
Fターム[3C100AA47]の内容
Fターム[3C100AA47]の下位に属するFターム
無人搬送車の運行管理(計画を含む) (40)
Fターム[3C100AA47]に分類される特許
1 - 20 / 149
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
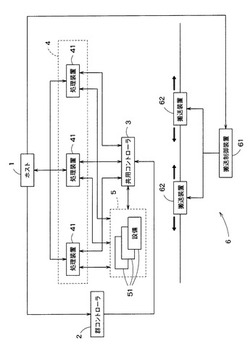
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
製品納入計画立案方法

【課題】対策処置する製品が複数あっても適切な製品輸送の進捗管理を可能とする。
【解決手段】製品を生産ラインから輸送ルートを経て納入先に納入するまでの計画の立案方法において、管理ポイントを有する輸送ルート上に、出発時間間隔が所定値以上の管理ポイントを特別管理ポイントとして設定し、かつ優先期間を設定する(401,402)。対策処置され、生産ラインに戻される製品の輸送ルートが特別管理ポイントを含み、優先期間内である場合はその製品の優先順位を上位に設定する(403)。それ以外の製品は、特別管理ポイントまでのリードタイムにより余裕時間を算出し他の製品の余裕時間と比較して優先順位を設定する(403)。設定された優先順位により製品の輸送計画を再計算する(404)。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
(もっと読む)
処理支援装置及び方法、半導体の製造支援装置及び方法、並びにプログラム
【課題】所定の設備によって被処理対象物に対して所定の処理を予定時間通りに施すことを容易かつ高精度に支援する。
【解決手段】設備別処理実績データベースを用いて第1の所定条件を満足する基準座標点を通ると共に枚数Xを示すX軸に平行な直線と、処理時間Yを示すY軸と、基準座標点及び原点を通る直線とで囲まれる領域内の各座標点と基準座標点とを通る各直線の切片のうちの第2の所定条件を満足する切片を導出し(ステップ156)、設備・レシピ別処理実績データベースにより示される座標点のうちの所定個数以上の枚数Xを有する全ての座標点の各々と導出された切片とを通る各直線の傾きのうちの第3の所定条件を満足する直線の傾きを導出し(ステップ158)、導出された切片及び導出された傾きが代入された回帰式を用いて処理時間を算出する(ステップ160)。
(もっと読む)
部品配膳・組み立てシステム
【課題】組立工場における部品の入荷作業、組立作業、および生産品種切替時の作業の誤り防止するとともに、配膳エリアの削減、作業効率向上を図る。
【解決手段】生産計画システムが作成した生産計画に基づいて製品の組立に使用する部品の組立前の入荷を指示する部品入荷指示システムと、前記部品入荷指示システムの入荷指示に応じて入荷された部品を移動可能な部品配膳台車の予め定められた部品配膳エリアへの配膳を指示し、予め与えられた製品組立指示情報を基に前記部品配膳台車の部品配膳エリアから所定の部品を取り出して部品組立作業を行うように指示する部品組立作業指示システムを備え、前記部品配膳台車には、一台の部品配膳台車で複数の品種の製品を組み立てることができ、且つ、使用する全ての部品配膳台車に収納する部品の全てが所定の作業時間内に製品の組み立てに使用されるように部品を振分けて収納する。
(もっと読む)
搬送制御システム、搬送制御方法、およびコンピュータプログラム
【課題】処理装置での処理が実行されない時間となる搬送ロス時間の継続的な発生を防止し、搬送ロス時間の発生を最小限に抑制してスループット(生産性。単位時間当たりの処理能力)を向上させる搬送制御システム、搬送制御方法、コンピュータプログラムを提供する。
【解決手段】搬送制御システム1sは、複数種類の処理対象物をそれぞれ並列的に処理する処理装置21a、処理装置21b、・・・と、複数の処理装置と連係して処理対象物の搬送を行う搬送装置31とを備えた生産ライン1での処理対象物の搬送を制御する。搬送制御システム1sの制御部10は、機能実現手段(機能実現部)を構成し、搬送要求受付部12、第1処理装置認識部13、第2処理装置抽出部14、優先順位決定部15、搬送指示部16などとして機能する。
(もっと読む)
倉庫作業計画作成システムおよび倉庫作業計画作成方法
【課題】複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成すること。
【解決手段】作業割付部13bが、複数の棟に関係する運搬設備および荷役設備の作業計画を計画対象期間に割り付けた後に、個別の棟のみに関係する運搬設備および荷役設備の作業計画を割り付ける。すなわち、作業割付部13bは、複数の棟に関係する運搬設備および荷役設備の作業計画を作成する処理と、個別の棟のみに関係する運搬設備および荷役設備の作業計画を作成する処理との2段階に分けて作業計画を作成する。このような倉庫作業計画作成処理によれば、1回の作業計画の作成処理で探索される組み合わせ数が減るので、複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成することができる。
(もっと読む)
ロット搬送制御装置及びロット搬送制御方法
【課題】ポートである中継棚を特定ロット用と通常ロット用に分けて設定することで、製造装置にロスなく確実にロットを供給する。
【解決手段】工程内の特定の製造装置のみで処理を行う特定ロットと、工程内のいずれの製造装置においても処理を行うことができる通常ロットとが混在する生産ラインのロット搬送制御装置であって、搬送装置の仕様情報と製造装置の仕様情報とロットの種類及び位置の情報とを更新しながら管理記憶している基本情報記憶部11と、基本情報記憶部11に記憶されている情報に基づいて、複数のポート70を、通常ロットの専用ポートと特定ロットの専用ポートのいずれかに設定するポート設定決定部12と、バッファ55からの通常ロット及び特定ロットを、ポート設定決定部12によって設定された対応する各専用ポートに搬送先として割り付けるロット搬送先決定部12と、を備えている。
(もっと読む)
停滞部品管理装置および停滞部品管理方法
【課題】作業者が部品のピッキングを行う際に作業体勢の改善を図ることができ、しかも、部品棚の長期に停滞している部品の配置を指示することができる停滞部品管理装置を提供する。
【解決手段】停滞部品管理装置は、部品棚内の位置アドレスと配置される部品の出庫履歴情報とを関連づける棚割管理テーブル401が記憶される記憶部と、部品棚の所定の基準位置と該基準位置からの部品の所定の配置方向に基づいて、配置方向における隣接する位置アドレスに配置された比較対象部品の使用頻度を部品出庫履歴情報から算出し、比較対象部品のうち使用頻度の少ない部品が基準位置より離れた位置に配置されるように、比較対象の部品の位置アドレスの変更を指示する棚割更新処理部8とを有する。
(もっと読む)
部品管理システムおよび部品管理方法
【課題】部品管理システムと部品管理方法において、保管スペースの増大を抑制すると共に製品の生産順序を反映して部品を保管し、効率良く迅速に生産ラインに供給できるように部品を管理することを可能とする。
【解決手段】部品管理システム1は、生産ライン2への直接の部品供給源となる部品管理棚3と、生産計画のデータや部品のカテゴリを定めたデータ等を記憶する記憶部4と、各データに基づいて部品管理棚3に品番毎および部品のカテゴリ毎に所定量の部品を保管する保管領域αを生産計画順に設定し、その結果を出力する制御部5と、前記結果を表示する表示装置7とを備えている。制御部5は、生産計画から要求される部品数が保管領域αに保管される所定量を超える場合に隣り合う複数の保管領域αを割り当てる。部品管理棚3がバッファとして機能し、作業者M2は部品管理棚3から生産ライン2へと配列順番に部品を搬送して生産ラインに効率良く供給できる。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
生産管理システム及び生産管理方法
【課題】 成型工程に用いる部材の生産指令を等量生産による指令で行う生産管理システムにおいて、成型工程に部材を供給する台車を有効利用し生産効率の低下を回避する。
【解決手段】 [成型指令]をもとに処理する「材料指令」は、代表指令No.で表す成型指令のロット(A,Bタイヤ何れも1本1ロット)に対応する等量指令(原単位1だから、部材C1個の生産指令)を定め、定めた等量指令を台車単位の積載量を最大にする数(積載量3個だから、指令数3)まとめて材料指令として発行する。まとめたことにより、従来、等量指令数(成型工程のロット数12)と同数必要としていた台車数を材料指令数(4)に減らすことができる。ただ、日限の管理が必要になり、この処理を材料指令処理で行う。
(もっと読む)
カセット搬送制御方法、プログラム、及び製造実行システム
【課題】なるべく少ない回収用カセットで、ラインの停止や滞留を防止する。
【解決手段】カセット毎情報を常時監視し、このカセット毎情報と各ラインの最小必要カセット数とに基づいて、各ブロックに最小必要な回収カセット数を算出し(S3)、回収カセット数が最小必要数よりも不足しているブロックに、回収カセット数が最小必要数よりも上回っている他のブロックから、回収カセットを補充する搬送指示を出力すること(S13)を特徴とするカセット搬送制御方法。
(もっと読む)
作業管理システム及び作業管理方法
【課題】部品の拾い上げ作業の効率化及び正確化を実現する作業管理システム及び作業管理方法を提供する。
【解決手段】対象となる部品18の位置を示す画像を表示装置116に表示させる表示制御手段152と、リストリーダ28により読み取られた部品箱タグ16tが対象となる部品18に対応するものであるか否かを判定する物品正誤判定手段158と、その物品正誤判定手段158の判定が肯定される場合には正しい拾い上げが行われた旨を画像に反映させる一方、判定が否定される場合には間違った拾い上げが行われた旨の報知を出力させる拾い上げ作業評価手段160とを、備えたものであることから、拾い上げ対象となる部品18の位置を表示装置116に視覚的に表示させられることに加え、作業者が部品18を手に取ろうとした際にその部品18が正しい拾い上げ対象部品18であるか否かを直感的に把握させることができる。
(もっと読む)
作業指示提供システム、作業指示提供装置、制御方法、及びプログラム
【課題】順序関係のある複数の処理をそれぞれ異なる機械によって行う場合に、当該一連の処理に関連する作業指示を提供する。
【解決手段】運搬作業者端末と、作業指示提供装置とを備え、作業指示提供装置は、スケジュール入力受付部と、一致判定部と、第1の物品特定部と、物品が一致すると一致判定部が判定した場合に、当該物品を処理終了時に得る機械を特定する第1の機械特定部と、物品が一致すると一致判定部が判定した場合に、当該物品を処理開始時に必要とする機械を特定する第2の機械特定部と、第1の物品特定部が特定した物品を、第1の機械特定部が特定した機械の場所から、第2の機械特定部が特定した機械の場所へ運搬するよう、運搬作業者に指示する旨の内容を含む作業指示を生成する作業指示生成部と、作業指示生成部が生成した作業指示が運搬作業者端末に送信されるよう出力する作業指示出力部とを有する。
(もっと読む)
搬送制御方法、搬送制御装置およびコンピュータプログラム
【課題】 対象となる搬送ロット(=要素)の数が30程度を超える場合でも、山立てに関する制約条件を満たし、山高さを最大化する指標と搬送回数を最小化する指標とのバランスを任意に調整できるよう要請された山仕分け問題に対し、ヒューリスティク解法に頼らず、かつ対象を分割することなく、要請される許容可能な時間内に厳密な最適解を導出する山仕分け計画を実現する。
【解決手段】 払出山を作成する対象となる複数の鋼材についての鋼材情報に基づいて、複数の鋼材を複数の払出山に分ける山仕分けを決定し、その山仕分けとヤードの状態とに基づいて山立てするように搬送機器に搬送作業を指示するに際し、山高さを最大化する指標と搬送回数を最小化する指標とを持つ目的関数を設定し、山立て及び搬送に関する制約条件を満たす数理計画問題に帰着させ、山仕分けを最適化する技術を提供する。
(もっと読む)
印刷物梱包体を製造して荷積みするための方法および装置
【課題】生産能力の効率的な利用により印刷物梱包体の確実で秩序だった荷積みを可能とする、印刷物梱包体の製造方法および荷積み方法を提供するとともに、当該方法を実施するために作動可能な装置を提供する。
【解決手段】搬送手段11、11´に割り当てた積荷16に分けられ、それぞれ所定の一元管理オーダーに対応した所定数の同種の印刷物から成る印刷物梱包体18、19を製造して荷積みするための方法および装置であり、互いに独自に稼働可能な少なくとも2つの生産ライン2、3で積荷16の一元管理オーダーに対応して製造した印刷物梱包体18、19を荷積み部10へと移送し、荷積みする。一元管理オーダーに対応した印刷物梱包体18、19を製造するために生産ライン2、3は、積荷16の各一元管理オーダーを表す積荷データに応じて自動的に制御される。
(もっと読む)
部品供給方法および部品供給システム
【課題】部品供給方法および部品供給システムにおいて、簡便かつ低コストでセル生産現場に対して遅滞なく部品を供給できるようにする。
【解決手段】本システム1は、生産セル2のステーションSTに部品の供給を促すために提示されるカードCと、回収したカードCを収納するための複数のポケットPとを備えており、各カードCには、部品情報と部品消費時間から決定された部品供給の優先順位に関係する情報すなわち各部品の種類に対応してそれぞれ設定された換算納期α(整数値)が記載され、ポケットPは、所定の時間間隔Tで順序付けて搬送台車3側に配置されており、カードCは、そのカードCを回収した現在時刻に対応するポケットPから、そのカードCに記載されている換算納期αの個数だけポケットPの位置を時間軸方向に進めた位置のポケットPに収納され、現在時刻の位置に近いポケットPに収納されているカードCの部品は優先的に供給される。
(もっと読む)
生産管理システム及び生産管理方法
【課題】物品の受け入れ時から、物品の送達を管理する生産管理システム及び生産管理方法を提供する。
【解決手段】本発明の生産管理システムは、表示内容の書き換えが可能な無線通信式の表示パネル装置19、および固有の識別子を持つ無線通信式のRFIDタグ18を具え、受け入れた物品を搬送まで載置する複数の台車11と、RFIDタグ18から、前記タグIDを読み出すタグリーダ10と、該複数の台車11にそれぞれ載置した種々の物品ごとのデータ情報について前記固有の識別子に関連付けて登録及び読み出しが可能なデータベース17と、該複数の台車11に積載した物品ごとのデータ情報を表示パネル装置19に無線通信で登録する無線中継機12とを備える。
(もっと読む)
搬送装置
【課題】簡単な構成で物品の情報を正確に管理できるとともに、載置される物品の形状に関わらずIDタグの情報の読み取りが可能であり、IDタグの取付位置の自由度を大きくし、同一の搬送ラインで形状の異なる物品を取り扱ってもIDタグとIDタグ読み取り装置との距離を一定として読み取りミスを防止する搬送装置を提供すること。
【解決手段】搬送台車110に載置されて搬送される物品に備えられたIDタグ130を搬送ライン近傍で読み取るIDタグ読み取り装置120が、IDタグ130の情報を非接触で読み取るIDアンテナ121と、IDアンテナ121を移動可能に支持する移動機構140とを有していること。
(もっと読む)
1 - 20 / 149
[ Back to top ]