形成された金属ブロック2を第2の加工電極とし、新たなチタン製の金属薄板5を加工される側として放電加工機に設置し、加工すると、チタン製の金属薄板5に、金属ブロック2の表面に形成された円柱状突起3の配列を鏡像転写して孔6が形成される。
(もっと読む)
1 - 20 / 28
[ Back to top ]