
Fターム[3C100BB15]の内容
Fターム[3C100BB15]に分類される特許
41 - 60 / 419
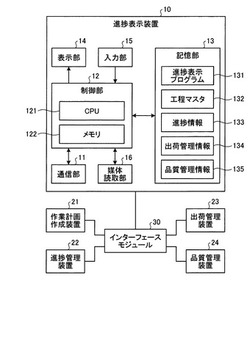
進捗表示装置、進捗表示方法および進捗表示プログラム
【課題】各種変動を早期に検出し、対策を迅速に立案することを支援する。
【解決手段】進捗表示装置10は、製品に対する作業の進捗状況に関する進捗情報133を記憶する記憶部13と、製品に対する作業が行われる工程を工程順に表示するとともに、進捗情報133に基づいて、製品が仕掛かり中である場合には、当該製品に対応する図形を当該製品が仕掛かり中の工程に対応づけて表示し、製品が第1の工程と第2の工程の間で工程間在庫となっている場合には、当該製品に対応する図形を第1の工程と第2の工程の中間の対応する位置に積み上げるように表示する制御部12とを備える。
(もっと読む)
建設機械用転がり軸受及びその品質管理方法

【課題】ダンプトラック等の大型建設機械における転がり軸受1の材料購入S1からその転がり軸受1の完成後の検査S5内容まで、詳細な履歴情報を、その軸受1及び部品2と1対1の関係で容易に管理することのできる品質管理方法を提供する。
【解決手段】各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。軸受各構成部品2(内輪2a、外輪2b、転動体2c)を軸受1に組立てた後、各構成部品2に対するICタグ4の記録情報を製造番号または製造ロット番号に対応して管理コンピュータシステム20に記録しておく。一方、軸受1(例えば、内輪2a)に取付けた別のICタグ10に前記製造番号またはロット番号を記録する。出荷後の任意時に、そのICタグ10の製造番号等の記録情報を介してコンピュータシステム20から前記構成部品2の記録情報を読取って、修理等に利用する。
(もっと読む)
実装不良解析システム及び工程異常モニタリングシステム
【課題】コストアップを抑え、かつ、実装工程での不良原因の解析が確実に行うことのできる実装不良解析システムを得る。
【解決手段】画像データ管理装置21は、基板の枚葉毎に実装面の各工程作業状態を撮像した基板表面状態画像データ31を記録する。実装不良解析装置22は、外観検査工程14から、任意の基板に対する不良箇所の通知を受けた場合、基板の各工程作業状態の画像データを画像データ管理装置21から取得し、不良箇所の発生した工程の画像を起点としてその工程より前の工程の作業状態の画像から不良原因の解析を行う。
(もっと読む)
機械要素部品の余寿命算出方法
【課題】専門家によらなくても、機械要素部品が再使用可能か否かを判断できるようにする。
【解決手段】機械要素部品に、その機械要素部品の種類、製造時期、製造ロット、製造履歴のうちの少なくとも一つを含む識別情報を記録して外部から電磁的方法によりその識別情報を読み取り可能であるICタグを取り付けておき、このICタグを読み取れる点検装置の記憶部に、上記識別情報に対応した点検項目及びその判断基準を記録しておき、その機械要素部品に対応した点検項目を表示部に表示させ、結果情報を入力部から受け付けて、その結果情報を判断基準と対比して、再使用の可否を表示部に表示させるものとする。
(もっと読む)
バッファ内のウエハキャリアに関する情報管理システム及び方法
【課題】バッファに積載されたウエハキャリアに関する情報管理システム及び方法を提供すること。
【解決手段】このシステムは、バッファ内のウエハキャリアに付着した送受信ユニットからウエハキャリア情報を読み込むリーダーユニット、該リーダーユニットから前記ウエハキャリア情報を収集するリーダーユニット制御部、該リーダーユニット制御部から前記ウエハキャリア情報を収集するバッファ制御部、該バッファ制御部から前記ウエハキャリア情報を受信するウエハ管理部を含む。本発明は、バッファ内のウエハキャリアの情報を、リーダーユニット制御部、バッファ制御部自体で収集するため、半導体工程中にバッファに積載されたウエハキャリアに関する情報を效率的に管理することができる。
(もっと読む)
電気回路製造システム用製造数管理装置
【課題】 それぞれが基板に電気部品を実装して電気回路を製造する複数の製造ラインを備えた電気回路製造システムにおいて電気回路の製造数を管理するための製造数管理装置を、実用性の高いものにする。
【解決手段】 (a)製造される電気回路の製造予定数と、現時点までの製造完了数とを記憶する製造数記憶部42、および、(b)電気回路製造システムから随時送られてくる製造完了情報に基づいて、随時、その製造数記憶部に記憶されている製造完了数を更新する製造完了数更新部46に加え、(c)製造完了数が製造予定数に達しない電気回路を製造している複数の製造ラインのうちのいずれかにおいてその電気回路に代えて別の種類の電気回路を製造する割込製造に対処する割込製造対処部48を、製造数管理装置38に備えさせる。
(もっと読む)
作業手順表示装置及び作業管理装置
【課題】
紙の作業手順書を作業場所に置くことの作業効率上の問題点を解決する。
【解決手段】
作業者による操作を検出した場合、その時点の作業の番地を取得し、検出した操作内容に応じて取得した作業番地の更新可否を操作指令部が判断する。作業番地を更新した場合には、管理部が作業画面の表示制御を表示制御部に指示する。表示制御部は、更新後の作業番地に対応する作業画面を取得し、表示制御を行なう。一方、作業番地が更新されない場合には、表示部に表示される作業画面は変更されない。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】アークプロセスを通過する溶鋼処理に引当てる専用の溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、各溶鋼鍋の最終鋳造終了時刻の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージのうち出鋼終了時刻から鋳造終了時刻までの時間が所定時間以上のものを抽出し、抽出した前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力する。
(もっと読む)
生産工程スケジューリング方法
【課題】需給調整と生産設備能力や資材供給計画などの操業制約を満たすだけではなく、生産工程のスケジュールに影響を与えるプロセス条件面の制約を盛り込んで、製品の高品質を確保しつつ、生産ラインの効率的活用を図る簡便な生産工程スケジューリング方法を提供すること。
【解決手段】複数の工程からなる製品の生産計画を作成し、ネットワークを通じて生産計画表を提供する生産工程スケジューリング方法であって、工程の開始時刻を決める条件として、プロセス条件面の制約を含む。
(もっと読む)
生産スケジュール立案装置及び生産スケジュール立案方法
【課題】工場の能力及び大幅な操業変動を考慮し、所定の生産計画を達成するための生産スケジュールの立案を行うことを目的とする。
【解決手段】生産スケジュール立案装置は、各工程で用いる設備それぞれの処理量を記憶し、スケジュール通りの生産が行えなくなる要因の発生を考慮して、前記スケジュールに沿って生産のシミュレーションを行い、シミュレーションの結果から、納期遅れとなった製品及びその原因を検出し、前記要因が発生することを前提に、検出した製品を生産する工程で用いる設備及びその処理量に基づいて、納期を守るために取るべき指針を示す指標を作成する。
(もっと読む)
生産ライン管理システム
【課題】生産ラインの稼働状態を監視して、トラブルの発生を検知した場合に、生産ライン全体の進行に関する影響度を明確にして、関係先に通知する生産ライン管理システムを提供すること。
【解決手段】生産ラインを構成する複数の工程ユニットと、各工程ユニットの稼働状態を監視する手段と、いずれかの工程ユニットでトラブルが発生した場合に関係先に通知する手段と、を有する生産ライン管理システムであって、トラブルが発生した工程ユニット以外の他の工程ユニットへの影響度を、生産スケジュールに関する情報を入手することにより判断して、関係先に通知する。
(もっと読む)
生産システムにおける不良容疑物品探索装置
【課題】抜き取り検査で不良物品が発見された場合に不良容疑物品を探索する。
【解決手段】工程X〜Zを経て物品に処理を施す生産システム100に、探索装置200を設ける。付番要求部210〜223が各工程時に各物品について付番要求を行うと、付番処理部230は要求順に一連の物品番号を付与し、変遷情報記録部240は、工程間の物品番号の変遷情報を記録する。探索処理部290に、不良物品番号を特定した探索開始指示が与えられると、不良物品番号は格納部270に格納され、トレース探索部250が、その上流もしくは下流を辿り、トレースされた物品の番号を格納部270に格納する。次に、挟込探索部260が、特定の工程後の物品の中から格納部270に格納されている物品番号に挟まれた物品番号をもつ物品の番号を格納部270に格納する。最後に格納部270内の番号を不良容疑物品番号として出力する。
(もっと読む)
データ収集装置、並びに、該データ収集装置の制御方法および制御プログラム
【課題】製造ラインの各設備からのデータを、情報が欠落することなく統合する。
【解決手段】データ収集装置11は、製造ラインの検査装置33・35からの検査データを収集して、検査DB記録部63の特性値テーブルに追加するものである。データ収集装置11は、検査データを含む検査ファイルおよびファイル名を検査装置33・35から取得して記録する検査ファイル記録部60と、検査ファイル記録部60から読み出したファイル名から検査データに関する付加情報を抽出する付加情報抽出部50と、抽出された付加情報を、検査ファイル記録部60からの検査ファイル内の検査データに追加して特性値データとするデータ変更部51と、データ変更部51からの特性値データを検査DB記録部63の特性値テーブルに追加するデータ書込部53とを備える。
(もっと読む)
品質予測装置、操業条件決定方法、品質予測方法、コンピュータプログラムおよびコンピュータ読み取り可能な記憶媒体
【課題】製造プロセスの実績データから類似例を高速に検索し、製品の予測品質データを高精度に生成する品質予測装置を提供する。
【解決手段】品質予測装置は、製造プロセスのプロセス変数値と類似するプロセス変数値を有する製造プロセスにおける過去の実績データに基づいて製品の品質を予測する。品質予測装置は、実績データ記憶部から実績データを抽出するデータ抽出部と、抽出された実績データに基づいて、品質予測対象製品のプロセス変数値と類似するプロセス変数値を有する実績データの検索に用いる検索用テーブルを作成する検索用テーブル作成部と、品質予測対象製品のプロセス変数値と類似するプロセス変数値を有する実績データを抽出し、抽出された実績データに基づいて、品質予測対象製品の品質を予測する予測部と、を備える。
(もっと読む)
品質予測装置及び品質予測プログラム
【課題】量的変数として表される鉄鋼製品の品質を製造条件から精度高く予測すること。
【解決手段】演算処理部4が、鉄鋼製品の製造条件と製造条件で鉄鋼製品を製造した際の欠陥混入率の実績値とを関連付けして記憶する実績データベース3に記憶されている情報を用いて、製造条件及び欠陥混入率をそれぞれ入力値及び出力値とするベイジアンネットワークを品質予測モデルとして作成し、作成された品質予測モデルを用いて、要求条件で鉄鋼製品を製造した際の欠陥混入率を予測する。
(もっと読む)
プロセスデータ処理装置およびプロセスデータ処理方法
【課題】レシピの変更頻度が高い製造装置のプロセスデータでも高精度のデータ分析を可能にする。
【解決手段】演算装置14により、プロセスデータをステップ番号別に分割し、基準レシピから読み出された基準ステップの動作条件に該当する上記分割されたプロセスデータを検索し、互いに該当する基準ステップの基準ステップ番号とプロセスデータのステップ番号とを対応付けた記録表を作成する。そして、上記記録表における各基準ステップ番号の出現順番が上記基準レシピにおける各基準ステップ番号の出現順番に一致する場合に、上記プロセスデータに製造装置による処理の内容を意味する記号を付加する。その結果、変更されたレシピで加工処理されたプロセスデータでも、演算装置14でのデータ分析時に上記付加された記号で分割すれば処理内容が同じプロセスデータ別に分割でき、高い精度のデータ分析が可能な数のプロセスデータを収集できる。
(もっと読む)
生産コントロールシステムおよび生産コントロール方法、制御プログラム、可読記憶媒体
【課題】垂直統合された多拠点生産時の生産全体最適化して在庫最小化/出荷数量最大化/特定ユーザーデリバリ優先など生産ロスを低減する。
【解決手段】生産コントロールシステム1の複数生産拠点予測フィードバック手段21は、生産拠点の生産リードタイムや調達部材のリードタイムに基づいて予測手段212により一定期間後のデリバリや在庫量を予測して、フィードバック手段213により、この予測手段212で予測したデリバリおよび在庫量に基づいて複数の生産拠点の生産機種の優先順位および出荷計画を最適化する。
(もっと読む)
作業情報記録装置、並びにその制御方法および制御プログラム
【課題】作業時刻の精度の低下を抑制することができる作業情報記録装置を提供する。
【解決手段】作業情報記録装置11は、生産ラインにて作業者が行う作業に係る情報である作業情報を記録デバイスに記録するものである。作業情報記録装置11は、作業者が押しボタンを押したことを検出する押しボタンスイッチ14と、作業者からの操作を受け付ける操作部22と、押しボタンスイッチ14の検出により、作業の終了時刻を取得する時刻取得部30と、時刻取得部30が作業の終了時刻を取得した後に、作業の内容を示す内容情報を、操作部22を介して取得する内容取得部31と、時刻取得部30が取得した終了時刻と、内容取得部31が取得した内容情報とを含む作業情報を作成する作業情報作成部32とを備える。
(もっと読む)
スケジュール修正装置及びスケジュール修正方法
【課題】部品に対する連続した処理の実行の途中であっても、処理槽や搬送装置の使用時間の重複を未然に防止することを目的とする。
【解決手段】スケジュール作成装置は、作成されたスケジュールに基づいた連続した処理が複数の部品に対して並列して実行されている場合に、操作入力部によって、実行済みの処理の終了時刻又は実行前の処理の開始時刻の入力を受け付ける。そして、スケジュール作成装置は、受け付けた時刻以降に実行されるスケジュールに含まれる、クレーンの移動時間への待ち時間の付加及び処理槽による処理時間の変更を行うことでスケジュールを修正し、同一の処理槽及び同一のクレーンの使用時間に重複が生じない修正後のスケジュールを選択する。
(もっと読む)
品質予測装置、品質予測方法、プログラムおよびコンピュータ読み取り可能な記録媒体
【課題】多数の操業変数から品質を高精度で予測する品質予測装置を提供する。
【解決手段】プロセス操業データ及び品質データを基に、操業データを基底ベクトルとする操業変数空間を複数の局所領域に分割し、各局所領域の品質と操業変数との関連を表す局所関係式の全体への寄与率を操業データに基づいて算出する活性度関数を算出し、品質予測値の予測誤差の大きさを表す第1の項と、局所関係式の係数の大きさを表す第2の項との重み付け和を最小化することにより局所関係式の係数を決定する。更に局所関係式と活性性度関数を有する局所領域の重ね合せとして操業変数と品質との関連を表す数式モデルを導出し、複数の分割パターンの数式モデルのうち最小誤差数式モデルを選択する。最小誤差数式モデルの誤差が与件の収束判定変数より大きければ操業変数空間を更に細分割して上記各ステップを繰り返し、収束した結果の数式モデルを解析結果として表示する。
(もっと読む)
41 - 60 / 419
[ Back to top ]