
Fターム[3C063EE15]の内容
Fターム[3C063EE15]の下位に属するFターム
Fターム[3C063EE15]に分類される特許
1 - 20 / 111
鋸刃
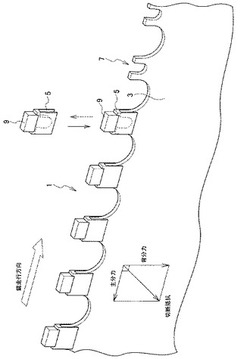
【課題】 高価な高周波加熱装置や超砥粒チップの接合位置を鋸刃基板に合わせるための専用治具等を必要とせず、簡単な工具のみで容易に超砥粒チップを鋸刃基板に着脱可能な超砥粒チップを切れ歯とする鋸刃の提供。
【解決手段】 チップホルダ5に接合された超砥粒チップ9を切れ歯とする鋸刃1にして、前記チップホルダに超砥粒チップ接合座部を設け、該超砥粒チップ接合座部に下方に突出する走行方向固定部を設けると共に、前記チップホルダの帯幅方向の位置を規定する帯幅位置規定部と、前記鋸刃の鋸刃基板3の両側面に当接係合する取付片とを設け、前記鋸刃基板に前記帯幅位置規定部に当接係合する帯幅位置係合部と、前記走行方向固定部に嵌合する嵌合溝とを設け、前記超砥粒チップ接合座部に超砥粒チップを接合した前記チップホルダを前記鋸刃基板に着脱可能に設けたことを特徴とする鋸刃。
(もっと読む)
多層重ね合わせダイヤモンドカッター

【課題】重量的に作業労力が大きくならず、作業現場の条件に合わせて切削溝の同時溝入れ条数と、切削溝同士の間隔を適宜変更することができるディスクグラインダーに用いられる多層重ね合わせダイヤモンドカッターを提供する。
【解決手段】筒状のスリーブ上部胴体部を有する中空凸状形状をしたフランジスリーブ3と、フランジスリーブ3のスリーブ上部胴体部に挿入されるダイヤモンドカッター4と、フランジスリーブ3のスリーブ上部胴体部に複数枚挿入されたダイヤモンドカッター4を間にそれぞれ挟挿されるスペーサリング6と、フランジスリーブ3のスリーブ上部胴体部内に挿入される筒状のナット下部胴体部が設けられ、ナット下部胴体部の内周にディスクグラインダー1の回転軸に形成された雄螺子と螺合する雌螺子が形成された中空凸状形状をした締付けナット5が設けられた多層重ね合わせダイヤモンドカッターとした。
(もっと読む)
レジンワイヤソー処理方法及びレジンワイヤソー処理装置
【課題】使用後のレジンワイヤソーから砥粒やワイヤなどの構成素材を効率良く分離回収することができ、環境負荷も生じ難い、レジンワイヤソー処理技術を提供する。
【解決手段】レジンワイヤソー処理装置10は、使用後のレジンワイヤソー20をその長手方向に走行させる搬送手段である前段ローラ11及び後段ローラ12と、レジンワイヤソー20の走行経路である前段ローラ11と後段ローラ12との中間に回転自在に配置されたプーリ13と、を備えている。矢線A方向に沿って走行してくる使用後のレジンワイヤソー20は、前段ローラ11からプーリ13に掛け渡され、このプーリ13の外周に10周巻き付けられた後、後段ローラ12に掛け渡されている。プーリ13とともに回転するレジンワイヤソー20から剥離された回収物15(レジンR及びダイヤモンド砥粒D)を電気炉にて加熱処理して、レジンRを燃焼除去し、ダイヤモンド砥粒Dを回収する。
(もっと読む)
研磨材及びそれに用いられるトクサ表皮の製造方法
【課題】天然素材でありながら優れた特性を持つトクサの性質を活かし、簡素な構成で耐久性があり、しかも製造が容易で、且つ使い勝手の良い研磨材及びその研磨材のトクサ表皮の製造方法を提供することを目的とする。
【解決手段】トクサの節を切り取り、節間だけとなるように切断する。このように切断したトクサを、アルカリ性物質を含有した水溶液で湯煮した後、トクサから維管束を含む内部組織を削ぎ落とすことにより、厚さを薄くしたトクサ表皮を得る。次に、その得られたトクサ表皮を、酸性の液体に浸して中和する。このようして得られたトクサ表皮を皮革20などの他材料への貼り付けることにより、トクサ表皮12の研磨効果を持つ仕上げ研磨材を製造する。トクサの本体を薄く加工することで他材料に容易に貼り付けが出来き、仕上げ研磨材としてのトクサ表皮12の利便性を高め、携行し易くする事ができ、トクサをより有効に使用する事ができる。
(もっと読む)
窒素添加サーメットなどの硬質材料の研削加工に適したレジンボンド砥石
【課題】窒素添加サーメットや超硬合金を高い研削比で加工できる砥石を提供する。
【解決手段】砥粒粉の主成分がダイヤモンドとDLCの2種からなり、ダイヤモンドを含む比率が25%〜45%(DLC比率では55%〜75%)である混合砥粒を用いて、研削時に生じる研削熱が過度にならない研削条件を設定することで、優先的に消失するDLCを最適化し、鋭い切れ刃のダイヤモンド砥粒を効率よく露出することになるようにした、ダイヤモンドレジンボンド砥石とする。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
メタルボンド砥石
【課題】
従来のメタルボンド砥石と同等またはそれ以上の研削力と研削比を持ち、且つレジンボンド砥石と同等またはそれ以上の仕上げ面精度を達成できるメタルボンド砥石を提供する。
【解決手段】
本発明によれば、砥粒および第1の金属粉を含んでなるメタルボンド砥石であって、前記第1の金属粉を構成する金属粒子の1粒子当たりの平均表面積Xと、前記金属粒子の平均粒子径と同じ直径を有する真球の表面積Yの比X/Yが10.0〜40.0であることを特徴とするメタルボンド砥石が提供される。
(もっと読む)
固定砥粒式ソーワイヤー
【課題】
解決しようとする問題点は、ソーワイヤーの極細化と引張強度を強化し、加工精度の向上及び加工時間の短縮が得られ,無効材の削減が出来るソーワイヤー1。
【解決手段】
ソーワイヤーの芯材2と砥粒6との剥がれ強度の強化手段として、ソーワイヤー1の使用時に掛かる芯材2と砥粒6との加圧力の吸収を目的として芯材2の外周面に銅被膜層第1層3を施工後、第1層3の外周面にニッケル被膜層第2層4を形成し、芯材2のニッケル被膜層第2層4と砥粒6のニッケル被膜層7とを融合結合する手段によって芯材2と砥粒6との剥がれ強度が強化される。更に、加工精度を上げる為にソーワイヤー1の外周に固着された被膜砥粒8の先端被膜部10を研磨によって被膜砥粒8の被膜7を剥離して、砥粒6の先端部を露出させ均一な外径を維持させたソーワイヤー1。
(もっと読む)
ロールブラシおよび研磨装置
【課題】本発明は、基材に塗布された接着剤を介して取り付けられたブラシ毛、および基材に開口部が成形されたブラシ毛からなるロールブラシに関するものである。
【解決手段】本発明のロールブラシは、パイルからなるブラシ毛が植毛される基材と、前記基材を巻回している巻き芯とから少なくとも構成されている。前記ブラシ毛が植毛されているロールブラシは、平面部材の表面を研磨し、前記ブラシ毛が磨り減った場合に、前記巻き芯を巻回することにより、新しいブラシ毛表面が現れて、所望の研磨ができるような構造になっている。また、ロールブラシは、ブラシ毛となる基材に開口部が成形されている。前記開口部が成形された基材は、巻き芯に一端から他端に向けて巻回されている。前記ロールブラシは、開口部を有する基材部分が回転されながらワークの表面を研磨する。
(もっと読む)
精密研磨工具用チップおよびその製法ならびに該チップを用いた研磨工具
【課題】 本発明の課題は、従来の研磨工具では実現できない、より精密な研磨を実現する研磨工具を提供することである。
【解決手段】 本発明は、研磨工具用チップの製造方法であって、超砥粒層と超硬合金層とが焼結一体化された複合材からチップ材料を切り出す工程、および、切り出されたチップ材料の超硬合金層を、該チップ材料の超硬合金層側の下端面を含む平面と超砥粒層側の上端面を含む平面とのなす角αが0°<α<90°になるように加工する工程を含む、前記製造方法、該製造方法によって製造された研磨工具用チップ、および該研磨工具用チップを含む研磨工具に関する。
(もっと読む)
ダイヤモンドソーワイヤの製造方法及びその製造装置
【課題】ダイヤモンドを確実にソーワイヤ素線に固着できるダイヤモンドソーワイヤの製造方法及び装置を提供する。
【解決手段】表面にめっき金属が覆われ、めっき金属にダイヤモンド粉が付着しているソーワイヤを製造する方法であって、磁石に吸着する材料を付着したダイヤモンド粉を用意する工程と、第1の金属めっきをした、磁化可能な材料からなるソーワイヤ素線を磁化する工程10と、前記ダイヤモンド粉を、磁化した前記ソーワイヤ素線に磁力で吸着させる工程20と、ダイヤモンド粉を吸着したソーワイヤ素線の第1の金属めっきを、めっき金属の融点より5℃低い温度から融点より5℃高い温度範囲内で加熱する工程30と、加熱後の第1の金属めっきにダイヤモンド粉をめり込ませる工程40と、ダイヤモンド粉がめり込んだソーワイヤ素線を冷却する工程50と、脱磁処理する工程60と、を具備したダイヤモンドソーワイヤを製造する方法。
(もっと読む)
ワイヤーソーの製造方法および製造装置
【課題】生産性や生産コストの改善された固定砥粒式のワイヤーソーの製造方法および製造装置を提供すること。
【解決手段】砥粒を含有するメッキ液にワイヤーを通過させて、その外周に砥粒を電気メッキにより固着させてなる固定砥粒式のワイヤーソーの製造方法であって、メッキ液の外部に配され、電流供給手段により電流が供給される液外の回転ローラーと、前記メッキ液の内部に配される液内の回転ローラーとの間に、前記ワイヤーを複数回架け渡して前記メッキ液の内外を複数回往復させることを特徴とするワイヤーソーの製造方法。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】研磨性、耐熱性、耐摩耗性に優れ、持続的な研磨性能を発揮する研磨ブラシ用毛材および研磨ブラシを提供する。
【解決手段】デカメチレンジアミンとセバシン酸をモノマー成分として重合して得られたナイロン1010樹脂またはこのナイロン1010樹脂を主成分とし他の相溶可能な熱可塑性樹脂との混合物100重量部に対し、研磨砥材粒子5〜50重量部を含有せしめた樹脂組成物を溶融紡糸したモノフィラメントからなることを特徴とする研磨ブラシ用毛材。
(もっと読む)
ワイヤ工具
【課題】加工効率が高く、加工面の面粗度も良好なワイヤ工具を提供する。
【解決手段】ワイヤ工具10は、ワイヤ11の外周面を覆う鍍金層12で固着されたバックアップ用の粒状体13と、鍍金層12を覆う合成樹脂層14で固着された砥粒15とを備えている。鍍金層12と砥粒15との間には、砥粒15を含まない緩衝樹脂層16が設けられている。ワイヤ11の長手方向に隣り合う粒状体13と砥粒15との隙間17は砥粒15の外径より小さく、ほぼゼロに設定されている。ワイヤ11はピアノ線であり、鍍金層12はニッケル鍍金で形成され、合成樹脂層14は熱硬化性樹脂で形成され、粒状体13及び砥粒15はダイヤモンド粒である。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
積層体の形成方法
【課題】炭素膜のもつ基材への高い密着性、硬度、および表面平坦性を利用し、ダイヤモンド砥粒やアルカリスラリーなどを用いることなく、ダイヤモンド、サファイヤ、硬質炭素膜などの硬度の高い材料表面を高速かつ簡便に、高い平坦性および精度で研磨、研削が可能な積層体を形成する方法を提供する。
【解決手段】基材を用意する工程と、ダイヤモンド微粒子を粉砕して前記基材上に該ダイヤモンド微粒子を設ける工程と、内部にSiO2材又はAl2O3材の供給源及び前記工程で得られた基材を設置したマイクロ波プラズマCVD反応炉内に、反応ガスを導入し、該反応炉内に表面波プラズマを発生させて、該基材上にSiO2材又はAl2O3材と炭素粒子とからなる膜を、該SiO2材又はAl2O3の量が前記基材側の下部層から上部層に向かって減少するように堆積させる工程とを備える。
(もっと読む)
研磨シート及びその製造方法
【課題】液晶用のガラス基板などの被研磨面の厚さが薄くなっても、汚れやカレットを除
去し、被研磨面を傷つけて強度を低下させることのない研磨シート及びその製造方法を提
供する。
【解決手段】400番〜8,000番の範囲から選択された番手の砥粒子を混入した合成
樹脂材料を、単位面積当り75%以上を占めるように直径50μm〜200μmの範囲か
ら選択された直径をもつ半球状の凸部が形成されたフィルムに成形された研磨層と、この
研磨層の凸部が形成された面の反対側の面に設けた基材とから成る。
(もっと読む)
超硬合金台板外周切断刃
【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃の提供。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下である熱可塑性樹脂、又は砥粒間及び砥粒と台板との間に含浸させた硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を硬化させてなる熱硬化性樹脂とを含む超硬合金台板外周切断刃。
(もっと読む)
超硬合金台板外周切断刃の製造方法
【課題】超硬合金台板外周切断刃の製造のコストパフォーマンスが極めて高く、この超硬合金台板外周切断刃を採用することで、切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できることから、高い寸法精度を有する希土類磁石を安価に提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部に近接して永久磁石を配設し、永久磁石が形成する磁場により、予め磁性体をコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒を台板の外周縁部近傍に磁気的に吸引固定し、電気メッキ又は無電解メッキにより、砥粒間及び砥粒と台板との間を連結して台板外周端部に砥粒を固着させて切り刃部20を形成し、砥粒間及び砥粒と台板との間に存する空隙に、融点が350℃以下である熱可塑性樹脂を含浸する、又は硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を含浸し、硬化させる。
(もっと読む)
超硬合金台板外周切断刃
【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下の金属及び/又は合金とを含む超硬合金台板外周切断刃。
(もっと読む)
1 - 20 / 111
[ Back to top ]